大型纸机膜式施胶机的改进方案
2012-11-21 06:17:38危志斌张瑞杰
中国造纸 2012年5期
危志斌 张瑞杰
(山东太阳纸业股份有限公司天章分公司,山东兖州,272100)
大型纸机膜式施胶机的改进方案
危志斌 张瑞杰
(山东太阳纸业股份有限公司天章分公司,山东兖州,272100)
介绍了山东太阳纸业天章19#纸机膜式施胶机的改进方案以及在降低施胶机运行成本、提高施胶质量和保证生产正常运行方面取得的成效,改进后施胶机综合运行成本降低幅度达42.6%。
表面施胶;膜式施胶机;运行成本;改进方案
表面施胶是生产部分纸种不可缺少的一个重要工段[1],因此,降低施胶机运行成本、提高施胶质量和保证生产正常运行至关重要。
山东太阳纸业股份有限公司在成本优化方面取得了一定成效,通过对天章分公司的19#纸机 (以下简称天章19#机)(抄宽4950 mm、车速1300 m/min)施胶设备和运行工艺的调整与优化,降低了施胶机运行成本,提高了施胶质量,保证了生产正常运行,施胶机综合运行成本降低幅度达42.6%。
1 天章19#机表面施胶情况
天章19#机采用酶转化玉米原淀粉作为施胶液[2],采用施胶压榨的方法对高档涂布原纸 (机外涂布生产高档涂布纸)、高档双胶纸、高档静电复印原纸等纸种的表面进行膜式施胶。纸张每面的施胶量为1.0~2.0 g/m2。
2 天章19#机膜式施胶机的组成及其工作原理
2.1 施胶机的组成
天章19#机施胶机由施胶辊、梁、供料系统、接料盒、调节和传动装置等主要设备组成;辅助设备由计量棒、棒座、密封刮刀、加压气囊、喷嘴、边部刮刀、边缘密封、喷水管及相应的调节和传动装置组成。
其中施胶辊的直径915 mm左右;计量棒有Φ10 mm和Φ15 mm两种型号;棒座与计量棒配套,同时棒座有普通棒座和组合式棒座两种型号。
2.2 膜式施胶机的工作原理
天章19#机膜式施胶机的工作原理:胶料与颜料经计量棒计量,然后通过施胶辊转移到纸面上。施胶量可以通过调整计量棒的压力、表面胶浓度和施胶辊的速度等方面进行调整。
2.3 计量棒
天章19#机膜式施胶机计量棒有 Φ10 mm和Φ15mm两种型号。正常运行过程中,计量棒运转方向与紧靠的施胶辊运转方向一致。计量棒通过气囊加压调节它与施胶辊的接触紧密程度。气囊压力大,计量棒与施胶辊接触紧密,施胶辊上转移的胶液被刮下较多,从而转移到纸面的施胶量减小。但气囊压力最大不能超过120 kPa,否则计量棒的沟纹容易磨坏,施胶辊光洁的辊面容易被磨出计量棒的沟纹痕迹,当断纸塞纸时施胶辊可能局部磨出凹槽,计量棒和棒座也被局部磨坏。但气囊加压不能太小,否则可能导致计量棒对施胶辊上转移的胶液分散不均匀,成膜性差,导致施胶量不均匀。
2.4 密封刮刀
密封刮刀是一片开口均匀的窄长刮刀,开口方向与刀口夹角在80°以上,开口为细长形,主要用于漏下多余的胶料,保证施胶辊转移的胶料量合适。
正常运行中刮刀紧靠施胶辊,一方面刮下施胶辊带过来的纸毛等杂质;另一方面在刮刀、施胶辊和上料梁处形成储存胶料的小斜槽,让施胶辊局部泡在胶液中,均匀转移胶料。
3 天章19#机膜式施胶机历年运行成本比较
天章19#机于2004年下半年投产,通过对施胶机设备和工艺的一系列调整和优化,目前施胶机运行成本已经降低到了世界同行业的最低水平。具体情况见表1。
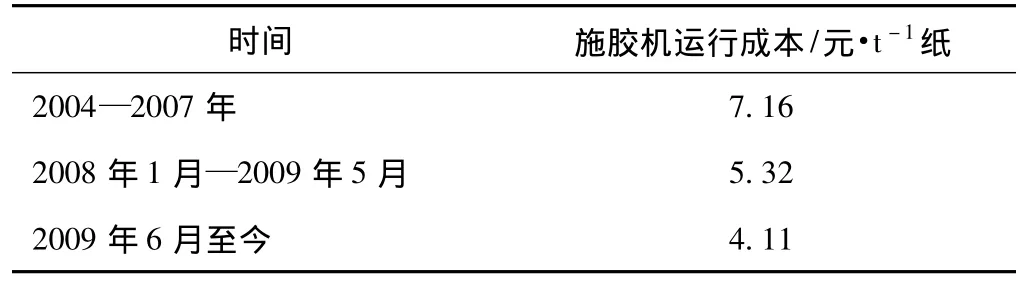
表1 施胶机运历年运行成本统计
表1中施胶机的运行成本仅包括设备的更换、施胶辊的包胶和研磨等成本,其他如电机的更换、水和电等成本未包括在内。
从表1可以看出,历经6年的调整和优化,施胶机运行成本由7.16元/t纸降低到目前的4.11元/t纸,下降了3.05元/t纸,下降幅度达42.6%。
4 天章19#机膜式施胶机的改进方案
4.1 通过调整设备型号降低膜式施胶机的运行成本
4.1.1 调整施胶机计量棒及其配套棒座的型号
2004—2007年天章19#机施胶机使用Φ10 mm型号的计量棒及其配套的棒座,因计量棒的直径过小,断纸过程中,损纸缠施胶辊时容易导致计量棒变形和磨损,同时也可能导致计量棒的棒座磨损。一旦出现上述情况必须更换计量棒和配套的棒座,每次损失达9990元。
2008年1月至2009年5月期间,将计量棒和棒座改为Φ15 mm型号的,提高其刚性和耐磨性,结果计量棒和棒座的使用寿命延长1倍,并且减少了计量棒等设备对施胶辊的磨损,具体情况见表2。

表2 计量棒和配套棒座的型号调整前后综合成本比较
因计量棒和棒座改为Φ15 mm型号之后它们的使用寿命延长1倍,并且减少了计量棒等设备对施胶辊的磨损,综合成本较使用Φ10 mm型号计量棒和棒座降低1.84元/t纸。
4.1.2 改用组合式棒座
在2004年至2009年5月期间,天章19#机施胶机使用与Φ10 mm或Φ15 mm型号计量棒配套的棒座,因计量棒直接与棒座接触,所以当计量棒磨损严重或变形时容易导致配套的棒座损坏,故每次更换计量棒时几乎必须同时更换棒座,每次棒座损失6580元。
从2009年6月至今,将棒座改为与Φ15 mm型号计量棒配套的组合式棒座。组合式棒座由小座和大座组成,小座嵌在大座中,小座由耐磨性很好的材料制成,一个小座可以随计量棒使用两个周期。因大座没有直接与计量棒接触,故大座使用寿命能达到普通棒座4倍以上,很大程度上降低了棒座的使用成本,使得施胶机的综合运行成本又一次降低,具体情况见表3。

表3 使用普通棒座与组合式棒座综合成本比较
由表3可知,使用组合式棒座,综合运行成本较使用普通棒座降低了1.21元/t纸。
4.1.3 调整施胶机密封刮刀的型号
天章19#机膜式施胶机最初采用漏料孔缝宽为0.35 mm的密封刮刀。使用过程中发现漏料过快,导致施胶辊在施胶过程中局部断料,不但增加了表面胶上料泵的负荷,而且也导致刮刀和施胶辊局部磨损过快,使整个纸幅施胶不匀。通过调整,将密封刮刀的缝宽改为0.30 mm后,问题得到解决。
4.2 通过优化工艺提高施胶质量、保证施胶机正常运行
天章19#机施胶机密封刮刀经常出现异常磨损的情况 (见图1),导致施胶辊局部磨损严重 (见图2),缩短了施胶辊的使用寿命。通过观察,最终确定问题是因密封刮刀漏料孔堵塞造成的。


天章19#机生产部分中、高定量涂布原纸时,APMP浆料配比大 (24%左右)、灰分高 (25%左右),使得纸张表面强度降低,在施胶机处存在细小纤维和填料黏到施胶辊上然后进入回流的表面胶里,时间长了,导致部分表面胶喷嘴和刮刀漏料缝堵塞。刮刀在不漏料的部位因料多受力加大,与高速运转的施胶辊的摩擦加剧,时间长了刮刀将磨出月牙形小口(见图1)。此时如不及时更换密封刮刀,将导致施胶辊局部磨损 (见图2),纸张局部施胶量偏高,最终造成纸张局部水分偏高、运行中产生折子等纸病。
上述问题通过采取在表面胶上料系统中增加压力筛、加强清洗、合理更换施胶机刮刀和施胶辊等措施可以得到解决。
4.2.1 在表面胶上料系统中增加压力筛
天章19#机表面胶上料系统主要流程为:表面胶上料槽经泵送到施胶机上料梁 (部分回流),然后经喷嘴进入施胶辊与密封刮刀形成的小槽里,通过施胶辊转移和计量棒计量施胶量对纸张施胶,刮刀漏料孔将多余的胶料漏入施胶机回流槽,所有回流的胶料再经振框筛过滤,最后回到表面胶上料槽中,实现一个循环,改进前的施胶机上系统流程见图3。

表面胶自2009年12月改成用酶改性原淀粉代替以往使用的氧化阳离子淀粉后,因省去了淀粉氧化过程,导致杂质含量增多,加之生产部分定量的涂布原纸灰分高、机械木浆配比高等原因,使得施胶机胶料喷嘴和密封刮刀漏料孔经常性堵塞,进而导致密封刮刀异常磨损和施胶辊异常磨损,最终使得密封刮刀和施胶辊更换频次增加和成纸施胶质量下降。针对此问题,在施胶机上料泵后添加1台小型压力筛,对上施胶机前的表面胶进行除渣处理。压力筛的规格型号为OPTI-75RF,Q=54 m3/h,缝筛,缝沿筛框的圆周方向,与处理浆料的压力筛筛缝方向为轴向。增加压力筛后上述问题得以解决,改进后的施胶机上料系统流程见图4。

4.2.2 加强清洗
淀粉分子是由1,4葡萄糖苷键与1,6葡萄糖苷键连接而成的葡萄糖聚合物,因其分子链长并有一定的黏性,导致容易黏附到施胶机及其上料系统内壁,随着时间的延长,导致腐烂变质和结块,使成纸出现色斑、孔洞等纸病,所以需要加强清洗。
施胶机及其上料系统的清洗,可以安排在非计划停机或刷车期间进行,最好是在刷车期间安排彻底清洗。清洗剂可以是烧碱加碱性清洗剂,温度控制在50~65℃,pH值12.0~12.5,清洗剂用量1~2 kg/m3,清洗时间2~3 h。
现在有一种比较简便的清洗方式,仅需在清水中使用适量的表面施胶酶,然后调节温度70~80℃,循环串洗一定时间即可。此种方式简单方便,清洗彻底。但清洗后需要使用清水彻底串洗干净,否则影响后续的胶料黏度。
4.2.3 合理更换施胶机密封刮刀
施胶机密封刮刀的使用情况直接关系到施胶辊的使用寿命。当施胶机密封刮刀异常磨损而出现月牙形情况时对施胶辊的磨损最严重,有时甚至沿圆周方向磨出一道明显的沟,使得纸张局部施胶量过高,导致纸张相应位置易产生折子和水分超标。
正常情况下施胶机密封刮刀一般能使用一个月以上,但当密封刮刀漏料孔堵塞时可能很快就会出现异常磨损现象。针对此种情况,需要及时清理密封刮刀上堵塞的漏料孔,如果刮刀局部磨损严重的话则需要及时更换刮刀,以保证施胶辊的正常使用。
4.2.4 合理更换施胶机施胶辊
施胶机施胶辊性能的好坏直接关系到纸张的施胶效果。判定施胶辊是否处于良好运行状态需注意以下两点:
第一,可以从成纸整幅的水分评价 (大型纸机均安装定量、水分和色相等检测仪器,并与计算机联锁,通过计算机上对应的检测曲线能合理评价)。施胶良好的纸张,整幅水分较均匀;施胶不良的纸张,整幅水分不均匀,特别是局部出现突变的波峰或者波谷。有波峰或波谷的位置一般就是施胶辊磨损严重的位置,需要更换施胶辊。同时,要查找清楚造成施胶辊局部磨损的原因,以免施胶辊更换后再出现类似问题。
第二,可以从施胶辊成膜情况来评价。良好的计量棒和施胶辊在施胶过程中胶液在施胶辊上的成膜应该均匀一致,施胶辊有胶的区域应该象镜面一样。当计量棒或施胶辊异常时,沿施胶辊圆周方向会出现线状条痕,胶液在施胶辊上的成膜不良。针对此种情况,首先需要考虑更换计量棒,如果更换计量棒后仍出现上述情况则需要更换施胶辊。
5 结语
通过调整天章19#机膜式施胶机计量棒型号,即由Φ10 mm改为Φ15 mm,使施胶机综合运行成本降低1.84元/t纸,降低幅度达到25.6%;通过调整施胶机计量棒棒座的型号,即由普通棒座改为组合式棒座,使施胶机综合运行成本降低1.211元/t纸,降低幅度达到22.8%。两者综合降低施胶机运行成本3.046元/t纸,综合降低幅度达到42.6%。通过采取在表面胶上料泵后加压力筛、加强表面施胶系统清洗、合理更换施胶机密封刮刀和施胶辊等措施,提高了施胶质量、延长了相关设备的使用寿命,保证了施胶机的正常运行。
[1]张国运.表面施胶的作用及影响因素[J].天津造纸,2003,25(2):10.
[2]危志斌,张瑞杰.大型纸机表面施胶胶料成本优化[J].中国造纸,2010,29(9):71.
Rebuilding of the Film Size Press on a Large Paper Machine
WEI Zhi-bin*ZHANG Rui-jie
(Shandong Sun Paper Industry Joint Stock Co.Ltd.,Yanzhou,Shandong Province,272100)
(*E-mail:bzwty1976@163.com)
The Tianzhang PM19 is one of the large paper machines in Sun Paper,its film size press rebuilding has achieved satisfactory results including sizing quality improvement,sizing cost reduction and smooth operation.The integrated operation cost of size press lowered down 42.6%after rebuilding.
surface sizing;size press;running costs;measures

TS753.9
B
0254-508X(2012)05-0048-04
危志斌先生,工程师;主要从事工艺技术、化验、造纸化学品、纸机易耗器材的管理工作。
2011-11-18(修改稿)
(责任编辑:赵旸宇)
猜你喜欢
纺织器材(2022年4期)2022-08-18 14:05:34
纺织器材(2022年4期)2022-08-18 14:05:34
煤气与热力(2022年2期)2022-03-09 06:29:30
煤气与热力(2021年12期)2022-01-19 05:19:36
造纸化学品(2019年4期)2019-09-18 04:41:40
工业设计(2016年6期)2016-04-17 06:42:54
纺织器材(2015年5期)2015-12-19 06:38:34
纺织器材(2015年4期)2015-12-19 06:37:30
中国造纸学报(2015年1期)2015-12-16 19:35:26
造纸化学品(2015年1期)2015-11-04 03:57:33