从高速络筒机的电气改造谈复杂设备维修
2012-11-16 06:33陈康
丝绸 2012年3期
陈 康
(金富春集团有限公司,浙江 富阳 311418)
从高速络筒机的电气改造谈复杂设备维修
陈 康
(金富春集团有限公司,浙江 富阳 311418)
高速络筒机是纺织织造中重要的卷绕设备,其卷绕筒子的质量直接影响后道加工生产,并最终影响织造面料的质量,而卷取张力稳定性更是卷取筒子成形质量的关键因素。通过对高速络筒机的电气改造,形成卷取转速、卷取张力及筒子成形时间的关联优化控制,从而达到优化生产工艺、提升产品质量和性价比的目的。
高速络筒机;电气改造;设备维修
目前,在丝绸行业中,先进的机电一体化生产设备被广泛采用。因此,丝绸生产设备的电气故障出现的范围很广,涉及电气控制的各部分,并且故障出现得比较频繁和多样化。作为设备管理人员,在遇到故障时,不仅要迅速查明故障原因及时进行修复外,还要根据实际情况进行相应的合理改造。特别对于有些进口设备,发生电器故障时,由于缺少或者无法采购相关电器元件,或工作环境不符合进口电气设备的工艺要求时,为了尽快恢复生产,应对电气设备进行相应改造,使其具有结构简单、操作方便、维护省时省力、适用多种生产工艺的要求,这样机器设备才能正常发挥生产作用。
笔者结合实际工作对意大利MENEGATTO(曼尼加)HPBBVT48高速络筒机电器的现状进行分析。MENEGATTO HP BBVT48高速络筒机进口于20世纪90年代,产品结构控制复杂,电子元件的可靠性较差。主要配件在国内基本采购不到,购买进口的价格又高,时间也很长,往往影响正常生产。在满足生产工艺条件下,笔者结合实际工作对该设备的控制电路进行了适当的改造,使其适应企业目前生产的需要。
1 电气设计要求
控制电路应简单、可靠、造价低,安全性高。在保证控制功能要求的前提下,按工艺要求设备筒子转速18 000 r/min,张力6~7 cN,1 h完成筒子成形。成形控制电路应力求简单、造价低,尽量选用标准的或经过实际考验的线路。
1.1 连接线的数量和长度要求
设计控制线路时,应考虑到各个单元之间的连接线,特别要注意电气控制柜、操作台和限位开关之间连接线,尽量减少连接线数量,缩短连接线长度。
1.2 减少电器元件的种类和数量
设计电路时,尽量采用标准件或尽可能选用相同型号的元器件,由此减少电器元件的种类和数量。
1.3 力求电路简化,可靠性高
电路设计应最大限度地满足生产设备加工工艺的要求,简化电路,减少电器的触头,提高可靠性。
1.4 减少电路的空转耗电
控制线路在工作时,除必要的电气通电外,其余的尽量切断电源,以节约电能。
1.5 提高安全性
电路的控制电路采用安全电压,根据国际电工委员会的规定,电压为24 V,采用可靠的接地和接零,配备了相应的空气开关和熔断器,用可靠的绝缘体。
1.6 控制电路应方便于操作和维修
控制机构的操作应简单和有效,能迅速快捷地由一种形式转换到另一种形式,同时能实现多点控制和实现自动转换程序,减少人工操作。电子控制设备力求维修方便,使用安全,并应有隔离电器,以免带电检修。
2 高速络筒机电气的工作原理
控制要求电机M1、电机M2同时工作,M1要求正、反转,M2可调速。
停车,根据生产工艺要求M2先停,时间继电器TM2动作,M1转动8 s,M1停。使筒子保持上下均匀,不会出现凹凸现象。
M1电机带动链条齿轮走40 cm,停后返回转40 cm折反,反复运作。在M1电机走向两端安装保护行程开关,以保证不超过行程控制点,确保机电设备安全。M1电机由刹车盘急刹,由VC1提供直流电源。
由接近传感器SQ1、SQ2作为控制M1电机换向的感应信号,当电机带动链条齿轮走到SQ1接近传感器时,传感器受到感应并发生信号→中间继电器KA1得电→接触器KM1失电、KM2得电→电机M1反转→链条齿轮走动→接近SQ2传感器感应并发出信号→中间继电器KA1失电→KM1得电、KM2失电→电机M1正转,不断反复。
M2电机由变频器来控制转速。在1 h生产过程中筒子慢慢增大。设置可令变频拖动的M2电机转速慢慢下降,与筒子成形大小成反比。使其线速和张力稳定、筒子均匀,从而满足工艺要求。
在频繁启动的KM1与KM2之间设电气连锁,保证机器的安全可靠。
3 电器元件
由于电器元件的选用直接关系到电气设备的使用寿命和可靠性。因此,严格按照下列原则选择主要电器元件。相关器件运行测试结果见表1。
3.1 接触器
接触器类型的选用:根据被控制电动机的类型;
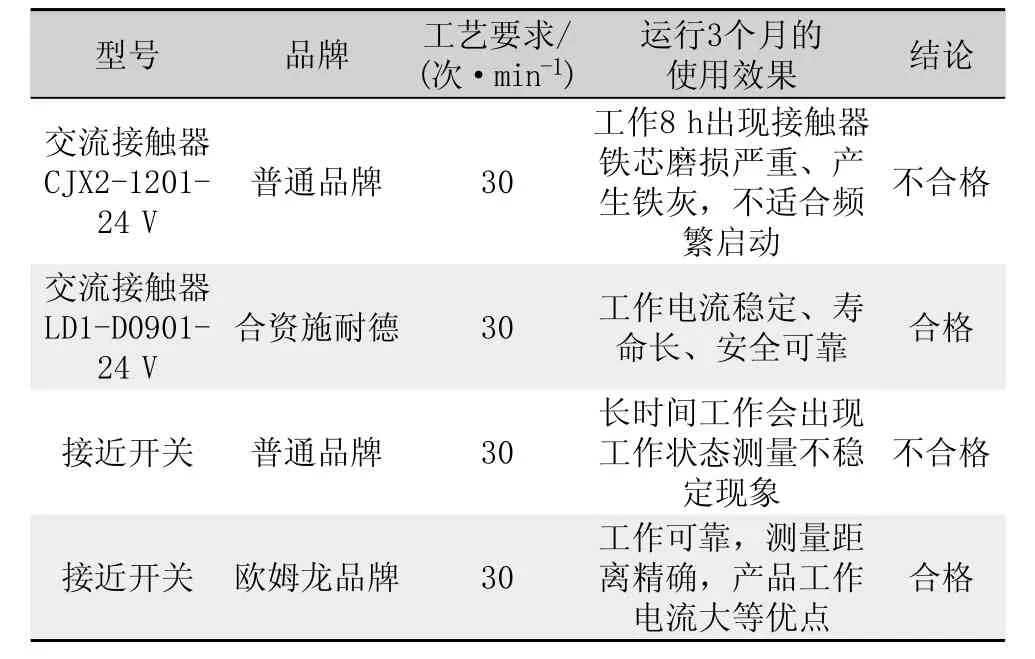
表1 电器元件分析Tab.1 Analysis of electrical components
接触器触头额定电压的选用:接触器主触头的额定电压应大于或等于负载回路的额定电压;
接触器主触头额定电流的选用:根据控制电动机的最大功率运行电流进行选择;
接触器吸引线圈的电压选择:一般情况下,接触器吸引线圈的电压应等于控制回路电源电压;
接触器触头的数量、种类应满足控制线路的要求,如果接触器使用在频繁起动、制动、电机换向的场合时,应选用大一个等级的交流接触器。
根据以上选用原则,选用了施耐德LD1-D0901-24 V接触器。
3.2 接近传感器
选用欧姆龙M18-AZ3X和M18-AR3X,电压20~250 V,电流3~400 A。该电器具有结构简单,工作可靠性高,可以非接触测量而检修方便的优点。
3.3 时间继电器
选用上海施耐德LA3DR2型时间继电器,为M1提供延时功能。
3.4 电 机
电机M1为三相带刹车盘装置的交流0.55 kW电机,转速为900 r/min;M2为交流三相2.2 kW电机,转速为990 r/min。
3.5 变频器
选用三垦变频器(2.2kW),可以根据生产工艺要求来设置、调整变频调速的控制过程和参数。
3.6 继电器
选用LY4J-5A小型继电器。
3.7 轴流风机
选用113-FDZYAC220 V。
3.8 控制变压器
控制变压器一、二次电压应符合交流电源电压、控制电路和辅助电路电压的要求,保证接在变压器两侧的交流电磁器起动时可靠地吸合,电路正常运行时变压器的温升不应超过允许值。
根据以上原则,控制变压器选BK100,为整个电气设备提供安全电压24 V控制电源。
3.9 限位行程开关
限位行程开关,为控制器失效提供保护。
3.10 热继电器
热继电器的额定电压应大于或等于电动机额定电压;热继电器的额定电流应大于或等于电动机的额定电流;在结构形式上,一般都选三相结构;对于三角形联结的电动机,可选择带断相保护装置的热继电器。
3.11 空气开关
为电气设备提供电路通断开关和过载保护。
4 调试试验
4.1 试验材料和仪器
试验品种:23.3 dex×3桑蚕丝(湖北金罗春丝绸有限公司),捻度15 捻/10cm,张力6~7 cN,锭速5 508 r/min。
仪器:SFY-13型单丝张力仪(上海第十二丝织厂),FY-2微电脑光测速仪(海宁飞颖光源电器有限公司)。
4.2 试验方法
张力测定方法:利用SFY-13型单丝张力仪每隔10 min对机上丝线进行张力测定,取平均值。
转速测定方法:利用FY-2微电脑光测速仪频闪闪光灯的频闪光源测速,在机台正常运转的情况下,每隔10 min,每次对机台48个筒子均匀间隔取6个点进行测速,取平均值。
4.3 结果与分析
卷取筒子转速与时间和张力的关系见图1和图2。
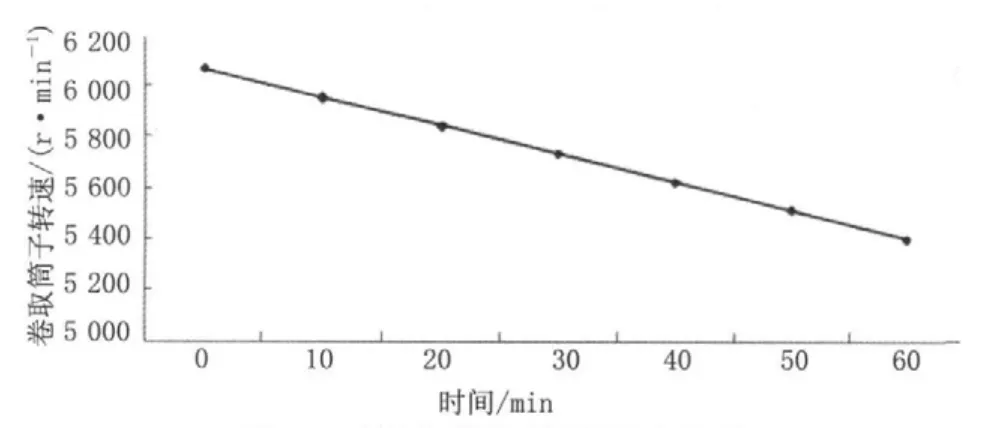
图1 时间与卷取筒子转速关系Fig.1 Relationship of time and winding bobbin speed
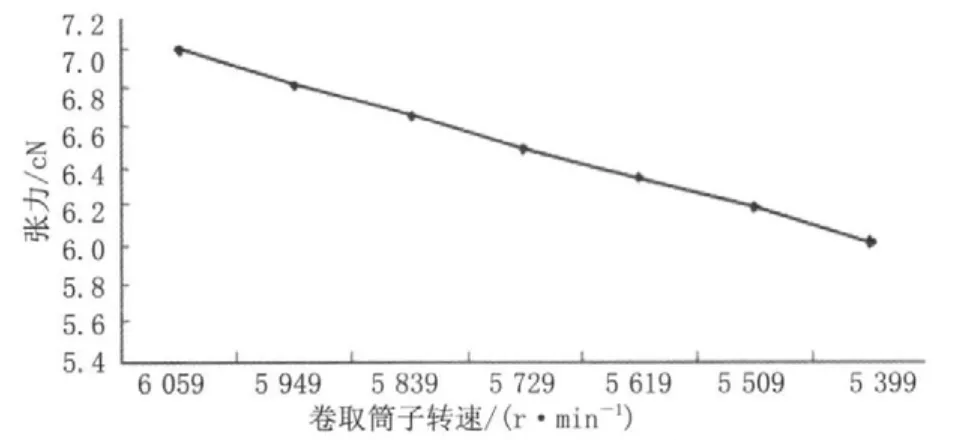
图2 张力与卷取筒子转速关系Fig.2 Relationship of tension winding bobbin speed
在生产测试过程中发现,当张力小于6 cN时,筒子成形偏软,引起绸面出现坍纬、缩纬等病疵,见图3;当张力大于7 cN时,筒子成形偏硬,引起绸面出现断头病疵、停车档等病疵,见图4;当张力在6~7 cN时,筒子成形较好,绸面不易出现坍纬、缩纬及断头等病疵,见图5。
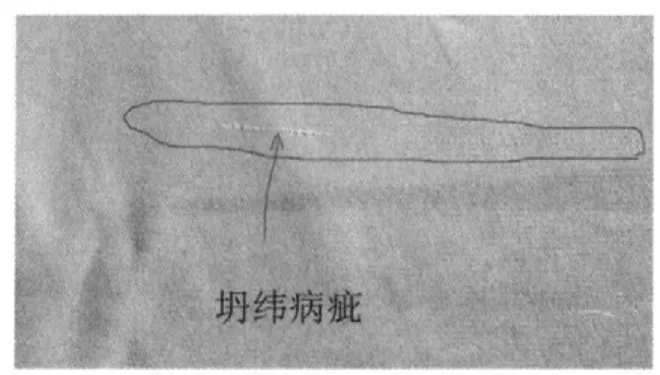
图3 坍纬、缩纬病疵Fig.3 Defect of fall weft and shrink weft
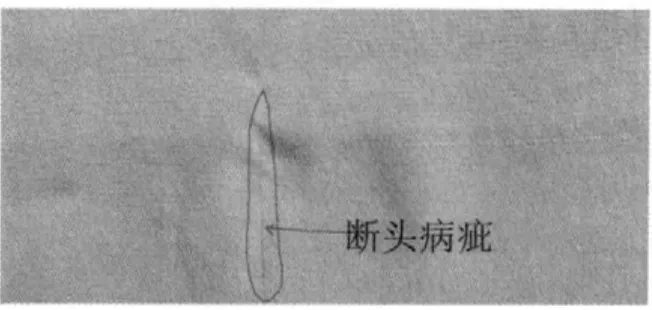
图4 断头病疵Fig.4 Defect of broken ends
图5 正常面料Fig.5 Normal fabric
4.4 把握关键环节与工艺要点
生产过程中,如果卷取筒子转速恒定,则随着卷取筒子的容丝量增加(丝层增厚),卷取张力将随之增大,为此,调试过程中通过同步降低卷取转速来减小卷取张力的变大。由图1和图2可以看出,在卷取时间内,随着时间的增加,卷取转速从18 000 r/min均匀降低到16 020 r/min,致使卷取筒子张力被有效控制在6~7 cN,从而达到加工工艺的设计要求。
4.5 团队协作、排除疑难
在生产调试过程中,针对出现的时间计定不合理、转向时间过长,与机械设备配套不协调,导致筒子出现断丝及成形不匀等现象,组织了机械工程师、技术员、车间工艺员等生产技术骨干,发扬团队精神、协作攻关,使电器的设置整定和导丝定位活动部件都精心微调到最佳运转位置,再经合理搭配齿轮使高速倒筒机达到60 min完成整个生产工艺的要求,各项数据符合生产工艺指标。
5 总结与体会
通过对络筒机电气设备的合理安装和精心调试,系统设备达到了生产工艺要求,较好地完成了改造任务,比原有设备提高了10 %的产能,为公司节约了经费9万元/台,维修操作更加方便,节省时间,具有较高的性价比。通过此次高速络筒机电气改造,获得了对复杂系统和引进设备维修疑难的经验。
5.1 资料收集
抓于初:争取在定货时就让商家提供维修所需各种资料;
学得早:尽早向设备厂家要求派员培训学习、记录、收集有关图样数据资料;
常用功:平时通过杂志、书籍、网络、会议交流查询获取相关技术资料;
症状表:靠扎实的理论基础、丰富的实践经验和同行之间的切磋探讨,逐渐积累整理出实用有效的故障分析症状表;
靠仪器:对于疑难电气故障,采用示波器、电路在线维修测试仪等仪器仪表往往能找出问题所在;
多测绘:日常维修时,对故障部分和关键单元多做测绘、记录、提炼、整理,日积月累、久病成良医、勤能补拙、故障造高手。
5.2 备 件
备件的奇缺和管理一向是电气维修的老问题,通过一修复、二代用、三制作、四改造等方法,可以应变解决不少疑难。
5.3 人 员
越是现代复杂的系统设备,越需要各路人马的团队协作,上下一心、默契配合、用其所长、各尽所能、分工合作。现代机电设备,已进入“光-机-电-液-气-微-声”多学科交叉融合的大专业时代了。
以上三方面的累积和提升,会对今后的工作发展及早建立有益基础。
致谢:在论文的撰写中受到盛建祥副总经理、郑明飞部长、刘同文老师的悉心指导,受益匪浅,在此一并表示感谢!
[1] 王建,庄建源,施立春.维修电工技师教材[M].北京:机械工业出版社教育分社,2006.
[2] 劳动和社会保障部/中国就业培训技术指导中心组织.国家职业资格培训教程:维修电工——技师技能、高级技师技能[M].北京:中国劳动社会保障出版社,2004.
Discuss on complex equipment maintenace from electrical transformation of high-speed winder
CHEN Kang
(Jinfuchun Group Co., Ltd., Fuyang 311418, China)
High-speed winder is an important winding textile weaving equipment. The quality of winding bobbin direct impacts on following process, and ultimately affects the quality of woven fabric. Winding tension stability is the key of forming for take-up bobbin. Through electrical transformation of high-speed winder, the associated optimal control was formed between winding speed, winding tension and bobbin forming time, for achieving the optimizing of production process and improving product quality and cost effective.
High-speed winder; Electrical transformation; Equipment maintenance
TS103.236
B
1001-7003(2012)03-0028-06
2011-09-07;
2012-02-20
陈康(1971- ),男,技师,主要从事设备管理工作。
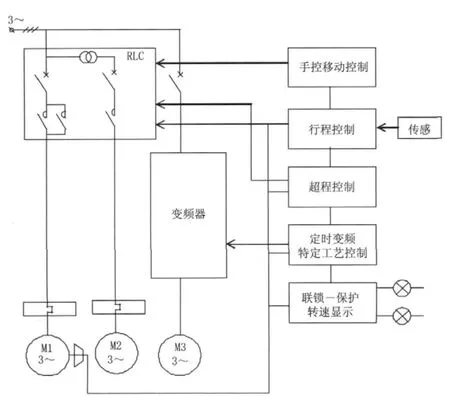
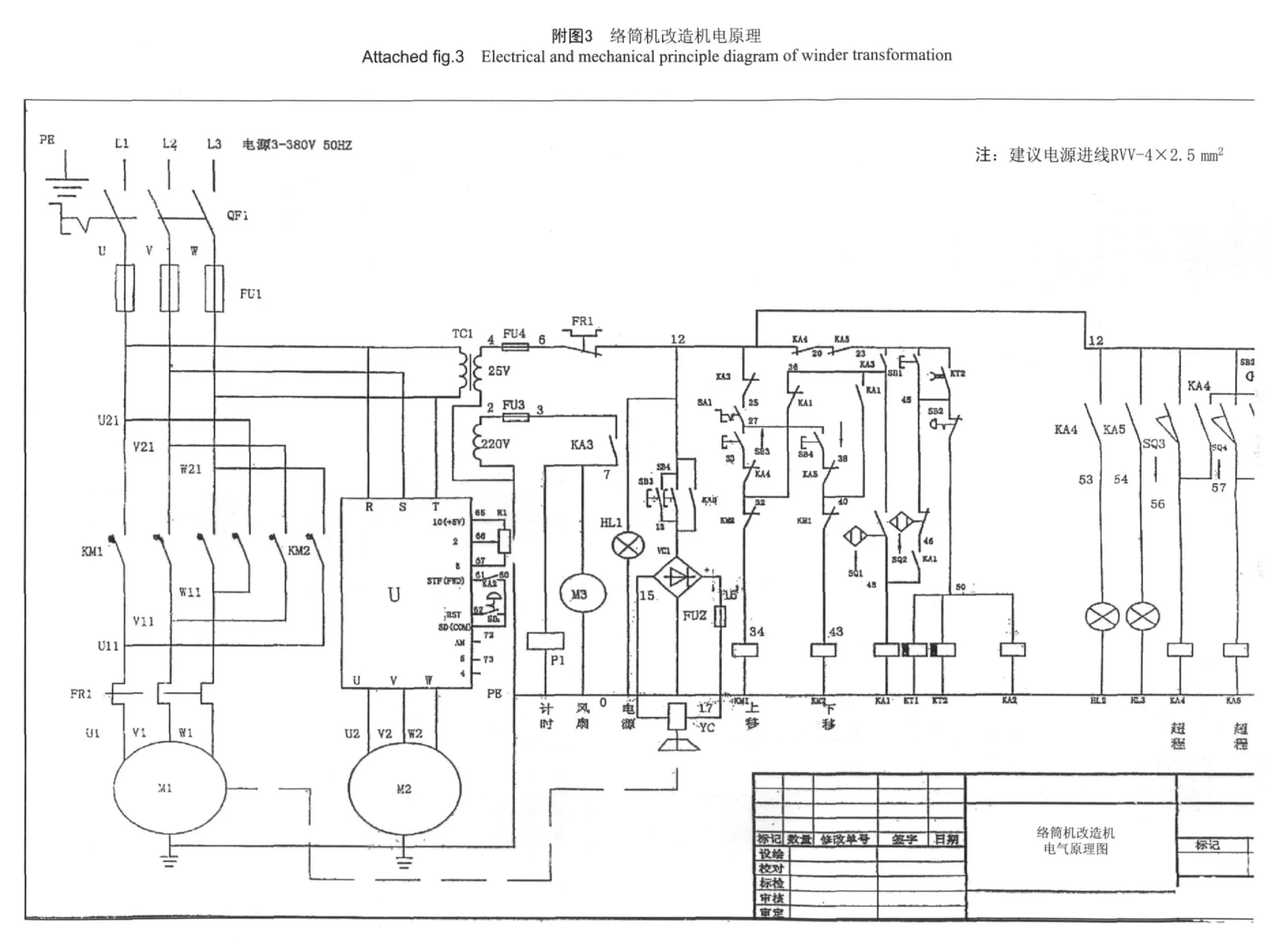
附图1 高速络筒机改造电气框示意Attached fi g.1 Block diagram of electrical transformation of high-speed winder
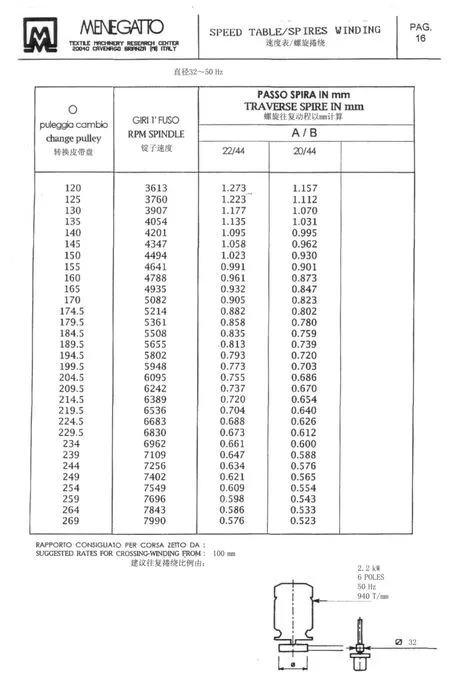
附图2 MENEGATTO HP BBVT48高速络筒机参数Attached fi g.2 Parameters of MENEGATTO HP BBVT48 high-speed winder
猜你喜欢
纺织报告(2021年3期)2021-05-27
国际纺织导报(2021年11期)2021-02-14
纺织学报(2020年6期)2021-01-05
纺织学报(2020年6期)2021-01-05
紫禁城(2020年1期)2020-08-13
东方教育(2016年9期)2017-01-17
中国纺织(2015年7期)2015-09-07
中国高新技术企业(2015年4期)2015-03-13
中国高新技术企业(2015年2期)2015-03-12
山东纺织科技(2011年2期)2011-11-02