西服生产流水线的时间管理
2012-11-15 06:35:06刘雪林陈洪倩
丝绸 2012年6期
刘雪林,陈 雁,陈洪倩,丁 佳
(苏州大学 纺织与服装工程学院,江苏 苏州 215021)
西服生产流水线的时间管理
刘雪林,陈 雁,陈洪倩,丁 佳
(苏州大学 纺织与服装工程学院,江苏 苏州 215021)
采用观察法测量某西服企业生产流水线工时,从流水线的生产节拍和流水线的平衡率两指标对测量结果进行分析。结果认为,该企业西服生产的瓶颈工序节拍比较大,生产流水线的平衡率很低。针对问题,对西服生产流水线的时间管理提出了改进措施。对此可以考虑通过人员的调配,缝制工序的编排优化来提高生产效率。西服生产企业也可考虑测其他款式的西服生产时间,进行数据积累,从而提高西服生产线管理水平。
西服;工时测量;流水线平衡;时间管理
生产流水线是西服生产中最重要也是最难管理的环节之一,而流水线的时间管理是流水线平衡管理、流水线工序安排、生产地组织管理的基础。姜志伟[1]以流水线的平衡作为工作的根本出发点,以衬衫的流水线的时间管理为例,对服装缝纫流水线的时间管理的原则进行了讨论;李引枝[2]根据服装生产线平衡的理论,结合服装生产中的不同条件,提出不同的缝纫生产流水线的平衡方法;李克兢等[3]在模块化服装快速生产设计系统中,对流水线平衡设计功能进行开发,同时还根据流水线平衡的数学模型对生产规划进行优化设计。笔者根据某西服生产企业的实际状况,对西服生产流水线的时间进行测定,并对测定的数据进行归纳分析,发现企业生产西服过程中的一些问题,为企业制定标准工时定额和规划作业改进方法提供参考和依据。
1 西服生产现状
西服工艺比较复杂,随着科学技术的发展,一些先进的生产设备已经被应用到西服的生产中,如开袋机的应用很好地节约了西服口袋制作的时间,同时也提高了西服口袋制作的质量。但是,西服生产企业不光要利用先进的生产设备,也要科学合理地进行西服生产的管理,特别是时间的管理,这样才能够提高西服生产的效率,使得企业效益最大化。
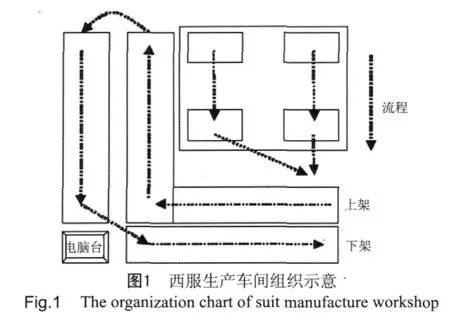
较大型的西服企业在西服工业化生产方面有着丰富的经验,实力比较雄厚,拥有国内外先进的生产系统。某西服企业生产车间面积较大,生产规模也相对较大,是大型西服企业的代表。其西服生产主要采用传统的捆扎式和现代的吊挂流水线式,生产车间的组织示意见图1。右上方框表示传统流水线,西服生产中如做口袋等工序,裁片小而且多,如果上吊挂线做,这些小裁片容易滑落,作业人员从吊挂线上拿取小的裁片也不方便,因此这样的工序不适合在吊挂线上完成,故将这些工序安排在传统流水线上。右下方和左边为吊挂流水线,西服的前后片组合和装领子与袖子这些工序在吊挂线上完成。
2 工时测定分析
流水线的生产节拍和流水线的平衡率是时间管理好坏的重要指标[2]。现对某西服生产企业的西服生产流水线工时进行测定,然后对测定的结果进行分析。
2.1 工时测定方法
工时测定主要采用观察法,实际操作中常采用秒表法,即以工序作业时间为对象,按操作顺序进行多次反复观察。
1)首先准备一般常用工具,测时器与测时记录表(图2),铅笔。

图2 工时测定Fig.2 Time measurement
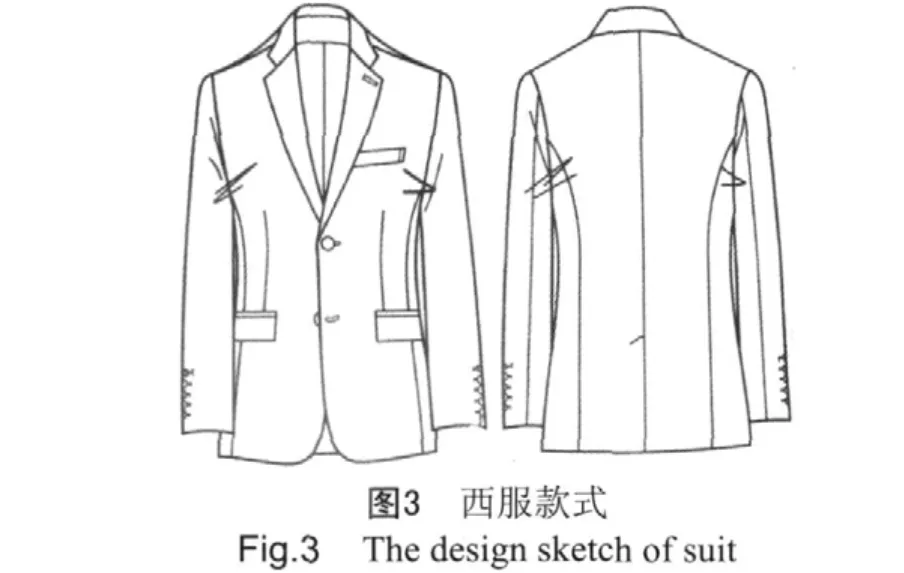
2)决定调查工序:测定过程中,正在加工的西服款式如图3所示。此款西服的款式相对比较经典,有代表性。
3)决定观测对象:对于同一工序,技能水平不一样的工人会有不同的作业加工时间,所以,在测量某一工序所需要的加工时间时,要选择熟练工进行测量。
4)决定观测点:决定了观测点以后,动作达到已定的观测点时开始测定,到下一个观测点时看秒表,并在观测表上记录。
5)决定观测次数:通常服装加工作业要素时间测定的观测次数应该根据使用目的来确定。生产线的作业调整,5次以下;工序编制,10次以上;而标准时间制定、奖励奖金的确定,20次以上[4]。本次测试的次数选择25次。
6)统计数据:统计数据时将作业人员有不定期动作的个别时间去除掉。
2.2 测定结果
在前文准备的基础上,对西服生产工序的时间进行测定,对测定的结果进行整理,得到表1数据。
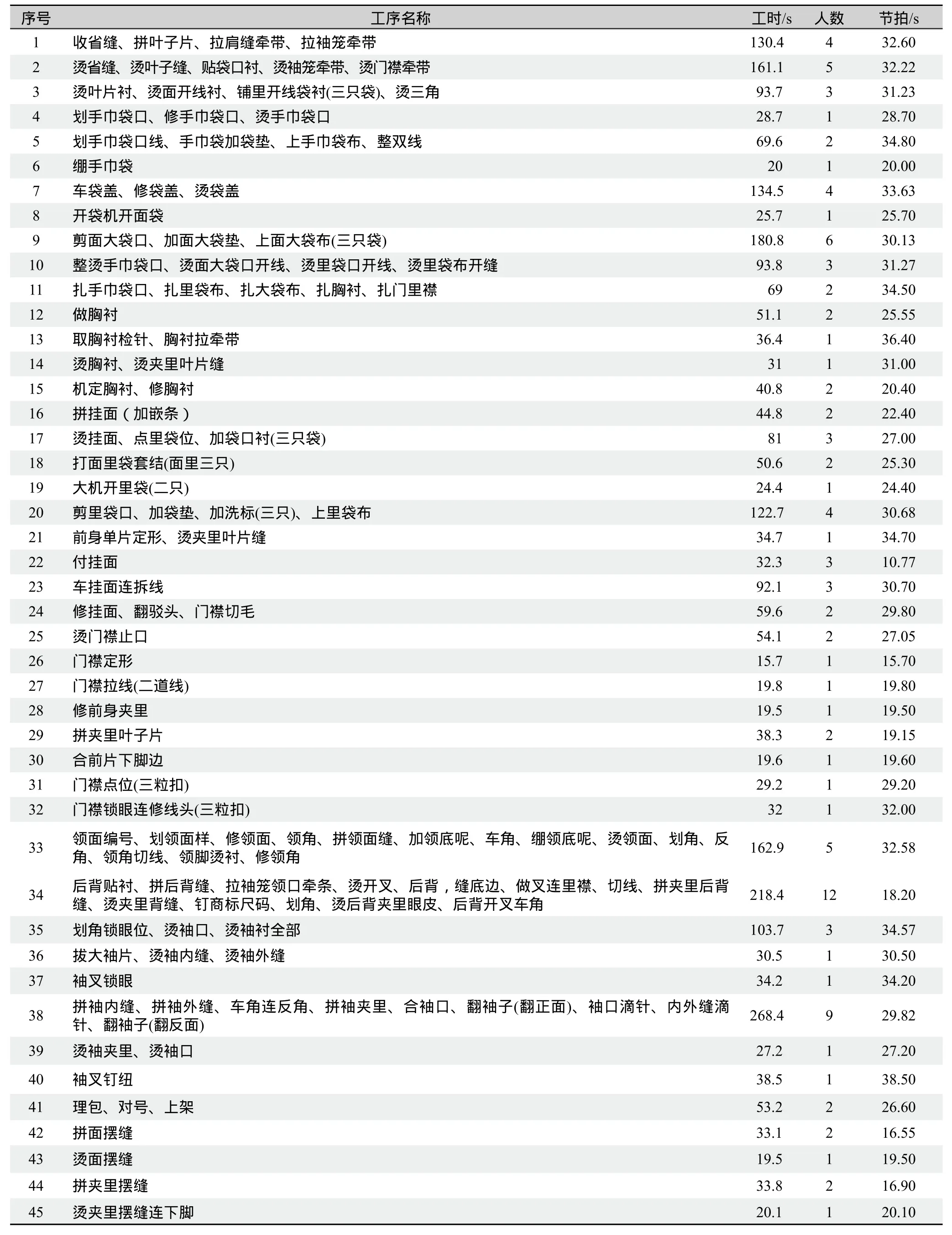
表1 西服生产时间Tab.1 The time-consuming of suit manufacture

续表1
2.3 结果分析
2.3.1 流水线的生产节拍
流水线的生产节拍是生产两件产品之间的时间间隔,生产上平均节拍的计算见式(1)[4]:

式(1)中:SPT为平均节拍,s;K为流水线的工序数;ti为第i道工序的标准工时定额,s;N为作业工人数,个;T为一天的作业时间,s;Q为目标日产量件。
通过表1测定的时间可知,西服生产工序总时间为3 911.4 s,西服生产流水线上的人数为146人,根据测定的西服生产流水线的数据,可以得出生产线的平均节拍=3 911.4/146=26.7 s,日产量约为1 075件(按一天工作8 h计算)。
2.3.2 流水线平衡率
流水线的平衡率表示作业分配时工序平衡程度优劣的系数,见式(2)[5]:

本生产流水线的各工序总时间是3 911.4 s,瓶颈工序时间是上垫肩的时间38.9 s,所以本流水线的平衡率/%=[3 911.4/(38.9×146)]×100=68.86 %。
实际生产中流水线的平衡率一般应达到85 %以上,若计算的平衡率偏低,应考虑重新组合工序[6]。
2.3.3 改进措施
虽然某企业利用了现代的服装生产系统,生产效率有很大的提高,日产量达到一千多件,但是,通过对测定数据的分析可知,西服生产的瓶颈节拍比较大,生产流水线的平衡率很低,还有很大的提升空间。如工序:机定胸衬、修胸衬、烫挂面、点里袋位、加袋上衬、打面里袋套结、烫门襟止口等瓶颈工序。瓶颈工序的节拍时间远大于生产线的平均节拍。
同时从测定的结果可以看出,此西服缝纫生产流水线平衡率低。为节省人力和提高产品质量,企业生产管理时应该努力提高缝纫流水线的平衡率。假设缝纫生产流水线共有k道工序,第i道工序的单件标准时间为ti(i=1,2,3k),单件标准总加工时间为T,生产流水线节拍为S,则t与S在生产中有下列3种情况:
1)ti>S这意味着第i道工序属超负荷运转,通常把该工序称为“瓶颈工序”;
2)ti=S,这是最理想的状态;
3)ti<S,表示该工序在每一个节拍时间里有一定的空闲生产时间[7]。
所以,应该根据实际情况,通过调整生产流水线的机器设备或人员使工序同步化。
工序同步化包括工序的拆分和组合。工序的组合参照工艺流程图,按照加工顺序依次尝试合并,加工设备相同且在作业流程上前后连续的工序合并在一起[8]。首先在西服生产中第二道工序和第三道工序前后连续,并且都在烫台上完成,所以,将这两道工序合并在一起,安排人员7个,从而这道工序的节拍也能够更靠近平均节拍。则合并后的工序的节拍为P2=(161.1+93.7)/7=36.4 s。然后服装生产流水线中工序组合后,平均节拍时间分布越集中,流水线各工序的同步效果越好[9]。所以,要调整西服生产流水线上人员的安排。剪面大袋口、加面大袋垫、上面大袋布(三只袋),将6个人减少为5个人,则此处的节拍为P9=180.8/5=36.16 s;付挂面处只安排1个人,则此处的节拍为P22=32.3/1=32.3 s;后背的后背贴衬、拼后背缝、拉袖笼领口牵条、烫开叉、后背,缝底边、做叉连里襟、切线、拼夹里后背缝、烫夹里背缝、钉商标尺码、划角、烫后背夹里眼皮、后背开叉车角处,将原来的12人减少为6人,则此处的节拍为P34=218.4/6=36.4 s;同理,拼袖内缝处的节拍为P38=268.4/8=33.5 s,拼面摆缝处节拍为P42=33.1/1=33.1 s,拼夹里摆缝处节拍为P44=33.8/1=33.8 s,拼面肩缝拉牵带处节拍为P47=32.2/1=32.2 s,上袖子处节拍为P55=81.6/3=27.2 s,上垫肩处节拍为P60=38.9/2=19.45 s,车袖山头夹里处节拍为P64=32.5/1=32.5 s。这样改进后的流水线节拍为3 911.4/131=29.86 s,则改进后流水线的平衡率为29.86/36.4=82 %。通过对西服生产流水线的改进,有效地提高了流水线的平衡率仍,但是受西服企业车间布置、生产设备和人员安排等多方面的限制,流水线的平衡率仍未达到85 %以上。
3 结 论
服装生产中的时间管理比较重要,时间的测定方法也比较多样,可以根据需要选择不同的时间测量方法。
西服的款式不同,生产时间的管理上也各有特点,但是时间管理的目的和流水线管理的方法基本相同。
针对西服生产流水线平衡率的问题,可以考虑通过人员的调配,缝制工序的编排优化来提高生产效率。西服生产企业也可考虑测量其他款式的西服生产时间,进行数据积累,从而提高西服生产线的管理水平。
[1] 姜志伟.服装缝纫流水线的时间管理[J].江苏纺织,2008(6):57-58.JIANG Zhiwei. Time management of cloth sewing assembly line[J]. Jiangsu Textile, 2008(6): 57-58.
[2] 李引枝.缝纫生产流水线平衡方法的研究[J].纺织学报,2002(6):218-220.LI Yinzhi. Research on the balane of sewing assembly line[J]. Journal of Textile Research, 2002(6): 218-220.
[3] 李克兢,崔世忠.模块化服装快速生产设计系统的开发[J].纺织学报,2006(1):50-53.LI Kejing, CUI Shizhong. Development of modular design and manufacture of apparel[J]. Journal of Textile Research,2006(1): 50-53.
[4] 杨以雄.服装生产管理[M].上海:东华大学出版社,2005.YANG Yixiong. Manufacturing management of cloth[M].Shanghai: Donghua University Press, 2005.
[5] 吴杰明.应用 FOG方法提高生产线平衡率浅析[J].上海电力学院学报,2004(6):50-51.WU Jieming. Increasing line balancing rate by applying FOG method[J]. Journal of Shanghai Universit y of Electric Power, 2004(6): 50-51.
[6] 张宏仁.服装流水生产平衡技术及应用研究[J].广西轻工业,2007(2):71-72.ZHANG Hongren. Applied reaearch and balance technology of cloth sewing assembly line[J]. Guangxi Journal of Light Industry, 2007(2): 71-72.
[7] 陈雁,李栋高.服装生产系统[M].南京:江苏科学技术出版社,2004.CHEN Yan, LI Donggao. Cloth manufacturing system[M].Nanjing: Phoenix Science Press, 2004.
[8] 杜劲松.研究多款式服装流水线的工序组合[J]. 轻纺工业与技术,2010(4):68-69,75.DU Jingsong. Porcess combination of multi-styles cloth sewing assembly line[J]. Light and Textile Industry and Technology, 2010(4): 68-69, 75.
[9] 陶海湄,陈雁.服装缝制工序的编排与优化[J].江苏纺织,2005(1):48-50.TAO Haimei, CHEN Yan. Arrangement and optimization of cloth sewing process[J]. Jiangsu Textile, 2005(1): 48-50.
The time management about suit sewing process
LIU Xue-lin,CHEN Yan,CHEN Hong-qian,DING Jia
(College of Textile and Clothing Engineering, Soochow University, Suzhou 215021, China)
This study adopts observational method to measure the time consumption of suit sewing process,the measuring result have been analyzed in aspects of the producing beat and balance rate of assembly lines.It finds that the bottleneck beat of producing suits is long and balance rate of assembly lines is low at the enterprise. To solve these problems, the improvement measures for the time management of assembly lines for suits are discussed. Aiming at the problem about the balance rate of suit manufactures, the production efficiency can be improved by allocating staffs and optimizing the arrangement of sewing process. Suit manufactures can also measure the manufacturing time of other types of suits to accumulate data and improve the management of assembly lines for suits.
Suit; Time measurement; Balance of assembly lines; Time management
TS941.712
A
1001-7003(2012)06-0036-05
2011-09-07;
2011-11-21
刘雪林(1985- ),女,硕士研究生,研究方向为服装生产管理。通讯作者:陈雁,教授,博导,yanchen@suda.edu.cn。
猜你喜欢
汉语世界(The World of Chinese)(2023年2期)2023-06-22 14:50:17
毛纺科技(2022年5期)2022-06-01 07:56:14
军民两用技术与产品(2021年6期)2021-10-14 07:40:58
流行色(2021年1期)2021-04-01 10:39:44
小学科学(学生版)(2020年2期)2020-03-03 13:40:16
职工法律天地·上半月(2020年1期)2020-03-02 07:45:06
快乐作文·高年级(2016年6期)2016-05-14 20:12:44
中国资源综合利用(2016年9期)2016-01-22 08:35:22
小小说月刊(2014年12期)2016-01-22 03:36:30
自动化博览(2014年6期)2014-02-28 22:32:05