
自动锻压机送料机构压料装置的改进
2012-11-13 06:41:12刘磊
锻压装备与制造技术 2012年2期
刘 磊
(齐二机床(集团)有限责任公司 设计院,黑龙江 齐齐哈尔 161005)
自动锻压机送料机构压料装置的改进
刘 磊
(齐二机床(集团)有限责任公司 设计院,黑龙江 齐齐哈尔 161005)
自动锻压机送料机构存在压料气缸直径大、箱体偏载等不足。本文通过增加杠杆的方法改进结构,解决了原有缺陷,具有良好的推广价值。
机械制造;送料机构;自动锻压机;压料气缸;杠杆
1 现有送料机构
自动锻压机通过对工件进行挤压的方法制造螺栓、螺母等标准件、轴承的滚柱、滚珠及桶形零件等,制成品用于汽车、高铁、紧固件等行业的需求。自动锻压机送料机构主要负责将盘料或棒料线材通过摩擦力推送至切断刀处,确保线材按时、准确地到达切刀位置,等待进入下一工序。
送料原理如图1所示。下送料轮4经深沟球轴承固定到送料箱体5上。上送料轮2可沿着送料箱体5的导轨上下自由移动,下侧由球形支点和弹簧支撑。气缸不供气时,上送料轮2在支撑弹簧和自身重力的作用下保持力平衡。自动锻压机开机运行,线材3通过开卷校直机或人力送到上下送料轮之间,此时电磁阀换向为压料气缸1供气,压料气缸1活塞向下移动,带动上送料轮2下压。此时,上送料轮2、下送料轮4和两轮之间的线材3产生挤压力。在送料轮轴另一侧的是齿轮机构,齿轮机构通过四杆机构和超越离合器带动产生间歇转动,送料轮在齿轮机构的带动下也作间歇转动,从而实现线材间歇推送的动作。此送料装置是目前国内外自动锻压机送料机构的常用结构。
2 存在的问题
送料机构通过摩擦力实现送料。摩擦力大小与压料气缸作用于上送料轮的力和摩擦系数有关。摩擦系数为定值,气源压强也为定值,约为4.5个大气压,压料力等于压强与活塞面积乘积,所以只能通过改变压料气缸活塞面积的方法改变送料力的大小,即改变压料气缸直径的方法。摩擦力即送料力等于成捆线材开卷力、拖动线材通过校直辊子所必需力、克服送进线材的惯性所必须的力之和,此外还要考虑上送料轮支撑弹簧抵消的气缸压力。计算的压料气缸力不是越大越好,也应考虑线材被压溃的情况。大型自动锻压机的送料力一般可以达到几十kN,这要求压料气缸提供几百kN的压料力,从而使气缸活塞直径过大,气缸的密封圈和弹簧规格大,进气口接头和电磁阀规格大,导致加工成本和外购成本增加。此外,压料气缸受结构原理的限制,需要位于送料箱体边缘,使送料箱体偏载,而气缸直径大又使气缸的重量增大,更加剧了偏载,不利于设备结构稳定。
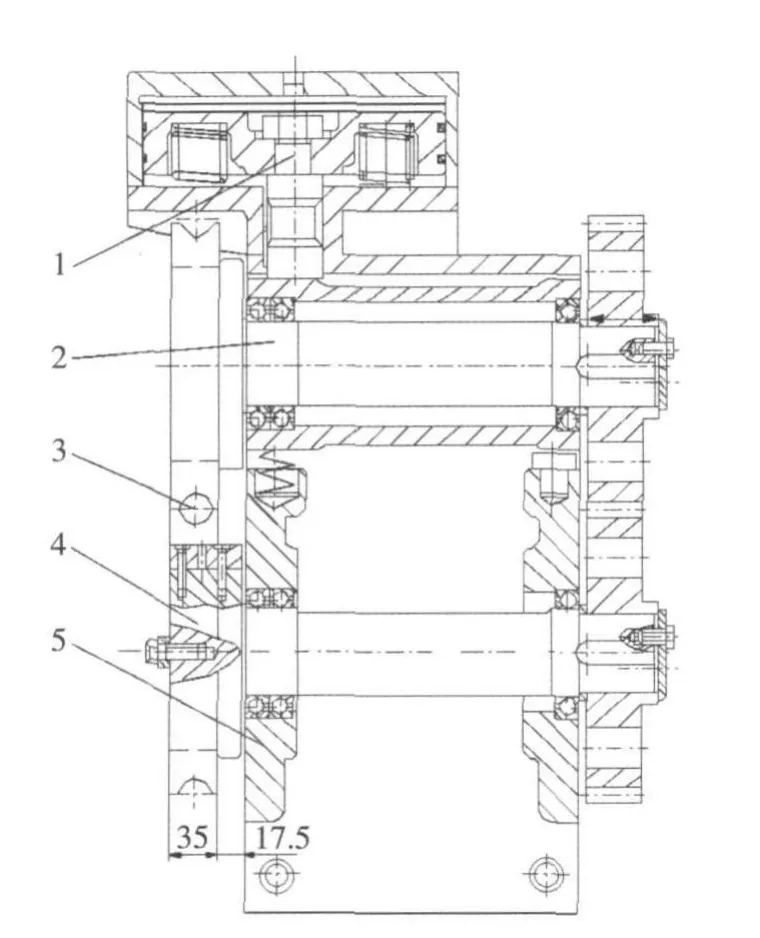
图1 现有送料机构原理图
3 结构改进
改进的思路是通过增加杠杆的方法,减小压料力,从而缩小压料气缸直径,同时将压料气缸位置调整到箱体的中部,可谓一举两得。具体改进原理如图2所示,在压料气缸1和上送料轮3之间增加杠杆2。自动锻压机运行时,电磁阀换向为压料气缸1供气,压料气缸1活塞向下运动作用于杠杆2长力臂处,杠杆2的短力臂处作用于上送料轮3。由杠杆原理知,压料气缸力和压料力的比值等于两种力的力臂之比。此时上送料轮3、下送料轮5及线材4间的压力仍满足送料力要求,但气缸提供的压力已经减小到原结构需要所需压力的30%。通过此种改进,压料气缸力大幅减小,从而缩小压料气缸直径。压料气缸的位置也由原来的送料箱边缘位置移动到送料箱中部,送料箱承重更合理,结构更稳定。

图2 改进后的送料机构原理图
4 结论
该结构缩小了压料气缸规格,解决了送料箱偏载的不足,已在我厂多种产品中应用。此结构有效降低成本,使设备结构优化,安全性、可靠性良好,深受用户好评。国内自动锻压机品种很多,均可参照此方案进行改造,具有良好的推广价值。
[1] 成大先.机械设计手册(第五版).北京:化学工业出版社,2008.
[2] 王仲仁.锻压手册.北京:机械工业出版社,1993.
[3] 李玉龙,等.冲压工艺矢量力计算的3D迅疾实现.锻压装备与制造技术,2005,(5):57-58.
[4] 林淑霞,等.基于UG的大型模具的虚拟加工.锻压装备与制造技术,2005,(5):57-58.
Improvement of pressing device for feeding mechanism in automatic forging press
LIU Lei
(Design Institute,Qiqihar No.2 Machine Tool Group Company Ltd.,Qiqihar 161005,Heilongjiang China)
The structure of the feeding mechanism for the automatic forging press has been improved in the text by adding the lever.The former faults have been eliminated.It is proved that the improvement can be widely applied.
Feeding mechanism;Automatic forging press;Air cylinder for pressing;Lever
TG315
B
1672-0121(2012)02-0035-02
2011-12-07
刘 磊(1981-),男,助理工程师,从事自动锻压机设计
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:35:12
模具制造(2021年10期)2021-11-20 09:51:12
探索科学(学术版)(2020年7期)2021-01-13 03:39:20
家庭影院技术(2020年11期)2020-12-28 01:23:04
锻压装备与制造技术(2018年6期)2019-01-09 08:48:36
中国铸造装备与技术(2017年6期)2018-01-22 01:50:01
四川冶金(2017年6期)2017-09-21 00:52:26
工业设计(2016年4期)2016-05-04 04:00:29
现代商贸工业(2016年35期)2016-04-09 06:59:58
专用汽车(2016年9期)2016-03-01 04:17:30
