
金属构件激光熔覆强化的研究
2012-11-13 06:41:08张敏华
锻压装备与制造技术 2012年2期
张敏华
(西安航空职业技术学院,陕西 西安 710089)
金属构件激光熔覆强化的研究
张敏华
(西安航空职业技术学院,陕西 西安 710089)
以45钢作为基体材料,对激光熔覆工艺参数中的激光熔覆功率、扫描速度对熔覆层质量的影响进行了探讨,并得出最佳的激光熔覆工艺参数。对试件进行了激光熔覆修复实验,修复后试件的表面硬度、耐磨性、耐腐蚀等性能得到明显提高。
机械制造;激光熔覆;强化;功率;扫描速度
1 引言
社会的可持续发展已经成为世界各国共同关注的话题。绿色再制造是当前工业领域实现经济循环发展模式的重要技术途径。众所周知,金属材料及结构的失效往往是从表面开始的,因此表面工程技术在金属结构强化和修复中起着重要作用[1][2]。在工业生产中,很多重要零部件处在恶劣条件下工作。当生产工艺定型后,它们的耐用性就成为发展生产、降低成本的限制性环节之一。
激光熔覆是现代材料科学中逐渐兴起的一项技术,特别在合金化金属粉末制备技术获得成熟工程应用后,激光熔覆和结构再制造技术得到了很大发展[3]。激光熔覆技术是表面改性技术的一种,主要特点是可以提高机构的表面硬度、耐磨性、耐腐蚀等性能,得到细小的晶体组织结构,改善构件的综合机械性能,最重要的是可修复因磨损或者其他原因而引起的失效零件,延长零件的使用寿命[4][5]。
本文重点对激光熔覆工艺参数的选择以及激光熔覆后构件的表面硬度、耐磨性、耐腐蚀等机械性能进行了对比研究。
2 实验材料及设备
本实验所用熔覆层材料为一定含量碳化钨(钴包碳化钨)的Ni60合金粉末,实验选用基体45钢,尺寸50mm×50mm×5mm的薄板材料,表面硬度39HRC。
实验所用激光器为DL-HL-T5000B高功率二氧化碳横流激光器,技术性能参数如表1所示。多模输出,最大输出功率5kW,波长10.6μm,工作气体CO2、N2和 Ar,气体比例 CO2∶N2∶Ar=1∶8∶7,气体纯度为99.99%。

表1 TJ-HL-T5000型横流电激励连续CO2激光器主要技术性能参数
实验工作台为SIEMENS数控机床。四轴联动,移动精度±0.2mm。可编程自动控制。
3 实验研究
3.1 激光熔覆工艺参数的选择
激光熔覆工艺参数对熔覆层质量以及熔覆效果起到至关重要的作用,所以金属试件修复前,工艺参数的选择尤为重要,对修复效果起决定性作用。
激光工艺参数主要有激光功率P、激光扫描速度Vs、激光光斑直径D、预置粉末厚度B、搭接率Fe、送粉率Vg等,另外,基体与熔覆层材料是否预热和后热也会影响熔覆层质量。
本文重点对激光熔覆工艺参数中的激光功率P、激光扫描速度Vs进行研究。
3.1.1 激光功率对熔覆层洛氏硬度的影响
激光功率是激光加工工艺参数中重要的参数之一。它的变化会引起熔覆过程中熔覆材料熔化温度的改变,进而影响到熔覆层的显微组织和洛氏硬度。
如图1所示,为扫描速度1000min-1时,不同激光功率条件下硬度分布曲线图。

图1 硬度随激光功率的变化
由图可见,随着激光功率增加,洛氏硬度出现先增加后减小的趋势,当激光功率为3.0kW时平均硬度值最大为67HRC。
熔凝区域的硬度值随激光功率的增大而增大,达到最大值后又随功率增大而减小。随着功率的变化,熔覆层的平均硬度在60~67HRC之间变化,明显高于基体硬度,是基体平均硬度的2~3倍,显然相对于基体,熔覆层的硬度得到显著提高。
出现上述情况的原因是:在其他工艺参数一定情况下,随着输出功率的增加,单位时间内作用于熔覆层材料的能量增大,使熔覆层组织相变过程充分,又因为激光加工的特点是瞬间作用、冷却速度快,致使晶粒组织成长时间短,晶粒组织细化,从而得到较高硬度的熔覆层。随着激光功率的不断增加,当激光功率超过一定程度后,功率密度过大使更多的基体材料熔化、过热,表层组织出现过热组织结构,使表层硬度明显下降。其次,随着激光功率的增加,传递给熔覆层的能量不断增大,加快了基体与熔覆层之间相互渗透作用,稀释率加大,基体中元素大量扩散进入熔覆层,因此熔覆层的硬度开始明显降低。
3.1.2 激光扫描速度对熔覆层宏观形貌的影响
图2为不同扫描速度下激光熔覆试件的宏观形貌对比。当激光功率为3.0kW、扫描速度为600min-1时熔覆性较差,出现凹凸不平的表面;扫描速度为1200min-1时出现熔不透现象,有泪滴状颗粒;扫描速度为800min-1与1000min-1时,熔覆效果差别不大,尤其当扫描速度为1000min-1时,表面光滑,熔覆效果理想。通过对比发现,在熔覆功率相同情况下,表面熔覆宏观形貌在扫描速度为1000min-1时为最佳,表面比较平整,搭接处也比较理想。
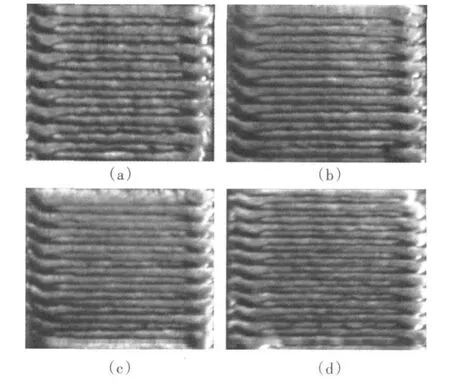
图2 不同扫描速度下熔覆层宏观形貌(a)v=600min-1 (b)v=800min-1 (c)v=1000min-1(d)v=1200min-1
实验对比分析得出,激光熔覆效果在工艺参数为P=3.0kW、v=1000min-1时表现最佳,所以最后熔覆工艺参数选定为 P=3.0kW、v=1000min-1。
3.2 实验结果与分析
分别以未做任何修复的试件与激光修复后的试件为研究对象,对激光修复前后的表面硬度、耐磨性、耐腐蚀等性能进行对比研究。
3.2.1 激光熔覆后表面硬度的对比
分别对基体与熔覆层表面在维氏硬度计上打硬度,将其统一转化为洛氏硬度,平均值作为参考值,基体硬度值为39HRC,熔覆层硬度值为59HRC。熔覆层的硬度明显比基体的硬度高。这是因为激光加工的特点是瞬间作用、冷却速度快,致使晶粒组织成长时间短,晶粒组织细化,熔覆层的共晶组织形态更加明显,呈现出排列相当整齐的树枝晶[7][8]。如图3所示。
3.2.2 激光熔覆后耐磨损性能的研究
把激光熔覆前后的试件在MMU-5G摩擦磨损试验机上进行磨损试验,磨损时间为30min。未经过激光熔覆基体磨损量为1050mg,激光熔覆磨损量为150mg。可见激光熔覆处理前后试件的耐磨性差别很大。未做处理的试件其耐磨性明显较差,磨损量较大,磨损形貌为较深的划痕,磨痕明显有深浅不一的沟槽。而激光熔覆后的试件,磨损较少,磨痕不深,磨后表面比较光滑。
这是因为激光熔覆层基体组织十分细小,且熔覆层中含有大量的碳化物强化相,进而有细晶强化和固溶强化作用,使熔覆层具有较高的强度和耐磨性。
3.2.3 激光熔覆后耐腐蚀性能的研究
以熔覆前后试件为研究对象,分别对其腐蚀10min后,熔覆后的试件组织较清晰,未做处理的试件已经出现明显腐蚀,组织已经基本看不出其形貌(图4)。可见激光熔覆后试件的耐蚀性能得到明显提高。

图3 熔覆层组织
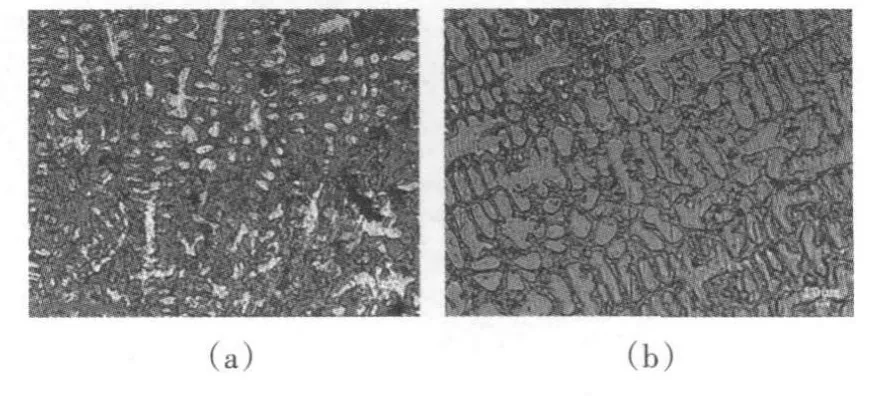
图4 5%硝酸酒精溶液腐蚀10min微观组织(a)未处理的试件 (b)激光熔覆后试件
4 结论
(1)激光熔覆工艺参数对激光熔覆层宏观形貌、微观组织、硬度、耐磨性都起到关键性作用。所以科学合理的工艺参数对熔覆效果有重要作用。根据讨论得出最佳熔覆工艺参数:激光熔覆功率为3.0 kW,扫描速度为1000min-1。
(2)通过对熔覆前后试件熔覆层硬度、耐磨性和耐蚀性进行对比实验研究得出,激光熔覆处理后试件的力学性能得到明显的提高。
[1] 徐滨士,刘世参,史佩京,等.汽车发动机再制造效益分析及对循环经济贡献研究.中国表面工程,2005,(1):1-7.
[2] 郎 娟,邢志华,朱起云.激光表面改性技术在工业中的应用.中国设备工程,2003,(8):17-18.
[3] 张晓辉.激光熔覆技术在零件修复上的应用.机械工人,2003,(11):30-32.
[4] 王茂才,段绪海.激光熔覆(焊)技术在航空发动机生产中的应用.热加工,2007,(6):45-47.
[5] 邹 辉.利用激光熔覆技术修复齿轮[J].制造工艺,2006,(6):20-24.
[6] 邱星武,李 刚,邱 玲.激光熔覆技术发展现状及展望[J].稀有金属与硬质合金,2008,36(3):54-66.
[7] 欧阳志明.T10钢激光熔覆与熔覆层性能研究.华东交通大学大学硕士学位论文[M].2006,7-13.
[8] 张晓燕,许树勤,刘应忠,张宏亮.耐腐蚀高颈法兰胎膜锻成形的数值模拟[J].锻造装备与制造技术,2009,43(2):69-71.
Research on laser cladding on metal material
ZHANG Minhua
(Office of Academic Affairs,Xi'an Aeronautical Polytechnic Institute,Xi'an 710089,Shanxi China)
The influence of laser cladding parameters including power and scanning speed on quality has been discussed based on 45 steel.The optimized laser cladding parameters have been obtained.The laser cladding repairing experiment has been executed to the work piece.The functions of work piece after the experiment including the surface harness,anti-wear,and anti-corrosion have been improved obviously.
Laser cladding;Hardening;Power;Scanning speed
TG113.26
B
1672-0121(2012)02-0073-03
2011-12-07
张敏华(1971-),男,副教授,从事强化与再制造研究
猜你喜欢
金属热处理(2023年10期)2023-10-23 01:24:04
石材(2022年3期)2022-06-01 06:23:54
山东冶金(2022年1期)2022-04-19 13:40:34
原道(2022年2期)2022-02-17 00:59:12
石材(2020年11期)2021-01-08 09:21:48
理化检验-化学分册(2020年5期)2020-06-15 11:36:04
桂林电子科技大学学报(2019年3期)2019-09-11 05:58:14
电镀与环保(2018年4期)2018-08-20 03:08:02
电镀与环保(2017年6期)2018-01-30 08:33:27
光学精密工程(2016年1期)2016-11-07 09:01:08
