锻造水压机移动工作台改造
2012-11-13 06:40:32魏征宇
锻压装备与制造技术 2012年3期
魏征宇
(太原重工股份有限公司 技术中心,山西 太原 030024)
锻造水压机移动工作台改造
魏征宇
(太原重工股份有限公司 技术中心,山西 太原 030024)
3600t锻造水压机移动工作台因年久失修,辅座磨损严重,工作缸泄漏严重,已无法正常使用。将原工作台单侧活塞缸移动改为双侧柱塞缸移动,工作行程由原来的左移2000mm、右移4000mm,改为左右行程均为2500mm。本文对改造方案进行了较详细的介绍。使用表明改造效果良好。
机械制造;移动工作台;改造;锻造水压机;液压缸
1 前言
现代工业的快速发展,对自由锻件的尺寸精度和生产率提出了越来越高的要求,从而对液压机的锻造速度和运行精度的要求也随之提高[1-2]。
3600t锻造水压机已经服役十余年,主要生产工艺是自由锻造。移动工作台因年久失修,磨损严重,运行精度已无法满足正常使用要求;原移动工作台单侧活塞缸驱动,泄漏严重,无法正常使用。改造的重点就是将单侧活塞缸改为双侧柱塞缸,工作行程由原来的左移2000mm、右移4000mm,改为左右行程均为2500mm;增加左辅座,改造右辅座,工作缸推力和移动工作台移动速度保持原配置不变,液压电气控制仍用原控制系统[3-4]。
2 结构说明
2.1 工作缸
改造后的移动工作台工作缸为柱塞缸,最大工作压力31.5MPa。缸体为35钢锻焊接结构,内置ZQSn6-6-3铜导套,密封为HG-4-337组合密封,由支承环1件、V形密封环6件、压环1件组成,材料为夹织物橡胶I-4[5]。工作缸由4个螺栓和键固定在辅座的中心,左右工作缸在同一中心线上。工作缸安装好后用左右挡块固定其位置。工作缸柱塞头部为球头,球头和球面垫用卡环和压板卡住,10个M16螺钉将球铰装置固定在滑块内,滑块上装有90°铜导板,导板材料为ZQSn6-6-3。工作缸推动工作台作左右往复运动,柱塞上装有滑块,与工作台不连接,在下面有“⊥”形导轨导向,限制工作台上下和左右运动,上面有焊在工作台上的“S”形挡板前后限位。下横梁内两端也置有1300mm两段“⊥”形导轨,导轨上有调节螺栓和固定螺栓,两侧和端面均有挡块定位[6]。工作缸结构图如图1所示。

2.2 辅座
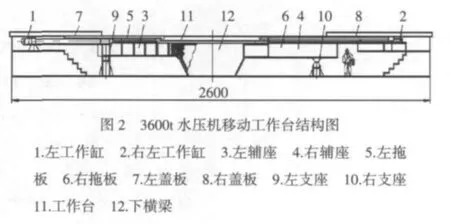
新增左辅座为Q235-A钢板焊接结构,其垂直端面紧贴下横梁的左端面,由10个M64×650的双头螺柱将二者连接。右辅座仍采用原铸钢件,其上两侧垫板不拆下,内侧柱塞缸及导板拆除,利用原加工面固定右工作缸,其结构与固定方式与左工作缸相同。左、右辅座和下横梁上平面装有厚度相等的垫板,垫板材质为Q235-A,移动工作台和拖板在垫板上滑动,垫板滑动面有润滑槽,安装时涂抹润滑脂。
改造后的移动工作台如图2所示。
3 安装前的准备工作
①认真阅读所有图纸资料,新增加工件要提前加工完成。
②利用原件加工改造的零件拆下后一定要保管好,以备使用。之前应认真阅读该图。
③地坑内零乱的电线电缆一定做好保护,防止砸伤漏电。
④彻底清理设备现场,清除压机地坑和左右辅座内的积油和污水,并将设备和基础擦洗干净,以防止安装时焊接引起火灾事故,并为砸制和浇灌新基础做准备。
⑤新的基础是在原基础上改造进行的,因此安装前必须按照基础任务书挖凿和浇灌出与改造设备相符合的新的基础。
4 设备安装
4.1 左辅座安装
安装前检查左辅座与下横梁连接的10个孔的位置位是否正确,将修复好的原支座就位并挂好地脚螺栓,初调位置。检查与下横梁连接的各部分尺寸是否正确,否则修正。辅座上已装有6块垫板,其余8块利用原辅座上的垫板,安装调整后配作定位销,当右辅座和下横梁内装置全部调好后一并调整,全部调好后焊定位块。
4.2 右辅座安装
安装前拆除原工作缸和工作缸导向,并在与下横梁连接处氧割4个ø100孔。装导轨,装支座,装U形板,吊装工作缸,然后调整位置与左辅座、下横梁一致,最后加焊定位块焊固。
4.3 下横梁导轨安装
下横梁两垫板间装有两段导轨满足左右滑块伸入下横梁内导向。安装前检查各尺寸,并修磨底座中间500mm部分尺寸20mm深,保证无突出,目的是使滑块能顺利通过,且易于钻孔。调整“⊥”形导轨位置与左右辅座一致。
4.4 工作缸安装
工作缸安装后进行调整,保证两侧工作缸在同一直线上,运动灵活不别不卡。
4.5 基础灌浆
基础一次水泥的地面应比支架标高低50mm,使二次水泥能流入整个底面,斜铁50mm在这一位置,一次水泥固结后把支架放到地基的斜铁上,把地脚螺钉穿在支架孔内,然后用斜铁调整高度和水平。初调后方孔可二次灌浆,等全部干固后重新调整斜铁,精调高度和水平并预紧螺栓。反复进行,确认无误后,最后将斜铁用水泥灌死。
4.6 通水试运行
移动、检查各部分运动情况及接触情况,确认运行顺畅后,吊装左右盖板。至此,安装完成。
5 使用注意事项及改造效果
设备改造是在原有设备基础上进行的,受到许多外部条件约束,因此在使用过程中应注意:
①在改造过程中左右拖板已削弱,因此使用时应注意勿砸、勿放重物。
②移动台工作缸为缸底限程,操作时应注意,临近终点行程时减速,减小柱塞对缸体底部的冲击。
③因改造条件有限,设备无集中润滑装置,在使用中应定期涂抹润滑脂、润滑导板和导轨的摩擦面。
3600t锻造水压机于1995年改造,投产至今设备运行正常,降低了日常停机维修时间和维修费用,减少了更换工、辅具时间,提高了产品质量,减轻了工人劳动强度,提高了压机工作效率。
[1] 俞新陆.液压机[M].北京:机械工业出版社,1982.
[2] 魏 伟.快锻液压机国内外现状及旧水压机改造[J].锻压机械,1998,(2):7-8.
[3] 李 宏,王凤岐.油压机的改造技术[J].制造技术与机床,2005,(8):117-119.
[4] 沈 鸿.12000吨锻造水压机[M].北京:机械工业出版社,1980.
[5]《重型机械标准》编写委员会.重型机械标准[M].北京:中国标准出版社,1998.
[6] 任维兴,臧运龙,戴洪升,等.1250吨自由锻造水压机的改造[J].设备管理与维修,1993.
Rebuild of moving table for forging water press
WEI Zhengyu
(Technology Center,Taiyuan Heavy Industry Co.,Ltd.,Taiyuan 030024,Shanxi China)
The following aspects such as structure,preparation before installation,installation mode,and issues paid attention to during operation have been introduced in detail in the text to rebuild of the 3600t forging water press.
Water Press;Moving table;Hydraulic cylinder;Rebuild
TG315.4+1
B
1672-0121(2012)03-0056-02
2012-01-17
魏征宇(1978-),男,工程师,从事锻压机械研发设计
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24 03:10:40
装备制造技术(2020年11期)2021-01-26 00:39:04
钻采工艺(2020年1期)2020-07-21 01:56:52
重型机械(2019年3期)2019-08-27 00:58:58
学生导报·东方少年(2019年16期)2019-07-02 11:44:01
小猕猴智力画刊(2018年6期)2018-07-08 06:05:40
奥秘(创新大赛)(2018年3期)2018-07-03 05:52:18
快乐作文·高年级(2014年11期)2014-12-17 01:36:41
河南科技(2014年19期)2014-02-27 14:15:42
锻压装备与制造技术(2013年5期)2013-08-15 00:49:08