
基于CAN总线技术的混合伺服液压机控制系统
2012-11-13 06:40乔礼惠赵雪松吴国健
锻压装备与制造技术 2012年3期
乔礼惠,赵雪松,吴国健
(江苏扬力液压机床有限公司,江苏 扬州 225009)
基于CAN总线技术的混合伺服液压机控制系统
乔礼惠,赵雪松,吴国健
(江苏扬力液压机床有限公司,江苏 扬州 225009)
本文打破传统的采用电液比例控制技术来控制阀开口大小的方式,开发了一种新型的通过采用伺服电机驱动定量泵与小通径电液比例伺服阀相结合的方式,来实现对液压系统压力流量的控制,从而实现对液压系统速度、定位精度等的控制。在基于CAN总线技术基础上,通过各种传感器对液压系统执行元件的位置、速度、系统压力流量等参数的采集,由运动控制器进行信息的综合处理形成闭环,从而实现对液压系统高速、高精度的控制。
机械设计;运动控制器;伺服电机;CAN总线;安全模块
0 引言
近年来,随着工业技术不断发展,客户对液压机的速度及定位精度提出了越来越高的要求,低效率高损耗的生产方式已不能满足市场的需求。传统的仅通过加大阀的通径来提高流量从而获得高速的液压控制方式其效果往往不尽人意,这主要是由于液压系统在实现运动速度转换时,阀的开口大小不能实现有效的比例流量控制,造成液压冲击甚至影响滑块定位位置的精确控制。针对以上问题,公司与德国福伊特哈雷公司共同研制开发了一种混合伺服液压机控制系统,该系统采用小通径电液比例伺服阀与伺服电机相结合,通过集成式智能运动控制器实现对液压系统压力、流量等进行精确快速控制,从而大幅提高了液压机的运行速度、定位精度,在实现性能的高可靠性和速度的平稳过渡的同时,有效减小了液压系统压力流量损失和液压系统的冲击噪声。
1 系统构成
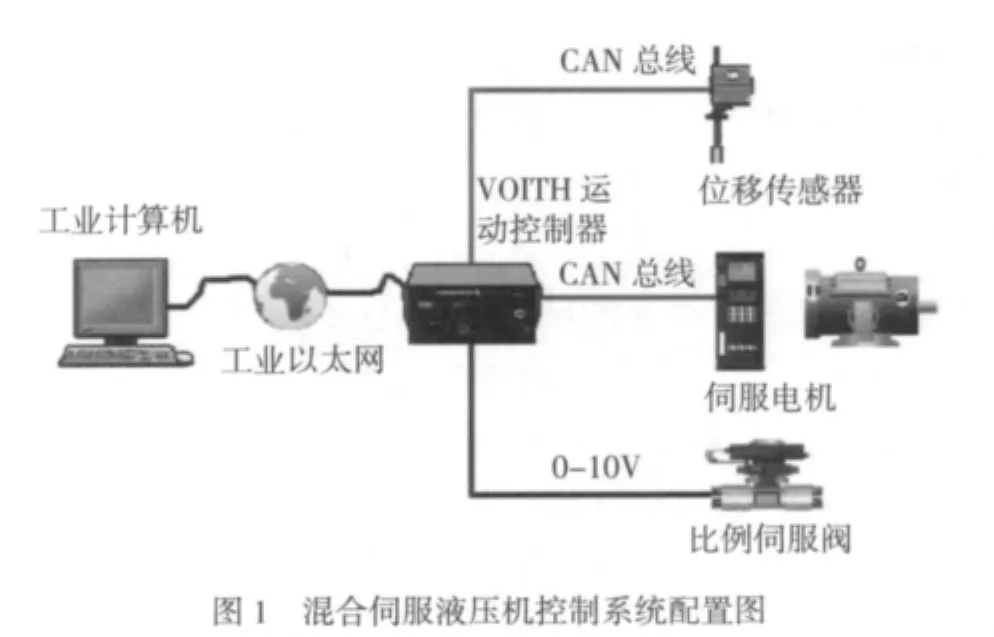
该液压机的控制系统主要由五个主体部分组成(图1):德国福伊特哈雷公司的集成式智能运动控制器、德国Baumüller公司的伺服控制器和伺服电机、力士乐公司的电液比例伺服阀、德国ELGO公司的位移传感器、西门子公司的工控机。特别是整套控制系统预留了至少十个轴的接口,便于连接机器人、自动上下料装置等外围设备,可实现机床的无人自动化操作。
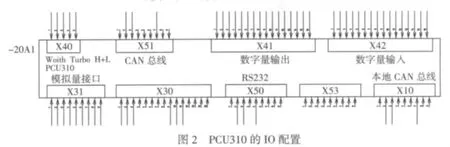
1.1 运动控制器PCU310
PCU310(图2)是德国福伊特哈雷公司开发的专用于对液压机进行控制的专用集成式智能运动控制器,可实现对液压机的高速度及高精度的控制,在运动速度方面机床滑块空程快下速度可达600mm/s,工作速度可在5~40mm/s范围内进行无级随动适时调整,回程速度也可达到600mm/s。同时根据机床工艺要求可实现机床滑块的定程/定压控制,并通过PID运算的运行,可实现在定程控制时重复定位精度可达±0.01mm,而在实现定压控制时压力误差范围控制在±0.5%以内。另外通过简单的参数调整和模具配方的调用,可以很方便地实现不同产品在不同工艺下的精确控制。
1.2 交流伺服电机在液压系统中的应用
随着微电子技术和变频技术的发展,使得将交流伺服电机运用到液压控制系统中成为现实,可在不改变泵的排量的前提下,只是通过改变伺服电机的转速来改变泵的转速,从而改变泵的输出流量,同时也能达到调节执行元件速度的目的。在系统中伺服电机可始终处于高效率的工
作状态,系统综合节电可达约20%以上,同时简化了液压回路,减少了液压系统的能量损失,而且泵也可以选用可靠性高但价格低廉的定量泵,从而提高了系统的可靠性并降低了生产成本。在此套系统中采用德国Baumüller的伺服控制器和伺服电机,伺服控制器根据接收到的运动控制器PCU310的指令同时结合伺服电机自身编码器反馈的信号进行综合运算,根据运算结果发出指令给伺服电机,从而实现整个运动的控制,具体接线如图3所示。
2 CAN通信协议的应用
CAN总线是一种对等式的层间现场总线网,协议比RS-485协议更简单,实时性更好,它的信息帧短,不会因为长时间发送而影响其他节点访问总线。由于采用优先级仲裁技术,当发生总线访问冲突时优先级高的信息仍可继续发送,因此它更适用于对数据传输和实时控制要求较高的系统。另外CAN总线通信协议和接
口简单,传输速率高,具有多种错误检测手段,抗干扰性强,可满足机床安全生产监控系统对高可靠性的要求。再有CAN协议的最大特点是废除了传统的站地址编码,代之以对通信数据块进行编码。采用这种方法的优点是使网络内的节点个数在理论上不受限制。这种按数据块编码的方式,可以很容易地实现点对点的通信,因而在锻压机床领域得到了广泛的应用,实现控制系统与各检测元件和执行机构间的数据通信。

3 安全模块在系统中的应用
随着安全技术条件等行业标准的出台,安全性在机械制造中得到越来越多的重视。本系统采用Pilz可编程安全模块对安全阀等进行监控,通过对安全阀位置反馈的检测,确保阀的开启或者关闭;机床设置有爬梯护栏装置,通过安全模块实现对安全门锁的检测,控制机床的运行状态保障维护人员的安全;同时机床前后操作面安装了安全光幕,并通过安全模块编程进行控制,实现检测到危险时立即停止滑块等相关运动部件的运行,并立刻回归起始位置;另外急停控制按钮也经过安全模块进行控制。部分逻辑图如4所示。
4 结束语
此控制系统拥有输入输出接口、通信接口等丰富的通信接口,最重要的是具有CAN总线接口,可在复杂和干扰比较强烈的工业环境中进行通信。同时整个系统得到了较好的优化设计,系统运行快速而无超调,运行效果良好。采用此种控制系统将大大缩短混合伺服液压机的成套周期,同时也降低了对于维护人员的要求,也不同程度地提升了生产效率。随着控制技术的进一步发展,必将推动液压机产业的变革。
[1] 俞新陆.液压机的设计与应用[M].北京:机械工业出版社,2006.
[2] 周 明.现场总线控制系统[M].北京:中国电力出版社,2002.
[3] 张永强.交流伺服电动机在液压调速回路中的应用[J].电气时代,2010,3(1):63.
[4]刘家磊.CAN总线技术在矿井安全生产监控系统中的应用[J].电气时代,2010,4(1):108-109.
[5] 仝 超,乔礼惠.液压伺服油压机高精控制的实现[J].锻压装备与制造技术,2010,45(1):59-60.
[6] 孙友松,何寄平,等.交流伺服驱动与成形装备节能[J].锻压装备与制造技术,2009,44(5):26-31.
Control system of hybrid servo hydraulic press based on CAN bus technology
QIAO Lihui,ZHAO Xuesong,WU Guojian
(Hydraulic Machine Tool Co.,Ltd.,Jiangsu Yangli Group,Yangzhou 225009,Jiangsu China)
The traditional way which uses electro-hydraulic proportional control technology to control the opening size of the valves has been broken in the text.A new kind of mode by combining the servo motors driven constant delivery pumps and small diameter electro-hydraulic proportional servo valve has been put forward to achieve pressure and flow control of the hydraulic system.Thus in this way,the control of speed and positioning accuracy of the hydraulic system have been realized.Based on CAN bus technology,a variety of sensors have been used in the hydraulic system to collect the parameters such as actuator positions,velocity,and system pressure&flow rate.The motion controller has been applied to deal with the information integrated to form a closed-loop.Finally,the high speed&accuracy control of the hydraulic system has been achieved.
Motion controller;Servo motor;CAN bus;Security module
TG315.4
B
1672-0121(2012)03-0035-02
2012-02-09
乔礼惠(1979-),男,工程师,从事锻压机械电气设计研究
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
锻压装备与制造技术(2021年2期)2021-07-19
微特电机(2020年11期)2020-12-30
测控技术(2018年6期)2018-11-25
测控技术(2018年8期)2018-11-25
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
锻压装备与制造技术(2016年3期)2016-06-05
锻压装备与制造技术(2016年3期)2016-06-05
工业设计(2016年6期)2016-04-17
