
ACS800变频器在牵引机控制系统上的应用
2012-11-11 01:32周志远
重型机械 2012年3期
杨 涛,周志远
(中国重型机械研究院有限公司,陕西 西安 710032)
0 前言
铝挤压机后部处理设备牵引机是将挤压机挤出的铝型材牵引并锯切分离的设备。由于挤压机在挤压过程中受各种因素的影响,挤压速度和型材出料速度都在不断变化。为防止堆料和型材颤纹的出现,牵引机保持恒转矩牵引挤出的型材至关重要。
1 变频器的恒转矩控制和速度控制
挤压机在挤压铝锭过程中,初期挤压容室摩擦力较大,制品出料速度较慢,随着挤压过程中温度的提升和单根铝锭即将挤完,制品出料速度会逐渐加快,如此时牵引机牵引制品的速度跟不上挤压出料的速度,制品就会在模具出口形成堆料,形成废品。所以,此时变频器输出恒转矩,将挤压机挤压速度的扰动降低,保证了制品的合格率。当牵引机牵引型材达到需锯切分离的长度,副牵引机锯高速旋转,副牵引机一边牵引一边切割型材,后型材分离由主牵引放料。为节约时间,缩短生产周期,此时牵引机进入速度控制模式,高速行驶至冷床区放料。在放料过程中,ACS800变频器以恒定转速带动牵引机移动,从而避免了在转矩控制模式下的“飞车”现象,保障了人员和设备的安全。
2 ACS800变频器的技术特点
根据牵引机的恒转矩和速度交替控制特点,选用了ABB公司ACS800系列变频器来控制牵引机。ACS800系列变频器是一种性能优于矢量控制变频器的高性能低成本变频调速产品。在恒转矩 (T-CTRL)控制模式中,定子磁通和转矩被作为主要的控制变量。高速数字信号处理器与先进的电机软件模型相结合使电机的状态以40000次/s更新,由于电机状态以及实际值和给定值的比较值被不断更新,逆变器的每一次开关状态都是可以单独确定的。这意味着其传动系统可以产生最佳的开关组合,从而对负载扰动和瞬时掉电等动态变化做出快速响应。同时,变频器标准的内置进线电抗器明显地降低了进线电源稳压器的高次谐波含量,大大降低了变频器的电磁辐射,同时也保护整流二极管和滤波电容器免受来自电网的电压、电流冲击。
3变频器控制系统的硬件配置
控制系统PLC选用美国AB公司的CompactLogix系列PLC。上位机监控系统采用RSview SE为画面监控软件。ACS800变频器通过可选件通讯模块RDNA和PLC联接,采用AB DevicNet网络通讯方式,网络如图1所示。

图1 变频器控制系统网络Fig.1 Network of control system for frequency converter
基于DevicNet现场总线的全参数化监控通信实现依托于CompactlLogix系列CPU作为主站从ABB变频器 (从站)中读出或向其中写入数据。控制字CW是CompactlLogix系列CPU(主站)通过现场总线系统控制传动单元 (从站)的基本手段,在当前控制地设置为COMM.CW时,控制字有效。控制字由现场总线控制器发送给传动单元,传动单元根据控制字的位编码指示做出相应动作来控制牵引机电机。状态字SW是一个包含了传动单元状态信息的字,它由传动单元发送给现场总线控制器,现场总线控制器再将它取得的状态字SW发送给主站 (CPU)。
4 变频器主要参数的设定
通过传动的控制字可以实现对牵引机电机的多种控制功能如启停、故障复位、速度和转矩的切换及斜坡发生器的控制等。而通过传动的状态字,可以准确地了解传动的报警、极限等故障信息。ACS800传动单元和现场总线系统之间是采用数据集实现通讯的。每个数据集包括三个16位字,其中从现场总线控制器到传动单元的一个数据集的三个字分别为:控制字、给定1和给定2。给定1和给定2可以定义为速度和转矩给定,此数据集可以控制传动单元。而从传动单元到现场总线控制器的一个数据集的三个字分别为:状态字、实际信号1和实际信号2。此数据集含有传动单元的实际信息。
ACS800变频器可以通过操作面板来设置传动单元的基本参数。主要的参数设置如下:
(1)电机启动数据参数99.02 T-CTRL
99.05~99.09电机铭牌数据99.10 ID MAGN电机辨识
(2)总线适配器模块及通信参数98.02 COMM MODULE LINK FIELDBUS
98.07选择通讯协议COMM PROFILE ABBdrives(ACS800 only)
(3)外部给定和信号源的选择
1102 COMM.CW
1103 COMM.REF
1106 COMM.REF
(4)启停和反向控制
1001 COMM.CW
1002 COMM.CW
1003 REQUEST
(5)只有已选用现场总线适配器模块并且该模块被参数98.02激活后,51组参数才显示,如表1所示。
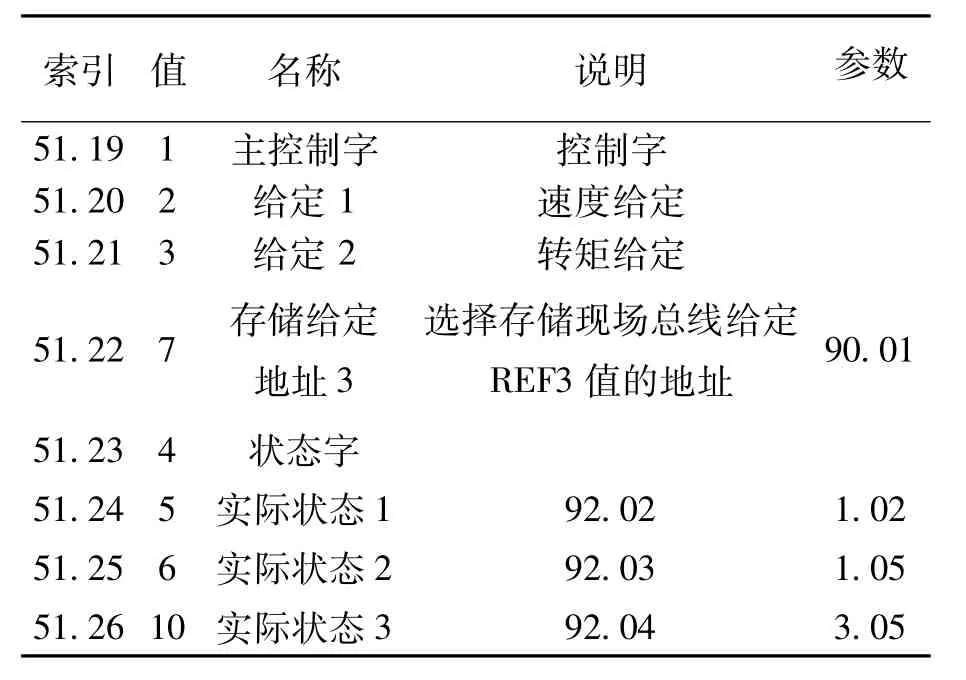
表1 第51组参数配置Table 1 Parameter arrangement of the 51 group
5 变频器控制系统应用分析
对于薄壁型材,出料速度很快,传统的恒速牵引满足不了此情况下的快节奏生产,且由于牵引力量不均,容易造成制品颤纹的出现,影响产量。应用ACS800交流变频器可以很好地解决这一问题。型材锯切分离前,恒转矩牵引,保证了制品的直线度,减少了制品表面的损伤;而在锯切分离后,高速恒转速放料,减少了生产等待时间,提高了生产效率,同时也避免了牵引“飞车”现象,使得牵引机的控制更安全可靠。经过两年多的现场应用,使用效果良好。
6 结语
ACS800交流变频器用于控制牵引机电机的转矩和速度。交流传动不仅扩大了电机转速的调节范围,而且提高了传动过程中的生产效率。生产过程中精确的转矩和速度交替控制进一步提高了产品的质量,减少了生产的停工时间。
[1] ACS800标准应用程序7.x固件手册 [Z].北京:ABB电气传动系统有限公司,2006.
[2] Device Net电缆系列规划与安装手册 [Z].罗克韦尔自动化公司,2004.
[3] 车万里,许秀芳,赵勇.大功率薄煤层交流电牵引采煤机的研制[J].重型机械,2011,(6):5-8.
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
物流技术与应用(2022年8期)2022-08-26
一重技术(2021年5期)2022-01-18
轻合金加工技术(2021年6期)2021-12-31
上海建材(2021年5期)2021-02-12
重型机械(2020年3期)2020-08-24
船舶标准化工程师(2020年1期)2020-06-12
物流技术与应用(2020年4期)2020-05-06
中国建筑金属结构(2019年4期)2019-05-15
中国自行车(2018年8期)2018-09-26
