
混砂机液料流量的精确控制
2012-11-04 13:59:48邵华
中国铸造装备与技术 2012年5期
邵 华
(共享集团有限责任公司,宁夏银川 750021)
混砂机液料流量的精确控制
邵 华
(共享集团有限责任公司,宁夏银川 750021)
共享铸钢有限公司(以下简称KSF)造型线出现因混砂机液料加入量异常造成砂型报废的问题,给生产造成了较大损失,通过对液料输送系统的各个环节进行分析,对液料控制系统进行改造,实现了混砂机液料流量的精确控制,解决了液料加入量异常后使砂型报废的问题。
混砂机;液料流量;开环控制;PLC
2009年底~2010年,KSF砂型经常因为混砂机液料加入量异常,造成砂型打箱后松散、报废,严重影响生产。通过逐一对混砂机设备的液料输送环节进行检查,清洗(个别更换)每一个液料输送系统的元件,最终排除了故障,但同时也曝露出问题:
(1)故障虽然排除了,但只是暂时的,随着这些元件的老化、结垢等,同样的故障还是会再次发生。而且这种处理方法属于事后的纠正措施,不能在作业过程中有效监控,不能起到预防作用。
(2)混砂机设备的液料加入量,采用变频器控制液料泵开环运行(频率与泵输出流量按线性比例控制),受硬件的影响比较大,一旦液料输送系统元件发生变化,如元件老化、更换或者结垢后,使管阻变化、液料通过面积变化等,都会造成液料量变化,从而使液料加入量与工艺要求值产生偏差,导致砂型报废。
1 改进方案
针对混砂机液料加入量出现的上述问题,通过对混砂机液料输送系统和控制系统(图1)进行分析,针对每个元件对液料流量可能产生的影响制定出改进方案:
(1)过滤器可能出现堵塞,造成液料泵输出无流量或者流量变小。
解决方法:增加液料流量实时监测保护,一旦液料流量低于设定值允许的范围,立即报警,并停止混砂输出,然后在触摸屏显示过滤器堵塞。
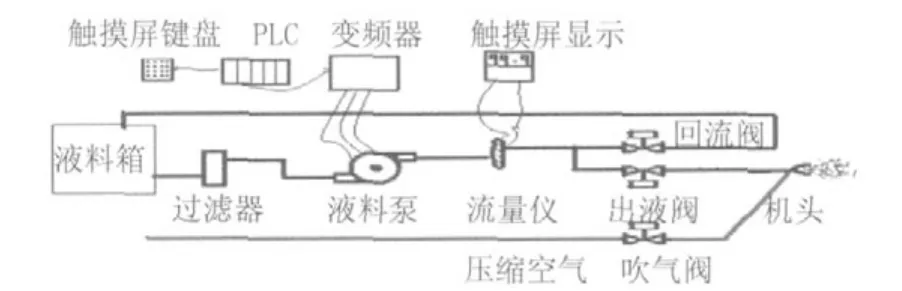
图1 液料输送系统控制系统
(2)液料泵老化(齿轮磨损等),造成变频器频率与液料泵的线性系数变化(实际使用过程中,泵的输出流量与变频器频率不成标准的线性关系。在不同的流量段,泵与变频器频率的线性系数也不相同),在设定值(由触摸屏键盘设置)不变的情况下,液料流量将变小。
解决方法:改变液料泵的控制方法,由目前的开环控制,改为PID闭环控制,将流量仪监测的实际流量作为负反馈输入,实时与设定值进行比较,从而根据设定流量自动调节泵速,达到精确控制液料流量的目的。改进前后系统控制模型见图2。
(3)出液阀、回流阀、出气阀为电磁气动控制阀,一旦由于线圈损坏或者气压不足等, PLC虽然输出信号控制阀门打开,但阀门实际未动作,或动作幅度不够,造成流量不足或消失。
解决方法:在气动阀上增加限位,监测阀门是否开到位,并在气路上增加压力监测,一旦压力不足,立即停止混砂输出。

图2 改造前后控制系统模型
经过以上分析,首先对液料泵的控制系统进行了改造。利用某PID子程序功能,将流量仪的反馈信号和设定值在PLC中进行PID运算,然后PLC再将运算结果转换成与频率成线性关系的模拟量信号,控制变频器频率按照运算结果进行调节,使实际值在目标值范围内进行微小波动,最终实现了液料流量的PID闭环控制(投入使用后,调整参数D的作用不明显,所以实际只用了PI控制)。
2 改进效果
改造后的闭环控制系统投入使用后,先后在控制混砂机流砂的砂闸和控制液料的液料阀的PLC控制程序上,增加了气动阀门限位和气压检测、过滤报警等保护功能。经过改造,原来出现的问题都得到了很好的解决了,但却出现了一个新的问题,即泵停止后,由于流向机头的液料管路位置高,液料出现倒流现象(液料从高位的混砂机机头流向处于低位的液料箱,与泵运转时液料的流向相反),因此流量仪被后置为最大值并保持,当再次启动混砂机流砂时,因流量仪一直保持最大值,所以在PID运算后,将输出结果为0,导致液料泵停工,此时流砂便出现流干砂但不会报警和停机保护。为解决这一问题,结合液料流量检测,增加了泵速检测,一旦泵速为0,或者低于泵速下限时(泵速下限为现场试验得出的满足不同工艺配比的最小液料流量时的PID输出值),液料流量为正常值(大于工艺允许下限的值),则立即报警并停机。经过现场使用,改造后的这套系统,达到了精确控制液料流量,并实时对液料流量进行监测、保护的作用。
3 结论
本次改造花费的时间较长,我们是在不断解决问题又不断发现问题的过程中,逐步的将控制系统进行了完善,从使用效果看,达到了解决液料加入量造成砂型报废问题的目的。同时通过此次问题的处理,使我们对设备的控制系统有了一个更深的了解,对于精度要求高的系统,应该针对每一个可能出现问题的环节,增加检测元件,通过设备的大脑(PLC),去自动检测自身各部件的好坏,并及时作出动作,防止事故扩大化,这一思路也已成功应用在了VOD的应急系统中,效果很好。
Accuracy Control and Application of Liquid Material Flux on Sand Mixer
SHAO Hua
(Ningxia KOCEL Group Co.Ltd.,Yinchuan 750021, Ningxia China)
Careful analysis on each sector of liquid material feeding system has been fulfiled before an accuracy control of liquid material f ux has been realized on sand mixer for resolving problem that sand molds reject caused from abnormal quantity of liquid material feeding f ux.
Sand mixer; Liquid material f ux; Pressure testing; Control; PID; Transducer; PLC
TG231.2;
A;
1006-9658(2012)05-0052-2
2012-08-03
稿件编号:1208-093
邵 华(1982-),男,从事技术管理工作
猜你喜欢
湖北农机化(2021年7期)2021-12-07 17:18:46
中国铸造装备与技术(2021年6期)2021-12-02 13:36:50
机电工程技术(2021年3期)2021-09-10 06:46:58
中国铸造装备与技术(2021年1期)2021-02-02 03:24:22
西南石油大学学报(自然科学版)(2019年4期)2019-11-04 00:34:30
中国设备工程(2017年2期)2017-03-06 05:36:55
中国铸造装备与技术(2015年5期)2015-12-10 10:23:38
自动化仪表(2015年5期)2015-06-15 19:01:34
汽车维修与保养(2015年6期)2015-04-17 03:31:40
质量技术监督研究(2015年1期)2015-04-09 06:42:12
