
意大利SAVELLI双面压实造型机主要特点探讨
2012-11-04 13:59:48常州市卓信机电设备制造有限公司江苏常州213033
中国铸造装备与技术 2012年5期
(常州市卓信机电设备制造有限公司,江苏常州 213033)
意大利SAVELLI双面压实造型机主要特点探讨
(常州市卓信机电设备制造有限公司,江苏常州 213033)
介绍意大利SAVELLI公司的双面压实静压造型机的主要特点,目的是使我国的铸造工作者和用户能够以一个新的眼光和一种新的理念来了解、认识SAVEELI公司的产品,使具有特色的SAVELLI造型机在中国得到认可、应用和推广。
双面压实造型机;特点;产品
意大利SAVEELI公司已具有170年历史,它拥有每小时300整型和最大砂箱尺寸3500毫米的造型机、造型线和每小时600吨生产能力的完整“潮模砂”砂处理系统设备,被誉为“潮模砂”铸造领域的领导者。
从2001年到2011年,近十年来,SAVELLI公司在世界各国已成功销售约129条(台)造型机、造型线和砂处理设备,由于它的主打市场在欧洲,而进入我国市场较晚,但在2003年到2012年,仍还拥有它的六家用户。
2011年常州市卓信机电设备制造有限公司和意大利SAVELLI公司进行了全面技术合作,共享技术、共享品牌。在2012年5月北京第11届中国国际铸造展会之后短短两个多月时间内,与山东金鼎、山西太重油研分别签定了砂箱尺寸1200×1000×320/300(mm)及900×700×300/250(mm)两条全套双面压实有箱造型线。
双面压实造型近年来越来越受到广大铸造人士的欢迎,被人们誉为“下一代造型技术”,它的技术彻底弥补了铸型分型面低,分型面硬度不均匀的传统高压造型、气冲造型和静压造型的不足,可以实现高硬度和良好透气性的完美结合。
下面简叙介绍意大利SAVELLI双面压实静压造型机的紧实原理,紧实过程,基本结构特点和技术质量参数等。
1 紧实原理
它和普通的高压造型的区别在于型砂和模板之间有着不同的动作程序,也就是在于型砂和模板之间的相互移动不同。
普通的造型过程和造型工艺是预填框、砂箱置于模板之上,预填框、砂箱和模板形成一个独立的单元。
而SAVELLI的双面压实造型工艺则是将预填框置于砂箱和模板之间,砂箱和预填框形成一个独立的单元,采用模板随型压实工艺和多触头压实机构,模板可以作上、下自由移动,将预填框内的型砂从砂箱分型面处挤压推入,其紧实度是分型面和背面高,而中间较低的理想分布,符合造型工艺,实现了高强度和好的透气性完美结合(图1)。
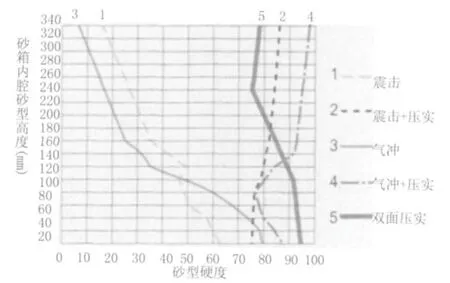
图1 造型特性曲线
2 紧实过程
(1)双面压实造型紧实过程(图2)
步骤一:通过造型机称量斗称量型砂,同时预填框处于最高位置;
步骤二:提升工作台,将模板,预填框和砂箱举升到工作位置;

图2 双面压实造型紧实过程
步骤三:重力加砂,将型砂从称量斗中加入到砂箱;
步骤四:多触头压头进入至砂箱上方,造型机中心工作位置,刮平多余型砂;
步骤五:工作台带着模板,预填框和砂箱再次提升,预紧实;
步骤六:提升模板,自下而上开始压实;
步骤七:通过多触头,以15kg/cm2压力从顶部挤压完成终紧实;
步骤八:工作台下降,通过预填框慢速平稳脱模;
步骤九:快速脱模,将砂箱放置在砂箱辊道上,模板框定位在造型机内部模板更换装置中心,将造型完成的砂箱推出,同时将空砂箱推入到造型区准备。
(2)静压压实造型紧实过程(图3)
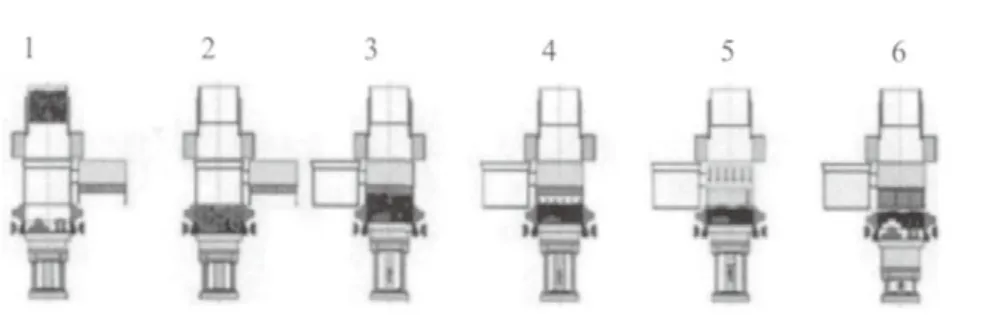
图3 静压压实造型紧实过程
步骤一:将模板(框)提升到最高位置,同时将预填框上的砂箱提升到加砂位置;
步骤二:重力加砂;
步骤三:多触头压头进入至砂箱上方,同时将导砂斗移出工作台,在预填框内提升模板;
步骤四:打开空气阀,进行气流预紧实;
步骤五:通过多触头,以15kg/cm2压力,从顶部挤压,完成终紧实;
步骤六:工作台下降,通过预填框慢速平稳脱模,完全降低工作台,将砂箱放置在砂箱辊道上,模板框定位在造型机内部模板更换装置中心,将造型完成的砂箱推出,同时将空砂箱推入到造型区准备。
3 紧实效果
通过双面压实这种紧实系统,能达到以下质量效果。
(1)一个理想的砂型强度在于,与模板接触的型砂有着合理的硬度值,并且由于压力差的影响,砂型中砂子的密度(紧实度)在朝着砂型背面方向上递减;
(2)铸型能完美的反映模板模型各个清晰轮廓;
(3)铸件“几乎”无需清理;
(4)造型生产噪音小;
(5)与其它同类造型方式相比,可节省20%~30%的能耗;
(6)在预填框上完成脱模,而不是在辊道滚轮上,保证了造型机的造型精度和脱模精度。
4 主要结构和工艺特点(图4)
(1)意大利SAVELLI造型机采用模板随型压实工艺和多触头辅助压实机构,其生产的砂型分型面和背面硬度高,中间硬度低,既保证了砂型足够的强度又保证了砂型的透气性;
图4 主要结构和工艺特点
(2)它具备双面压实和静压造型两种造型系统,可最大限度获得最理想的紧实效果的砂型;
(3)加砂方式采用重力加砂,模板不需要排气塞,减少了模板制造难度和成本;
(4)使用称量料斗对型砂称量,可以适时有效地对加入到砂箱内的型砂定量控制;
(5)造型时,造型主机、模板框、预填框采用四柱定位机构,预填框和砂箱定位,起模定位面为预填框,保证了造型精度和起模精度(图5示);
(6)带有定位和自动加热的转台模板更换装置,中心系统模板可选1/1和1/2;

图5 四柱定位机构
(7)齿轮电机驱动多触头压头和导砂斗水平移动,叶片驱动砂箱加砂分配装置和压实工作台提升装置均采用编码器,传感器数值化控制;
(8)带有压力控制调节的内、外压力补偿的双作用油缸多触头压头装置,实现了预紧实和终紧实。
5 主要技术参数和质量指标
造型机最高生产率可达300整型/时;
造型后铸型的分型面上硬度≥88GF;
造型后铸型型腔内立面的硬度≥83GF;
造型后砂箱背面铸型硬度≥80GF;
造型后在同一表面铸型硬度的偏差≤5GF;
模型的拔模斜度0.5°时,可以成功起膜;
铸型的错偏<0.4mm;
废型率<2%。

图6 示例图
6 铸型和铸件质量
由于意大利SAVELLI的双面压实造型机采用模板随型双面压实造型工艺,造型后的铸型型腔能完美的映出模型各个清晰的轮廓,因此铸件可以无需清理(图6)。
TG231.6;
B;
1006-9658(2012)05-0054-3
猜你喜欢
铝加工(2022年4期)2022-11-24 18:46:18
铸造设备与工艺(2022年3期)2022-07-13 14:12:50
铸造设备与工艺(2022年3期)2022-07-13 14:12:48
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
中国临床医学影像杂志(2021年6期)2021-08-14 02:21:58
科学与财富(2021年33期)2021-05-10 11:56:08
玻璃(2020年2期)2020-12-11 22:20:04
玻璃(2020年2期)2020-12-11 22:20:04
铸造设备与工艺(2020年4期)2020-10-15 13:05:38
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
