
连铸连轧生产铜线杆技术述评
2012-11-03 02:31毛允正西部矿业投资天津有限公司
资源再生 2012年5期
□文/毛允正西部矿业投资(天津)有限公司
连铸连轧生产铜线杆技术述评
Review of the Continuous Casting and Rolling Copper Rod Process
□文/毛允正
西部矿业投资(天津)有限公司

1965年美国南方线材公司联合摩根公司和西屋电气公司开发建成世界第一条铜杆连铸连轧生产线(SCR法)。
1973年德国克虏伯公司在比利时霍博特奥费尔特冶金厂开发成功新型连铸连轧光亮铜杆生产方法:哈兹列特——克虏伯法,即Contirod法,现该技术属德国西马克梅尔公司。
上世纪七十年代末意大利康梯纽斯公司在铝杆连铸连轧生产线的基础上开发出Properzi铜杆连铸连轧生产线。八十年代中期,康梯纽斯公司和西班牙拉法格公司联合米兰大学和巴塞罗那大学的专家学者开发一项全废铜为原料连铸连轧生产铜杆的专利技术,称为FRHC法杂铜精炼工艺,即火法精炼高导电铜生产工艺。
上世纪八十年代,上海冶炼厂联合洛阳有色金属加工设计研究院、北京钢铁设计总院和上海机电设计院建成我国自行设计、制造了第一条铜杆连铸连轧生产线,规模3万到5万吨。
连铸连轧技术利用铸造时的热量进行轧制成材,而不经中断和加热,具有对原料要求低、产量大、生产效率高、能耗成本低、质量稳定、性能均匀、表面光亮等特点,给铜工业发展带来一次伟大变革。目前世界上90%以上的铜线杆都用连铸连轧技术生产。
用阴极铜为原料的连铸连轧生产铜杆一般分为四个步骤:熔化——铸坯——轧制——绕杆,目前建成单条生产线最大产能已达到48吨/小时,年产可达到35万吨。
一、连铸连轧生产线的技术比较
SCR法、CONTIROD法、PROPERZI法在设备的总体流程配置上均相似,仅具体到某个设备上有些不同而已。
连铸连轧设备主要有熔炼炉、铸造机、轧机。三种连铸连轧法最大的区别在铸机上,三种不同的铸机如图1所示。
1. SCR法
SCR法是由美国南方线材公司、摩根公司和西屋电气公司共同研制开发的。主要的工艺设备为:熔化采用美国精炼公司的竖炉,铸造采用五轮钢带式连铸机连铸,轧制配备了摩根二辊悬臂式连轧机组。自1999年国内采用的SCR铜线杆生产线约为16条,最大产能为32万吨/年。主要技术特点:
1.1 铸造机为5轮式,铸轮上的铜制结晶环与环绕的钢带形成铸模,钢带长度约24米,使用寿命7~10天,更换约20分钟,铸轮直径2.4米。铸坯为梯形断面,铸坯运行正前方无钢带阻挡,铸坯截面可增大,但进轧机前仍有一定的弯曲弧度,需由弯变直,造成高温下应力增大,表面可能会产生裂纹,故铸坯面积也不能无限制增大,目前铸坯断面积可达7000mm2。
1.2 轧机为摩根二辊无扭转悬壁轧机,轧辊平、立交替布置,可重复使用,并且每个轧辊具有多道槽,最多有4道,可减少轧辊的使用数量,降低成本。轧辊采用辊环结构,互换性强,换辊也方便。
1.3 轧机一般设置有一道粗轧、两道中轧、六道精轧。每道轧机机架之间设置堆线传感器,用于检测轧机是否正常进行。
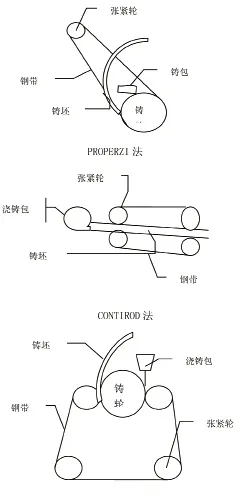
图1. 三种连铸连轧法的铸机
2. CONTIROD法
其主要的工艺设备为:熔化炉采用美国精炼公司的竖炉,铸造采用美国哈兹列特公司的双带式直线连铸机,轧制配备了德国克虏伯公司的二辊连轧机组。自1999年以来,国内采用Contirod法生产铜杆的厂家约有13家,最大产能32万吨/年。其特点是:
2.1 铸造机为双钢带直线连铸机。由上下钢带与两侧的青铜挡块链组成四面封闭的矩形模腔,可生产大断面的铸坯,最大可达9000mm2。铸坯由铸模走出的方向与轧制方向成15°角,已向一条直线接近,线杆总加工率大,产品的规格范围较宽,但设备结构比较复杂,维护较麻烦。双带式铸机是有铸坯冷却均匀、截面积较大的特点,因此比其它方法的铸造温度低,一般在1110℃~1120℃.
2.2 直线、无湍流、高液态金属压头铸造,铸坯密度高。在铸机出口设有二次冷却装置,保证在高速铸造时不断裂,可在较低温度开轧,一般不高于850℃。生产线杆晶粒细化、含氧量低、再结晶温度低,在拉丝过程中,可降低退火温度,降低能耗。
2.3 轧机采用两个成对轧辊同时对称调节,全部轧辊辊环可重磨最大磨消量为原始直径的10%(基本允许25次再修磨),辊环寿命长。12机架,单独传动。
表1 CONTIROD与SCR生产线设备及工艺参数比较表(见附件)
3. ROPERZI法
ROPERZI法是意大利康特纽斯-普罗佩茨公司,在铝杆连铸连轧基础上开发的铜线杆连铸连轧设备。1987年西班牙拉法格公司与其合资经营,开始应用于以100%废杂铜为原料生产火法精炼低氧光亮铜杆的工艺中。厂家认为,他们是世界上唯一全面掌握了废杂铜通过火法精炼技术生产电工圆铜杆,并在伦敦交易所注册的企业。在欧洲、俄罗斯、乌克兰、伊朗、韩国等地都有使用他们的设备和技术生产FRHC铜杆的企业。国内江钨集团和天津大无缝铜材公司引进了该项技术,另有1家企业在建设中。
主要技术特点:
3.1 二轮式铸造机由一个导向轮、一个铸造轮和一条环形钢带组成,铸造机结构简单紧凑,钢带更换方便。
3.2 铸坯近似梯形截面,铸坯引出后,需偏转5°—8°角,以避开钢带进入轧机。铸坯受拉表面在高温下易产生裂纹,影响质量,同时限制铸坯断面的扩大,铸坯断面积在3000mm2左右。
3.3 采用二辊和三辊轧机进行轧制。二辊粗轧机变形量大,有利于内部组织改善。三辊Y型机使轧件承受三向压缩应力状态,变形均匀,线杆性能好,尺寸精度高,但三辊轧机道次变形量小,需较多的加工道次,轧辊更换和维护较麻烦。一般设置两道粗轧和九道精轧。
二、FRHC法杂铜精炼工艺技术
与传统利用阴极铜生产铜杆工艺技术比较,FRHC法不需要电解铜和二次熔融,而是100%直接利用废铜生产,原料成本低且利于环保,节约能源支出,是再生铜的绿色环保工艺。
FRHC法使用的原料若是含铜量在92%以上的2#、3#紫杂铜,用于半连续生产线;含铜量96%以上的1#紫杂铜、废电磁线、加工铜屑等,则用于连续生产线cosmelt工艺。西班牙拉法格公司利用该技术产出的低氧光亮铜杆质量标准完全达到了DIN标准,并经过CE认证,产出的铜锭和铜杆已经在LME挂牌期货市场交易。此种铜杆质量由ASTM标准中的FRHC铜标准予以规定。
FRHC法杂铜精炼技术采用计算机辅助设计工艺参数,特种添加剂及选择性二次精炼等技术,突破了杂铜中铅、锡、镍、氧等杂质大量存在且含量变化无常难以火法去除的问题。该技术的精髓和核心是调整杂质和含氧量,最终使精炼后的铜产品达到ASTM标准中高导电铜的技术指标,而非最大限度地去除杂质。
1. FRHC火法精炼半连续工艺
FRHC火法精炼铜半连续工艺,主要设备由1台倾动炉+连铸连轧组成,生产周期为24小时,8小时加料、8小时精炼、8小时连铸连轧,每次浇铸时炉内不留铜水。原料为含铜92%的废杂铜,原料预处理流程:原料→去除辐射物(采用探测仪)→肉眼检查→滚筒筛筛除尘土→化学成分分析→称重→送原料库房。产出的炉渣在渣包进行沉降
分离,冷却后倒出分拣,其中上部占总量60%的炉渣含铜30%左右直接出售,下部占总量40%的冷铜含铜99%返炉处理。烟尘率0.5%~1%,产出烟尘含铜4%左右。
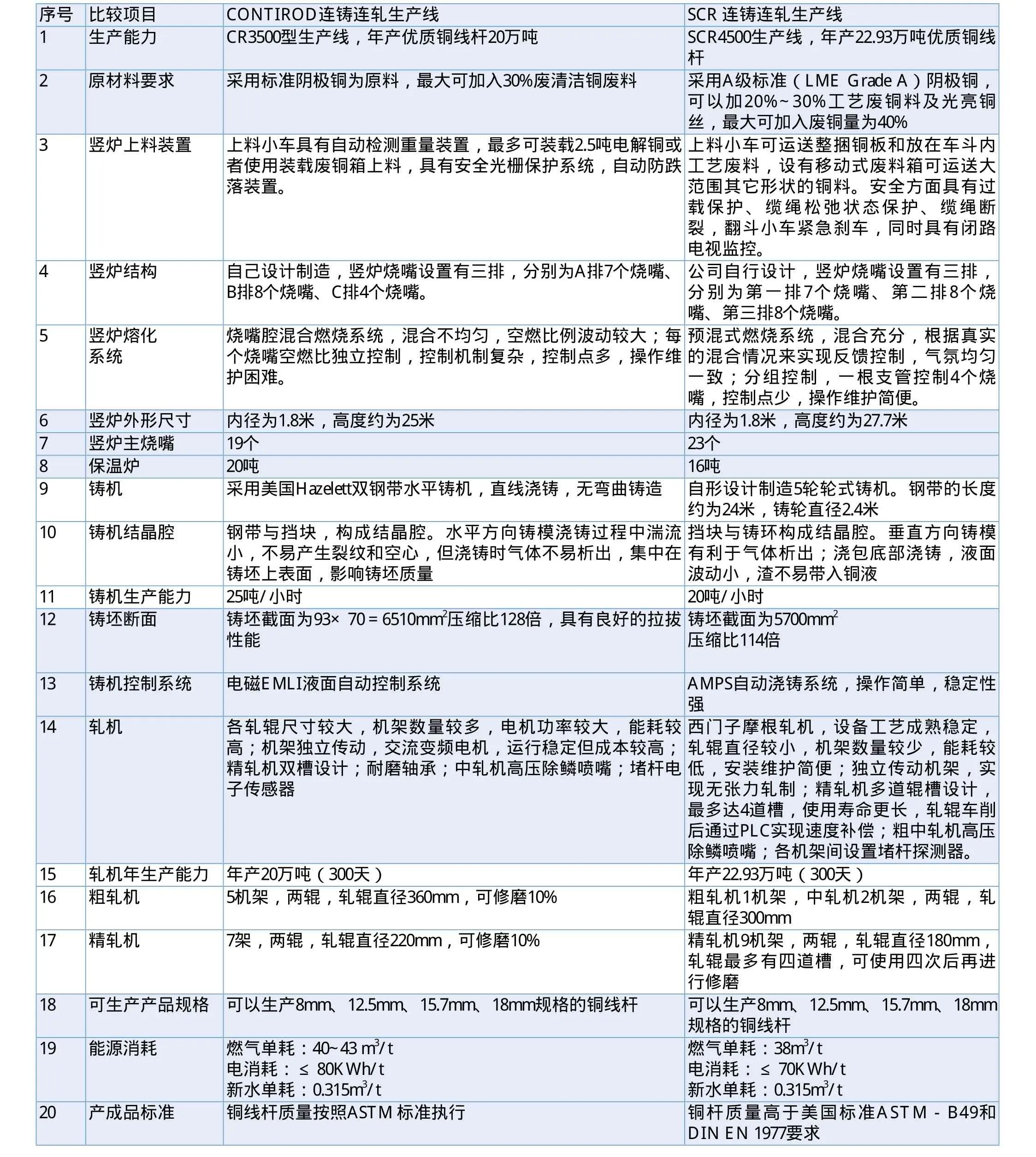
表1 CONTIROD与SCR生产线设备及工艺参数比较表
2. 连续生产工艺(cosmelt工艺)
连续生产工艺 (COSMELT工艺)是LFL和CP的合资企业在2000年前后开发的由废铜经过熔融,火法精炼,连铸连轧生产出FRHC铜杆的工艺。主要设备由1台带前室的竖炉+2台倾动炉+1台保温炉+连铸连轧机。废铜在竖炉中熔融,经COSMELT工艺火法精炼直至生产出杂质含量到400PPM以下进行连续铸造成为FRHC铜杆。
用康迪纽斯公司的连续铸造机将FRHC法生产的熔融态铜以每小时15吨的速度连续铸造成铸坯。铸轮中生产的2400平方毫米截面的梯形热铸坯经过两道粗轧和九道精轧成为8毫米铜圆杆。铜圆杆经过含有异丙醇的非酸性溶液中进行清洗。使用PROPERZI紧凑型轧机获得的铜圆杆表面的氧化层厚度小于150埃。然后冷淬至室温。在生产线的末端,收线之前,用一套涡流系统检测表面缺陷和铁磁杂质。
3. 西班牙拉法格公司目前生产工艺及设备配置
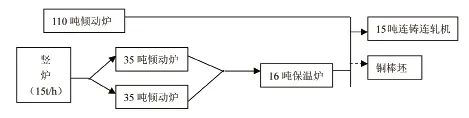
110吨倾动炉生产周期是8小时加料熔化,8小时精炼,8小时连铸连轧。竖炉生产线是连续生产线,两者共用1条连铸连轧生产线。其中16小时连续生产铜杆,在倾动炉进行连铸连轧时,8小时生产铜棒坯。
4. 精炼效果及FRHC铜杆质量比较
FRHC火法精炼铜杆可满足95%下游市场的需要,只有5%的超细线需要使用由阴极铜生产的铜杆。
5.生产产品种类
FRHC工艺技术可以生产8、10、12、17、20、23、25mm低氧光亮铜杆、精炼铜杆、挤压铜管、铜合金、铜棒、高速铁路用接触导线、电车线等
三、我国引进的铜杆连铸连轧生产线概况
自上世纪八十年代,铜线杆的连铸连轧技术得到了快速发展,同时,由于国内对铜线杆的巨大需求,国内企业相继引进了多条铜杆连铸连轧生产线。近几年引进的生产线装备水平高,产能规模大,具有能耗低,计算机监控强度高,产品质量优良稳定,不但满足了国内市场,而且还出口世界各地。据资料,截止2011年,国内企业共引进铜杆连铸连轧生产线38条,2011年中国电缆行业产值超过9000亿元,铜杆消费量约500万吨。
目前国内企业引进铜杆连铸连轧生产线近四十条,主要分布在我国的中东部地区,总生产能力达到了460万吨。此外,我国目前在建和拟建的铜杆连铸连轧项目生产能力达到120多万吨,这些项目建成之后,我国引进的铜杆连铸连轧生产线总生产能力将达到580万吨。
四、连铸连轧生产铜杆技术的发展和展望
随电工电器行业的不断发展,对铜导线的质量要求越来越高,为获得优质铜杆,国内外设备制造厂家和铜杆生产厂家均在生产工艺、装机水平、质量检测和管理方面做了大量工作,如增设自动化装置,提高对工艺过程的监控,改进设备并采用电脑管理,以提高质量,降低成本。
1.技术进步
(1.1)竖炉燃气/空气比例和熔化速率由计算机控制,提高竖炉适应能力,减少开停炉次数,进一步改善生产线的环保性能。(1.2)气氛分析采用CO%分析仪,检测速度比H2%分析仪提高5倍。(1.3)提高轧辊的使用寿命,降低成本。(1.4)粗精轧使用不同成分的乳化液,进一步改善铜杆表面质量。(1.5)配置先进的质量检测设备,确保检测结果的准确性和可靠性。(1.6)采用双叉加料系统,不冲击炉壁,布料均匀,进一步提高炉子热效率。(1.7)降低精轧温度,改善拉丝加工性能。
2. 展望
(2.1)可加入更多的或品位更低的废料,以降低生产成本。(2.2)扩大产品规模范围,对设备进行改进,增加一些必要的设施,在生产线不仅能生产铜杆,还可生产扁线,焊接铜管用的窄铜带,与拉线机进行串连直接生产铜线。(2.3)减低对燃料的要求,使采用低发热值或含氢量高的低成本燃料成为可能。(2.4)铜杆生产由原来电线电缆厂向铜冶炼企业转移,实现资源、技术、资金和劳动力等生产要素趋向最佳配置。(2.5)加强国产连铸连轧整体技术的研发力度,提高装机水平、生产效率和产品质量。降低综合成本,在全球电线电缆行业规模化、经济化生产的发展大趋势下争得一席之地。
略
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
上海金属(2022年3期)2022-06-01
山东冶金(2022年1期)2022-04-19
科海故事博览·上旬刊(2021年4期)2021-08-09
安徽冶金科技职业学院学报(2020年2期)2020-08-04
重型机械(2019年4期)2019-09-05
丝路视野(2018年11期)2018-05-14
商业文化(2016年36期)2016-03-01
安徽冶金科技职业学院学报(2015年3期)2015-12-02
亚洲社会药学杂志(2015年1期)2015-10-13
