
基于绿色制造的焊接工艺资源环境属性研究*
2012-10-24 13:06江志刚
制造技术与机床 2012年12期
张 华 鄢 威 江志刚
(①武汉科技大学绿色制造与节能减排科技研究中心,湖北武汉430081;②武汉科技大学机械自动化学院,湖北武汉 430081)
绿色制造是解决制造企业日益严峻的资源和环境问题的重要手段[1],它是制造业制造技术和制造模式未来发展的重要方向,将成为未来工业界的重要挑战和竞争领域[2]。欧美、日本等发达国家均十分重视绿色制造的研究与应用。在我国,政府对绿色制造的研究日益关注,在“十一五”科技支撑计划“绿色制造关键技术与装备”等项目的支持下,绿色制造总体技术、专题技术方面的研究均取得了不少成果。
随着绿色制造理论体系专题技术研究的不断深入,对绿色制造支撑技术的研究不断提出新的要求。基础工艺数据库作为绿色制造支撑技术的重要组成部分,其研究具有重要的现实意义,而加工工艺资源环境属性分析则是其基础和依靠。
焊接作为常用加工工艺的一种,其加工过程产生的污染种类多、危害大,对环境影响严重,高污染、高能耗特性尤为明显[3]。进行焊接工艺资源消耗特性和环境排放特性分析,探讨焊接工艺资源环境属性数据计算处理方法,可为焊接工艺资源环境属性数据库的建立奠定基础。
1 焊接工艺资源消耗特性
焊接是利用电能加热,促使被焊接金属局部达到液态或接近液态,而结合形成牢固的不可拆卸接头的工艺方法[4],其工艺过程可用如图1所示的IPO模型来描述,其中输入包括焊件、焊条、焊丝、焊剂、电能等原材料,通过焊接工艺过程输出零件、废零件及电弧辐射、烟尘、有害气体等各种形式的污染物。

焊接工艺过程的资源消耗可分为物料资源的消耗和能量资源的消耗,其中物料资源主要包括工件母材、焊接材料等,能量资源主要是电能[5]。
1.1 焊接工艺物料资源消耗特性
1.1.1 工件母材消耗特性
焊接工艺中工件母材的物料流如图2所示,而其消耗特性主要由工件母材利用率U(Utilization Rate),损耗率L(Losing Rate)和废弃物量W(Waste)3个参数决定。
图2中,RI表示母材进入焊接工艺系统的输入质量,RO表示母材经焊接工艺后的输出质量,W表示焊接工艺过程产生的废弃原材料质量。因此工件母材利用率U、损耗率L和废弃物量W分别为:

1.1.2 焊接材料消耗特性
焊接材料是指在焊接过程中使用的各种填充金属及为了提高焊接质量而附加的保护物料。焊接过程中广泛使用的焊接材料主要包括填充材料(焊条、焊丝、钎料等)和辅助焊接材料(焊剂、保护气体、钎剂等),如表1所示。

表1 不同焊接工艺条件下采用的焊接材料
因此,对焊接材料的消耗特性应结合不同的焊接工艺,分别考虑填充材料及辅助焊接材料的消耗特性。
(1)填充材料消耗特性
焊接过程中使用的焊接材料品种繁多,难以穷举。本文以碳钢焊条计算为例,对其焊接过程中填充材料的消耗特性进行计算。
①对接接头焊条用量的计算
对接接头由于坡口形式不同(如V、U、X形等),焊条的用量也不相同,但各种焊缝的余高基本相近。焊条用量W为

式中:W为焊条需用量,g;A为坡口横截面积,mm2;B为余高横截面积,mm2;L为焊缝长度,mm;ρ为焊缝金属的密度,g/cm3;RG为焊缝金属的回收率。
②等边直角焊缝焊条用量的计算
等边直角焊缝的焊条用量为

式中:W为焊条需用量,kg;l为焊角长度,mm;L为焊缝长度,mm;ρ为焊缝金属的密度,一般ρ=7.85×103kg/cm3;K为焊缝高度因素,K=(A+B)/A=1.2;RG为焊缝金属的回收率。
(2)辅助焊接材料的消耗特性
辅助焊接材料(耗材)在焊接工艺过程中具有稳弧、保证熔滴过渡、冶金处理及合金化等作用,对于改善焊接工艺性能、减小飞溅、改善表面焊缝质量、提高焊接效率具有重要意义,因而对保证焊接过程的稳定和获得满足使用要求的焊缝金属起着决定性的作用。
在焊接过程中,常见的辅助焊接材料有:焊剂、保护气体和钎剂。
①焊剂
焊剂是具有一定粒度的颗粒状物质,有熔炼焊剂和非熔炼焊剂之分,焊接时能够熔化形成熔渣和气体,与焊丝相配合,是埋弧焊和电渣焊不可缺少的焊接辅材,目前,我国焊丝和焊剂的产量占焊材总量的15%,这部分的消耗计为mflux。
②保护气体
焊接用气体包括焊接、切割用气体和气体保护焊时用的气体。焊接用气体的选择主要取决于焊接、切割之方法,除此之外,还与被焊金属的性质、焊接接头质量要求、焊件厚度和焊接位置有关。焊接用气体主要包括 C2H2、O2、CO2、Ar、He 和混合气体等,其消耗量计为mgas。根据在施焊过程所采用的焊接方法的不同,焊接、切割或气体保护焊用的气体也不相同,焊接方法与焊接用气体的选择列于表2。

表2 焊接方法与焊接用气体的选用
③钎剂
钎剂是钎焊过程中用的溶剂,与钎料配合使用,是保证钎焊过程顺利进行和获得致密接头不可缺少的。钎剂的作用是清除熔融钎料和母材表面的氧化物,保护钎料及母材表面不被继续氧化,改善钎料对母材的浸润性能,使其能顺利地实现钎焊过程。钎剂与钎料的合理选择对钎焊接头的质量起着关键作用。钎剂通常可分为软钎剂、硬钎剂、铝用钎剂、无铅钎剂等等,分别适用于不同的场合。其消耗量计为msolder。
综上所述,辅助焊接材料的消耗用公式可表示为

1.2 焊接工艺能源消耗特性
焊接工艺系统瞬态能量流如图3所示。其中:Pi表示输入焊接系统的总功率,Pi=dEi/dt;Pc表示焊接功率,Pc=dEc/dt;dEs/dt表示系统广义储能;PL表示系统损耗功率,PL=dEL/dt。
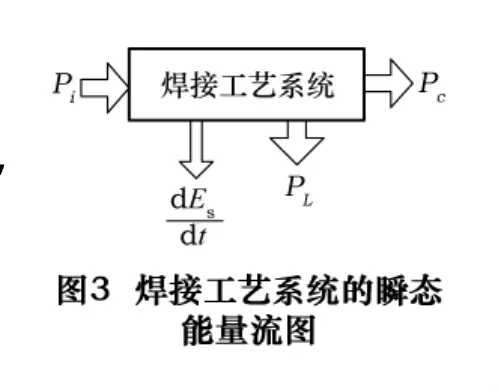
当Pc=0时,焊机处于空载运行状态,此时系统输入的功率即维持焊机空运行所需的功率,称为系统空载功率,用Pu表示。当焊接时(即焊机处于负荷状态,Pa≠0),其损耗功率相应增加了载荷损耗Pa,即:

则有:

表3 焊接工艺清单分析表

资源消耗与环境排放

当电焊机稳态运行时,则有

2 焊接工艺环境排放特性
焊接工艺的环境影响特性与焊接方法及焊接材料有关,需要结合具体工艺过程进行分析,总的来讲焊接工艺造成的环境影响主要有:
(1)大气污染 如电弧焊加工是利用气体导电而将电能转换为热能,对环境有废气影响;
(2)废液污染 某些弧焊方法,如钨极氩弧焊,等离子弧焊等,在焊接过程中需通冷却水,但对环境的影响不大;
(3)固体废弃物污染 如电弧焊主要的固体废弃物是飞溅和焊渣这两种废弃物,其回收处理困难,直接对环境造成影响;
(4)噪声、振动等生态污染 焊接过程中的噪声主要源于电焊机、砂轮机和一些风动的手工工具等,其危害主要表现在损害听觉和干扰日常生活,影响的范围包括车间内部环境和车间周边环境。工业噪声的评价通常采用A计数声级作为评价量。根据国家标准GB87—85《工业企业噪声控制设计规范》规定,生产车间的噪声不宜超过85dB(A),因技术经济条件所限制难于达到此标准的可适当放宽,但不得超过90dB(A)。另外,针对工业企业噪声对车间周边环境的危害,国家标准GB12348—90《工业企业厂界噪声标准》也作了相关的规定;
(5)职业健康安全危害 焊接电弧中强烈的弧光和紫外线对眼睛、皮肤都会造成伤害;
(6)其他 焊接过程易发生爆渣、漏渣、触电事故和变压器烧坏等事故,应在加工中严格遵守相关规程。
3 焊接工艺清单分析表
根据前文对焊接工艺资源消耗和环境排放特性的分析,建立了焊接工艺清单分析表,如表3所示。
表3主要分为两个部分,第一部分记录焊接基本工艺信息,包括焊接方法、工件母材、焊接材料、电焊机型号等;第二部分则是记录焊接工艺资源消耗与环境排放情况,这部分又分为因子层I和因子层II两个层次。其中,因子层I分为填充材料消耗、辅助材料消耗、能耗、烟尘、有害气体、固体废弃物等九类;因子层II是对应因子层I的相应资源消耗和环境排放具体指标。
4 结语
通过建立焊接工艺IPO过程模型,对焊接工艺的资源消耗特性和环境排放特性进行了分析,由于焊接工艺在常用机械加工工艺中的典型性,这种基于IPO过程模型的分析方法,可为其他加工工艺资源消耗和环境排放特性的分析提供一种可行思路。
同时,建立的焊接工艺清单分析表可为焊接工艺数据收集整理提供一种科学的方法,为具有资源环境属性的焊接工艺数据库的建立提供数据基础和依靠。
[1]曹华军,刘飞,何彦,等.基于模型集的面向绿色制造工艺规划策略研究[J].计算机集成制造系统-CIMS,2002,8(12):978-982.
[2]刘飞,李聪波,曹华军,等.基于产品生命周期主线的绿色制造技术内涵及技术体系框架[J].机械工程学报,2009,45(12):115-120.
[3]刘飞,曹华军,张华,等.绿色制造的理论与技术[M].北京:科学出版社,2005.
[4]陈茂爱,王新洪,陈俊华,等.现代焊接技术[M].北京:化学工业出版社,2010.
[5]张华,马达,肖明,等.基于组合评价方法的绿色性焊接工艺规划评价研究[J].机械设计与制造,2010(12):258-260.
猜你喜欢
昆钢科技(2022年4期)2022-12-30
金属加工(热加工)(2022年8期)2022-09-01
昆钢科技(2022年1期)2022-04-19
昆钢科技(2021年6期)2021-03-09
焊管(2020年8期)2020-09-08
航空制造技术(2020年11期)2020-07-01
科学技术创新(2020年16期)2020-06-28
小学科学(学生版)(2019年4期)2019-05-11
Zoological Research(2017年1期)2017-03-16
