
基于单片机和PLC控制的自动回转刀架设计
2012-10-16 10:09:54张晓芳
制造业自动化 2012年20期
张晓芳
(武汉民政职业学院,武汉 430079)
0 引言
机械制造业是制造业中最主要的组成,为用户设计和提供机械产品。机械制造业在整个制造业中占有极为重要的地位,它利用机器设备供应和装备国民经济的各个部门,并促进它们不断发展。国民经济的发展在很大程度上取决于机械制造业水平的高低和发展速度。机械制造业属于传统行业,经过多年发展积累了丰富的经验。我国的机械制造业起步较晚,底子薄,其技术还受到别国的封锁。但是发展速度迅速,目前我国的机械工业规模已经相当大,已经成为一个制造大国,其规模仅次于美国、日本和德国。但是,我国的制造业还存在产品质量不高、技术水平不够,自主产品少,结构不够合理等缺点。
数控机床是制造工业中最有前途、最具活力的技术产品。它利用数字电子技术,用计算机控制高速、精密的伺服系统智能化加工工件。它还能联网,实现从CAD到CAM到CNC。在数控车床中用到的自动回转刀架能够在一次装夹中完成多个工序,从而缩短时间,减少加工误差。数控回转刀架是数控车床的一个关键部件,其精度和可靠性对数控车床的影响深远。我们选好刀架后固定在车床的横滑板上,紧固好底座上的螺栓,再连接好其他的就能马上投入使用。
1 刀架整体结构和工作原理
1.1 结构设计
自动回转刀架必须有很好的强度和刚性结构,可以承受切削抗力。它还需要有可靠的定位和合理的结构,保证定位的精度。刀架的自动换刀功能由驱动电路和控制系统完成。
本文采用立式转位刀架结构,因此选择蜗杆副减速。蜗杆副传动能够改变运动方向,获得传动比大,确保传动的平稳性和高精度,整个装置小巧灵活。
其上刀体的锁进玉定位机构选择端面齿盘,使上下刀体的配合面变成梯形端面齿。当刀架锁紧时,上下端面齿啮合,此时上刀体无法绕刀架轴旋转;进行换刀时电动机正转,上刀体抬起,等到上下端面齿脱开,上刀体围绕中心轴转动,实现转位。
本文选择螺杆-螺母副使上刀体抬起,上刀体有内螺纹,电动机带动蜗杆绕中心轴转动时,上刀体当作螺母转动或者上下移动。当刀架锁紧时,上下刀体的端面齿啮合,此时上刀体不和螺杆一起转动,上刀体是向上移动的。当端面齿脱离时,上刀体才和螺杆一起转动。
1.2 工作原理
本文的自动立式回转刀架如图1所示。
1)刀架抬起: 数控装置发出换刀指令,电机开始正转,蜗杆轴由联轴器带动进行转动,并带动蜗轮旋转,键带动轴进行旋转,轴上有轴套26,它在套筒24内孔中的槽内进行滑动,举起上刀架21和上端齿盘20,分开上端和下端齿盘18,完成刀架抬起。
2)刀架转位: 刀架抬起完成后,轴套26继续转动,同时带动上刀架21转过90°,当转过一定角度后,由微动开关3给数控装置发出信号。
3)刀架压紧: 微动开关发出使电机反转的信号,压缩弹簧15推动定位销17伸出,上刀架21不随轴套26回转,在重力作用下刀架向下移动,上下端齿盘合拢。蜗杆转动轴向位移,压缩开关3使得电机停止旋转,一次转位完成。
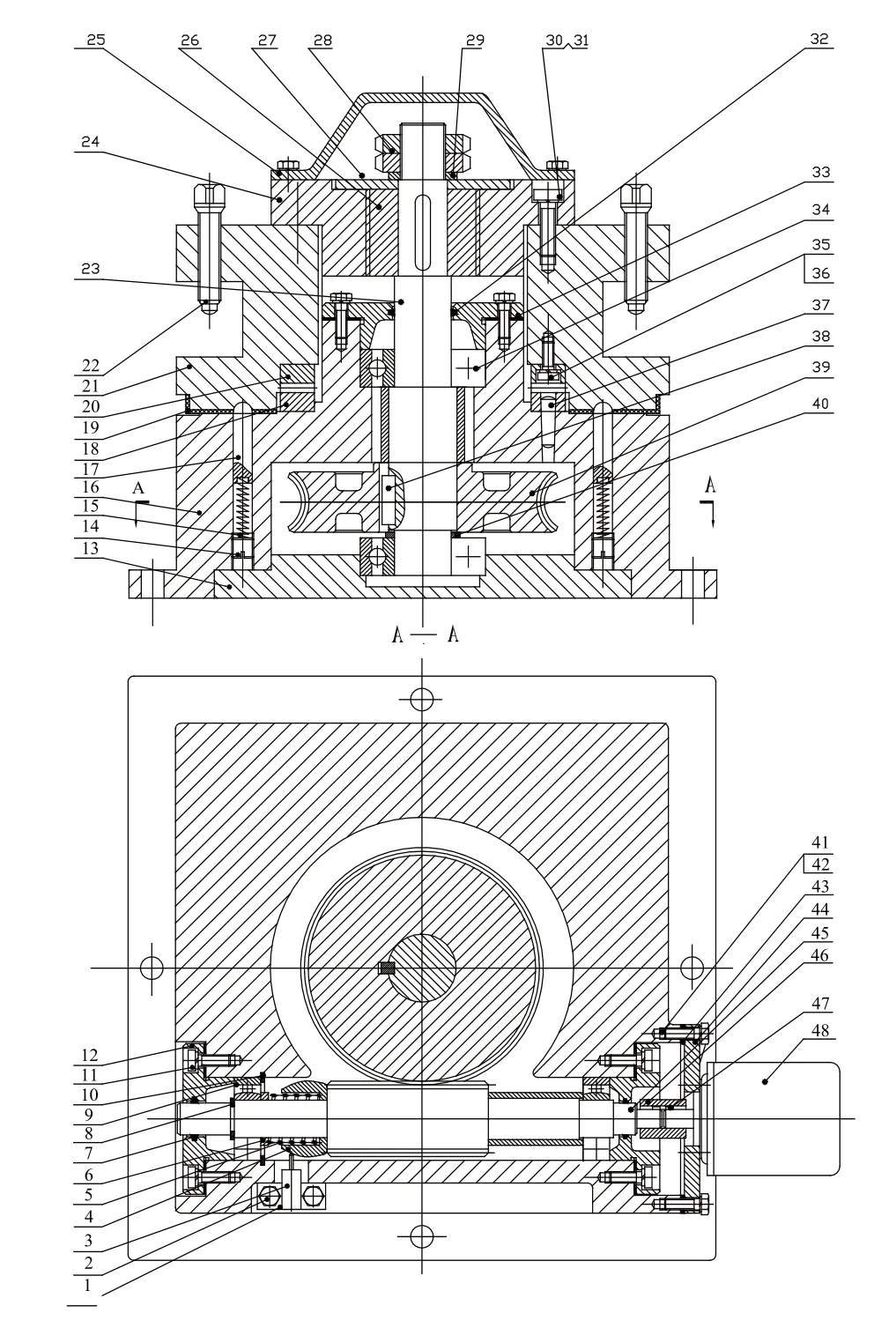
图1 刀架原理图
2 主要参数计算
2.1 蜗杆传动的计算
渐开线蜗杆端面齿廓是渐开线。蜗杆选择45钢,其螺旋齿面淬火,硬度范围45~55HRC,表面耐磨性提高;蜗轮转速比较低,对耐磨性要求高,选择铸锡磷青铜ZCuSn10P1。
设计闭式蜗杆传动, 设计按照齿面接触疲劳强度,校核齿根弯曲强:
1)蜗轮上的转矩: T2

2)计算载荷系数K

3)弹性影响系数: ZE
配合铸锡磷青铜涡轮和钢蜗杆:
4)确定接触系数: Zp
蜗杆分度圆直径d1和中心距a的比值:

应力循环次数N=60jn2Ln寿命为 12000h ,每次涡轮转动一次,轮齿啮合次数:
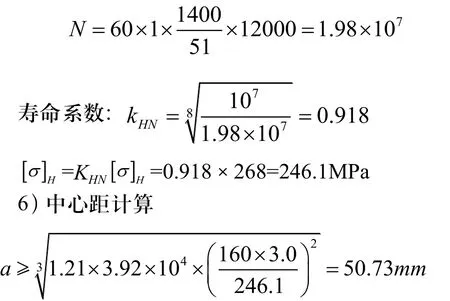
i=50,取模数m=1.6mm,分度圆直径d1=20mm,接触系数,表明计算结果可以被用。
2.2 蜗杆轴支承
蜗杆轴温度高、跨距较大,热伸长量也较大,采用一端固定、另一端游动支承和两端游动支承。工作室电机、有正转和反转两种情况,蜗杆轴能够双向移动,选择两端游动的轴系结构。啮合传动时,轴左右移动,要求齿受力均匀,允许轴系左右小量轴向移动,所以选用圆柱滚子轴承。
2.3 蜗轮蜗杆几何尺寸计算
蜗杆齿顶圆直径:

蜗杆齿根圆直径:

蜗杆齿宽:
1852年9月至11月,太平天国大军攻打长沙,南城墙及天心阁、妙高峰下的城南书院(湖南第一师范前身)、河西的岳麓书院,均遭到严重破坏。刘崐上任后,首先就修复了当时的南城门天心阁及一段古城墙,设炮台九座,增建月城,使古城墙成半环拱式内双城格局,天心阁至今仍是长沙的古城标志。

蜗轮喉圆直径:

蜗轮齿根圆直径:

蜗轮咽喉圆半径:

蜗轮齿宽:

蜗轮轮缘宽度:

蜗轮顶圆直径

3 电器控制设计
3.1 硬件设计
3.1.1 收信电路
发信盘上有4个开关, 3个引脚,第1脚接电源+ 12V,第2脚接地线,第3脚为4刀位输出。转位开始时刀台旋转带动磁铁也跟着旋转,转到磁铁对准一个开关的时候,第3脚输出端输出低电平;离开时输出高电平。4个开关输出的4个刀位T1!T4分别送至4只光耦合处理,通过光电隔离信号再送至I/O接口芯片的PC4! PC7。
3.1.2 发信电路
采用PLC控制的输入输出配置。图2为 PLC控制输入输出接线,图3为梯形图。利用PLC的继电器X401和X402的常闭接点,达到双重互锁的目的。按下正向按钮SB1,继电器X401的常开触点闭合,输出继电器Y431线圈被接通并且自锁,接触器KM1吸合,同时Y431闭合,输出继电器Y430接通,得电吸合,电动机正向稳定运行。按下反转按钮SB2,输入继电器X402常闭触点断开, KM失电释放,Y431的常开触点断开Y430线圈,KM失电释放,有效熄灭电弧,防止反转换接时相间短路。输入继电器X402的另一触点闭合,接通Y432的线圈, KM2得电吸合,电动机得到反向运行。
电动机停机时,按下按钮SB3,X400触点断开M100;过载时热继电器触点FR动作,X403断开M100。以上两种情况都能使电动机停止工作。
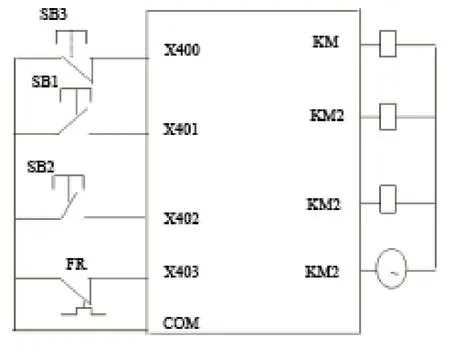
图2 PLC控制输入输出接线
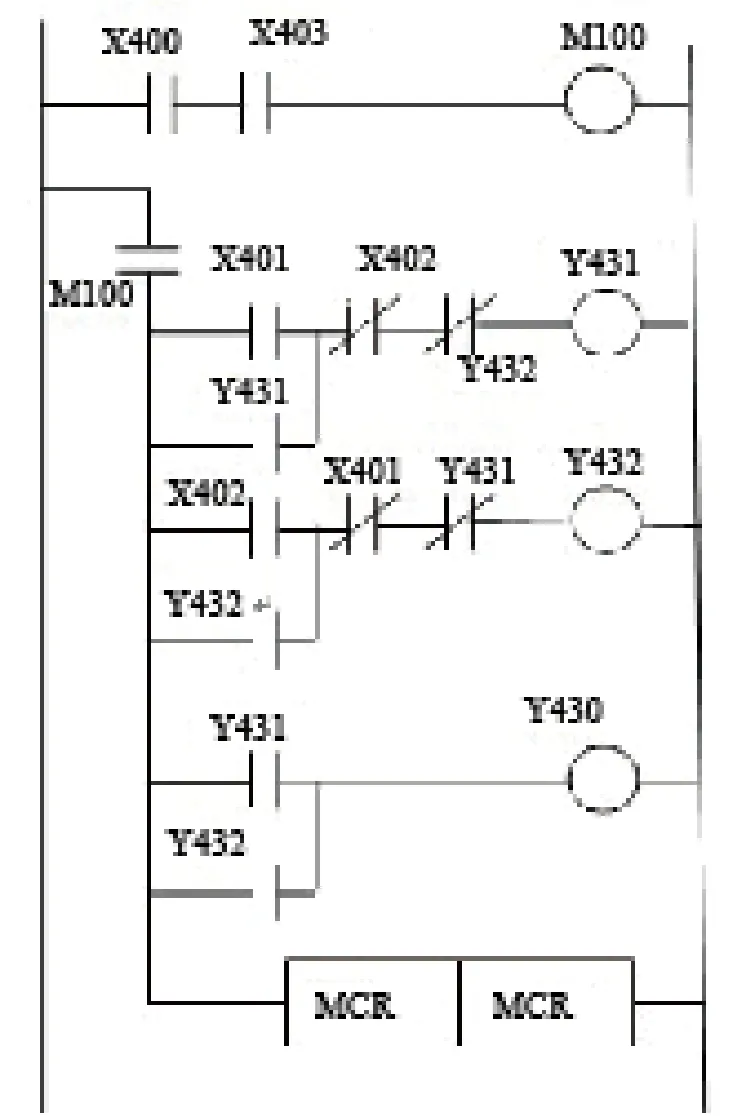
图3 梯形图
3.2 软件设计
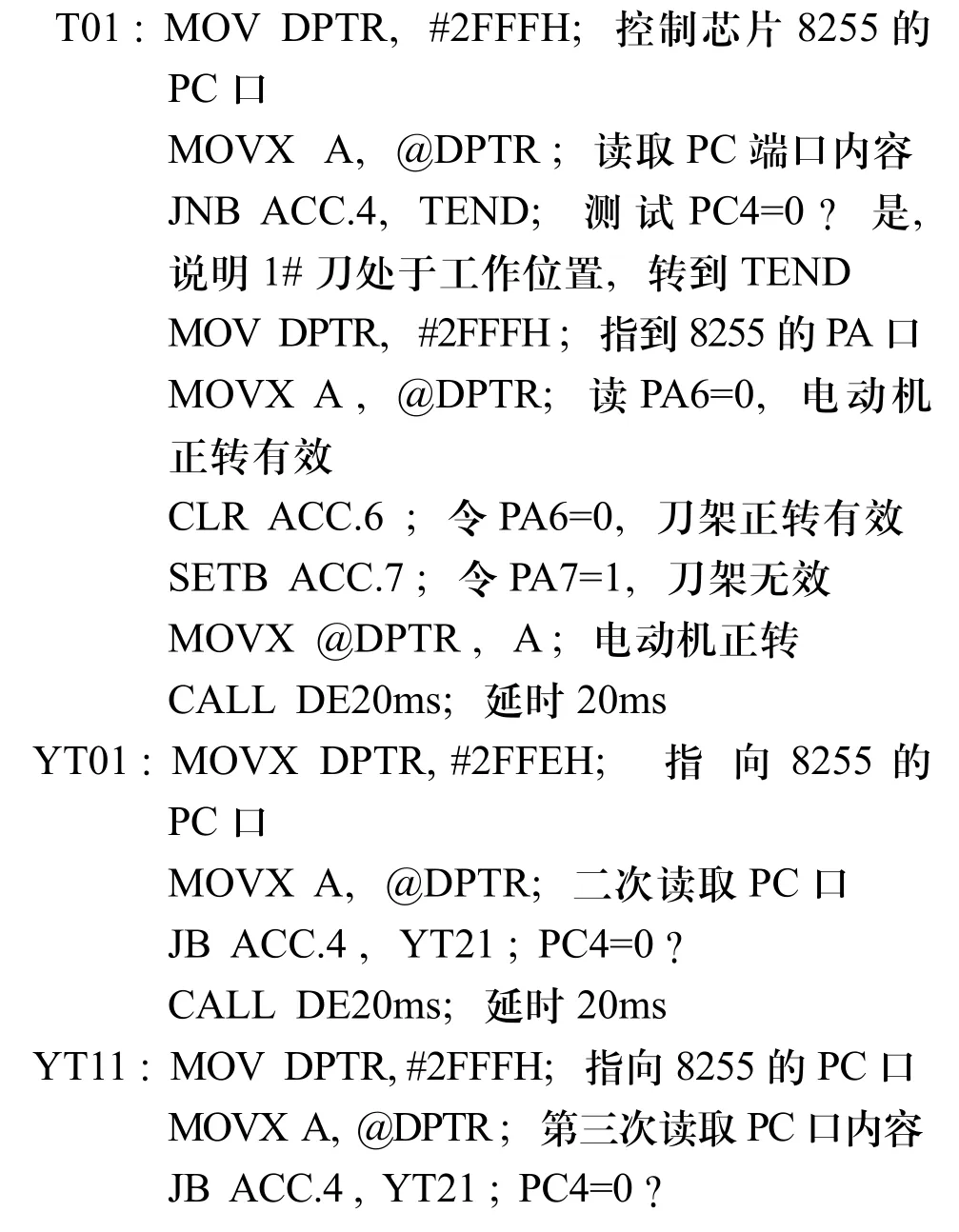
本文控制系统的CPU选用单片机AT89C51,作为自动回转刀架的收信和发信控制选择8255芯片,现在已知8255芯片的控制口2FFFH。PA6、PA7口控制正转和反转,程序段:

4 结束语
经济型数控机床价格低适合我国市场需要,是当前的主流产品。数控车床在工件一次装夹中实现多工序加工,以减少误差、缩短时间,而带有自动回转刀架。刀架要求具备很好的刚度和坚硬的强度、合理的结构等使其能高精度重复定位。它通过驱动电路和控制系统实现其功能。自动回转刀架在数控车床中占有极其重要的地位。
[1]于骏一, 邹青.机械制造技术基础[M].北京: 机械工业出版社.2003.
[2]张建民, 等.机电一体化系统设计[M].北京: 高等教育出版社[M], 2009.
[3]宋德玉, 等.可编程序控制器原理及应用系统设计技术[M].北京: 冶金工业出版社, 2006 .
[4]应雷. 浅谈我国机械制造业的困境和发展战略对策[J].科技资讯, 2010, (27) : 112.
[5]James V.Valentino, Joseph Goldenberg.Introduction to Computer Numerical Control.2nded.R.R.Donnelley&Sons Company, 2000.459.
猜你喜欢
机械设计与制造工程(2021年3期)2021-04-16 14:48:46
陕西理工大学学报(自然科学版)(2020年6期)2021-01-15 11:13:32
设备管理与维修(2020年20期)2020-11-17 12:56:54
制造技术与机床(2019年12期)2020-01-06 03:18:06
中国特种设备安全(2019年8期)2019-10-14 00:32:34
经济技术协作信息(2018年20期)2019-01-19 02:56:42
机械工程师(2018年3期)2018-03-21 01:39:09
凿岩机械气动工具(2017年2期)2017-07-19 10:21:13
现代营销·经营版(2015年8期)2015-08-12 07:24:31
邵阳学院学报(自然科学版)(2015年2期)2015-06-05 12:22:39
