
基于LM3S8962剪板机控制系统设计*
2012-09-28 13:19高峰
制造技术与机床 2012年11期
高 峰
(金陵科技学院,江苏南京 210001)
剪板机发展到今天已经成为我国机械行业一个重要的支柱产业。我国剪板机的发展正处在一个重要的转折时期,一方面国家基础设施的建设在国家扩大内需政策的带动下,大大刺激了国内剪板机市场的发展,另一方面国外企业的进入、国内企业的扩张,使我国的剪板机行业面临着日益激烈的竞争局面。实现剪板机数控系统运动控制的通常方法可以采用全功能的数控装置,这种装置功能十分完善,但其价格却很昂贵。本系统采用基于 ARM Cortex-M3的微控制器LM3S8962来实现剪板机控制系统,价格便宜,使用灵活。
1 剪板机系统控制要求
剪板机的加工板材,包括加工板材的长度调整、进料检测、长度检测、板料压紧、剪切及板料计数等控制过程。
剪板机的工作原理[1-3]如图1所示。
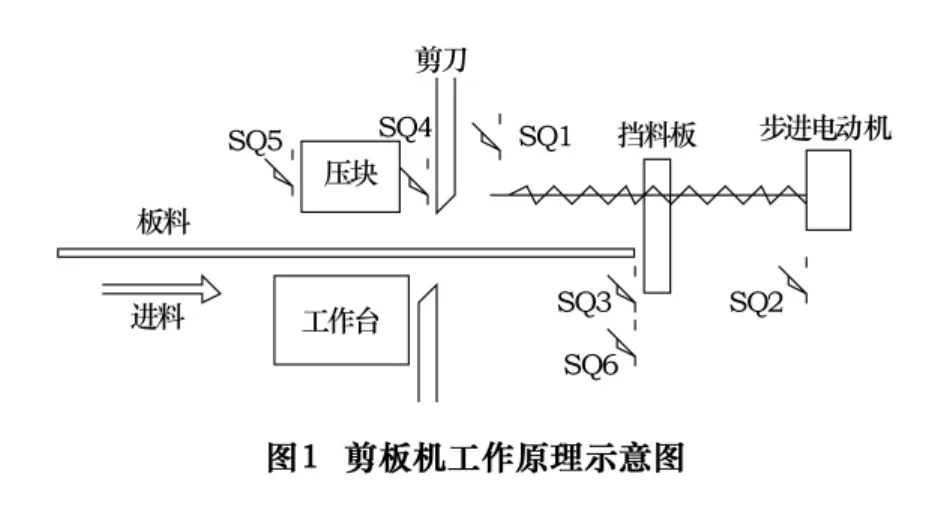
该剪板机输入部分主要使用了多个限位开关、1个光电开关和1个旋转编码器对各部分的工作进行相应检测。步进电动机、丝杠、挡料板、旋转编码器和限位开关SQ1和SQ2组成挡料板位置控制部件。旋转编码器用于反馈步进电动机的转速和挡料板移动的距离,限位开关SQ1和SQ2为后挡料板前后限位,起保护作用。SQ3为板料长度检测开关,SQ4为剪切刀上限位开关,SQ5为压块限位开关,SQ6为光电接近开关,用于板料计数。
输出主要有:(1)步进电动机,用于调整挡料板及板料长度;(2)送料控制机构、压块控制机构和剪切刀控制机构。
2 系统硬件设计
系统原理图如图2所示。
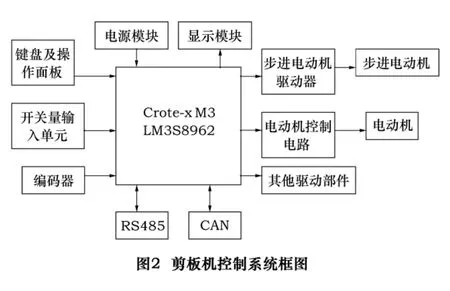
本文选用LM3S8962作为系统的主控制器。LM3S8962是德州仪器(TI)公司Stellaris所提供一系列的微控制器,是首款基于ARM Cortex-M3的控制器。该微控制器使用了兼容ARM Thumb的Thumb2指令集来减少存储容量的需求,并以此达到降低成本的目的,使用户能够以传统的8位和16位器件的价位来享受32位的性能。该微控制器对成本尤其敏感的嵌入式微控制器应用方案带来了高性能的32位运算能力。
电源模块:由于剪板机工作环境较差,电源较不稳定,所以可靠的电源设计是控制系统可靠运行的关键。控制系统工作电源采用24 V电源,由DC-DC转化成5 V,再由LM1117-3.3转换成3.3 V。电源模块原理图如图3所示。

键盘及操作面板模块:该模块采用薄膜开关面板和矩阵键盘,主要有两个功能,一方面用来设置系统的参数包括板材长度、板材数量等,相应参数保存在EEPROM中;另一方面实现系统操控。
开关量输入模块:系统要求所有开关量输入均采用无源触点方式,电源由系统提供,并在输入端使用滤波和光电隔离。开关量输入模块原理图如图4所示。

显示模块:显示模块主要由MAX7219和6个LED数码管以及相应状态指示灯组成。MAX7219是一种集成化的串行输入/输出共阴极显示驱动器,它可以控制8位数字的7段数字LED显示。该系统只使用了6个LED数码管,所以将状态指示灯进行组合作为一个7段LED数码管一并由MAX7219控制。电路接口很少,相当简单方便。显示模块原理图如图5所示。

驱动模块:系统驱动模块主要由步进电动机驱动、电动机控制电路和其他驱动部件组成。驱动模块和各输出部件之间均采用了抗干扰处理,和步进电动机驱动电路之间采用光电隔离,和电动机控制电路及其他驱动部件之间均采用光电隔离加继电器隔离措施。步进电动机主要接收来自LM3S8962的两路脉冲信号,分别控制步进电动机的正反转来控制挡料板已达到调整板料的长度。
RS485:系统设计了RS485通信接口,可以和上位机连接。上位机可通过RS485设置系统参数,也可以控制系统的工作,功能和键盘及操作面板一致;上位机也可以获取系统参数及工作状态信息。系统提供RS485通信协议,上位机只要按照通信协议编程就可以完成上述功能,实现对剪板机的监控。
CAN:该系统还预留了CAN总线接口,以便以后根据需要进行扩展。
3 系统软件设计
剪板机控制系统软件程序设计采用模块化结构,主要根据剪板机工序要求完成系统相应功能。主要有以下几个部分:主程序(完成系统初始化,读取系统参数,按剪板机工序完成操作),剪切管理模块[4],键盘及参数设置,显示,挡料板调节,RS485通信模块等。
4 结语
本系统采用LM3S8962设计控制系统,在原有剪板机基础上增加了挡料板自动调节装置,RS485,CAN总线通信接口。该控制系统硬件电路少、接口简单、控制灵活、使用方便、可靠性高,具有很高的应用价值。该系统的应用不仅可以提高产品的加工精度和生产效率,还可以和上位机通信实现对系统的监控。
[1]付丽丽,陆晓强.一种自动剪板机PLC控制系统的设计[J].河北煤炭,2011(4):78 -79.
[2]王红昇.基于单片机的自动剪板机控制系统[J].锻压装备与制造技术,2004,39(3):94 -96.
[3]李东君.基于单片机技术的全自动剪板机研制[J].机械研究与应用,2005,18(5):118 -120.
[4]李轲,唐小琦.基于ARM剪板机数控系统模块化开发[J].组合机床与自动化加工技术,2011(10):72-74.
猜你喜欢
机械研究与应用(2022年1期)2022-03-14
模具制造(2021年8期)2021-10-20
汽车工艺与材料(2021年5期)2021-05-17
科学技术创新(2021年5期)2021-03-17
中国信息化周报(2020年15期)2020-05-11
科学咨询(2020年53期)2020-03-19
商品与质量(2019年22期)2019-11-29
科学导报·学术(2019年44期)2019-09-10
汽车文摘(2017年6期)2017-12-06
科学家(2015年12期)2016-01-20
