
ISO/VDI/JIS定位精度的计算与比较
2012-09-28 13:19:12龚仲华
制造技术与机床 2012年11期
龚仲华
(常州机电职业技术学院,江苏常州 213164)
定位精度是衡量机床性能的重要技术指标,不同国家有不同的检测标准。几乎所有业内人士都知道德国标准VDI、国际标准ISO的要求较高,而JIS标准的要求较低,但如果深入询问其原因和相差的值,能明确说明的人就很少。虽然,也有少量的文章对此作了解释,但大都是概念性的说明,缺乏深入探讨和实证,为此,特撰本文。
1 ISO/VDI/JIS的区别
我国生产或使用的机床常用的定位精度标准有ISO230 -2[1](国际标准,下称 ISO)、VDI/DGQ 3441[2](德国标准,下称 VDI)、JIS B6336[3](日本标准,下称JIS)及美国的 NMTBA 和我国的 GB10931[4]等,因NMTBA、GB10931和ISO基本统一,且使用相对较少,因此,本文主要介绍ISO、VDI、JIS的区别。
以上3种标准对机床定位精度的检测要求和计算方法是不同的。检测要求主要包括检测点的数量、位置选择及检测次数上,对于同样长度的坐标轴,在同等条件下,检测点和检测次数越多,测量就越全面;测量点的位置越合理、计算方法越科学,所得到的数据就越准确和真实。
以上3个标准的检测要求分别为:ISO,测量点≥5点/m(2 m以下,超过2 m需增加),双向测量,每方向测量次数≥5次;VDI,测量点≥10点/2 m(小于1 m不得少于5点,测量点间隔不允许等距),双向测量,每方向测量次数≥10次/m;JIS,小于1 m每50 mm一个测量点、大于1 m每100 mm增加一个测量点,双向测量,定位精度的测量次数为1次,重复定位精度的测量次数7次。
在定位精度和重复定位精度的计算方法上,ISO和VDI(包括NMTBA、GB)都需要用工业统计学原理进行分析,但计算方法不同;JIS则直接将测量误差作为定位精度和重复定位精度。
由此可见,以上3个标准中,VDI要求最严格、ISO次之、JIS最简单。因此,在同等条件下,利用JIS标准所得到的定位精度、重复定位精度值要小于ISO、VDI的计算结果。
此外,ISO和VDI所使用的术语和计算方法存在不同。ISO有定位精度A(Positioning Accuracybi-directional)、重复定位精度R(Repeatability of Positioning)、反向偏差B(Reversal Error)3个精度指标;VDI有定位不准确度P(Positioning Uncertainty)、位置离散度Ps(Positional Scatter)、位置偏差Pa(Positional Deviation)、反向偏差U(Reversal Error)4个精度指标。VDI的定位不准确度P、位置离散度Ps意义与ISO的定位精度A、重复定位精度R接近,但计算方法不同(见后述);位置偏差Pa有特殊含义;反向偏差U与ISO的反向偏差B意义相同。
2 定位位置的分布规律
除JIS标准外,几乎所有标准都需要对坐标轴上的若干个目标点进行多次双向定位,来分析每一目标点、正反两方向的实际定位误差统计分布(正态分布曲线)规律,并得到相关的数据。
根据工业统计学原理,对于某一定位点Xj,假设在某方向进行5次定位测得的实际位置分别为Xj1~Xj5,可得到该方向实际定位位置的正态分布(高斯)曲线如图1所示。图中,正态曲线的对称轴为Xj点实际定位位置的测量平均值,Sj为正态曲线的斜率转折点至对称轴的距离,称为标准偏差S(Sigma,有时表示为Σ)。两者的计算方法如下:


3 ISO定位精度计算
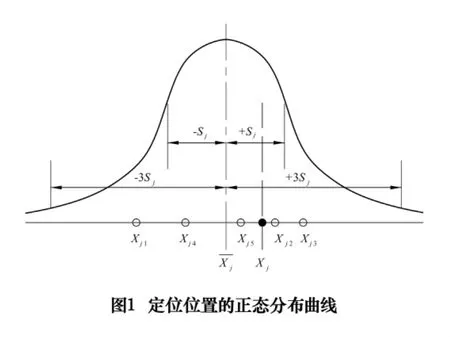
ISO定位精度、重复定位精度的计算根据正、反向定位位置的正态分布曲线进行。假设某一定位点Xj的实际定位位置的正向测量平均值为、反向测量平均值为、正反向定位的正态分布曲线如图2所示,其定位精度的计算可以按以下简单方法进行。为了便于读者理解和计算,以下计算方法中增加了最大正偏差Ej+、最大负偏差Ej-等附加参数,它们不是ISO标准中规定的参数。

重复定位误差Rj:将最大正偏差Ej+减去最大负偏差Ej-所得到的值就是该点的重复定位误差Rj,即:Rj=Ej+-Ej-。


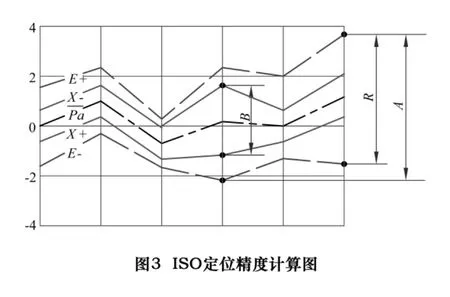
如将所有定位点的最大正偏差E+、最大负偏差E-、正向定位测量平均值、反向定位测量平均值、平均位置偏差一一连接成线,便可得到图3所示的坐标轴定位精度计算图。按照ISO标准规定,图3中最大正偏差E+线的最高点和最大负偏差E—线的最低点之间的差值就是该坐标轴的双向定位精度A;所有测量点中,反向偏差最大的点的反向偏差值就是坐标轴的反向偏差B;所有测量点中,重复定位误差最大的点的重复定位误差值就是坐标轴的重复定位精度R;由于平均位置偏差是用于螺距误差补偿的参考数据,ISO标准不计算整个坐标轴的平均位置偏差Pa。
4 VDI定位精度计算
VDI的定位精度计算虽然也需要在正、反向定位位置正态分布曲线基础上,但定位精度指标的表述和计算方法和ISO有很大差别,它对某一定位点Xj的精度参数计算方法如下。同样以下计算方法中增加了最大正偏差Pj+、最大负偏差Pj-等附加参数,它们也不是VDI标准中规定的参数。
反向偏差Uj和平均位置偏差:计算方法、意义和ISO标准一致。

位置离散度Psj:VDI的位置离散度相当于ISO的重复定位精度,将最大正偏差Pj+减去最大负偏差Pj-得到的值就是该点的位置离散度Psj,即:Psj=Pj+-Pj-。
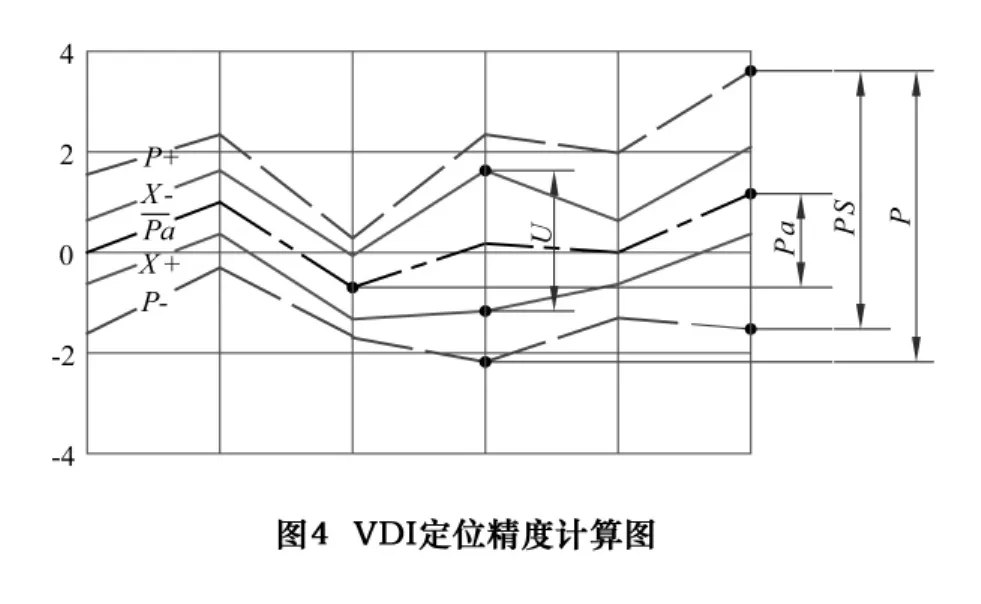
同样,如将VDI计算得到的所有定位点的最大正偏差P+、最大负偏差P-、正向定位测量平均值、反向定位测量平均值、平均位置偏差一一连接成线,也可得到图4所示的坐标轴定位精度计算图。
按照VDI标准规定,图4中最大正偏差P+线的最高点和最大负偏差P-线的最低点之间的差值就是坐标轴的定位不准确度P;所有测量点中,反向偏差最大的点的反向偏差值就是坐标轴的反向偏差Umax(最大值);所有测量点中,位置离散度值为最大的点的位置离散度就是坐标轴的位置离散度Ps;而图4中平均位置偏差线的最高点和最低点之间的差值就是坐标轴的位置偏差Pamax(最大值)。此外,为方便反向间隙和螺距误差的补偿,VDI还可计算出整个坐标轴的平均反向偏差和平均位置离散度,它们分别是各测量点反向偏差Uj、位置离散度Psj的算术平均值。
5 ISO/VDI/JIS定位精度比较
表2是按照ISO、VDI要求计算得到的定位精度比较表,表中的所有数据的单位均为μm。由表可见,按照这两种标准计算得到的定位精度A和定位不准确度P、重复定位精度R位置离散度Ps的值非常接近,VDI的要求略高于ISO。
JIS标准的定位精度只需要进行一次测量,其值直接取全部测量点中相对于目标位置误差最大的点的误差值。例如,如取表2中的第4次测量结果,则其坐标轴的定位精度就是1 μm;而任取其他各次测量结果,则坐标轴的定位精度均为2 μm。JIS标准的重复定位精度需要7次测量,其值直接取全部测量点中的相对误差最大的点的相对误差值的一半加±符号。例如,如表2中的第6、7次的测量结果与第1~5次种任意2次相同,则测量点3、4的相对误差值3 μm为最大,因此,其重复定位精度就是±1.5 μm。
由此可见,对于同样的机床,JIS标准所标注的定位精度、重复定位精度值只有ISO、VDI标准的1/3~1/6,加上其测量点为等距(间隔50 mm或100 mm),测量误差中通常还不能反映机械传动系统的周期误差,如滚珠丝杠在一个导程内不同位置上的误差等,因此,其精度要求不很严格。
6 结语
综上所述,由于各国的检测标准不同,标注有同样定位精度值的机床,其实际定位精度差异较大。更容易引起人们混淆的是,按照不同标准、不同计算方法所得到的值,却使用了同样的术语。而机床生产厂又有意无意地回避对此作出解释,这一点在用户选购机床时是需要引起特别注意。
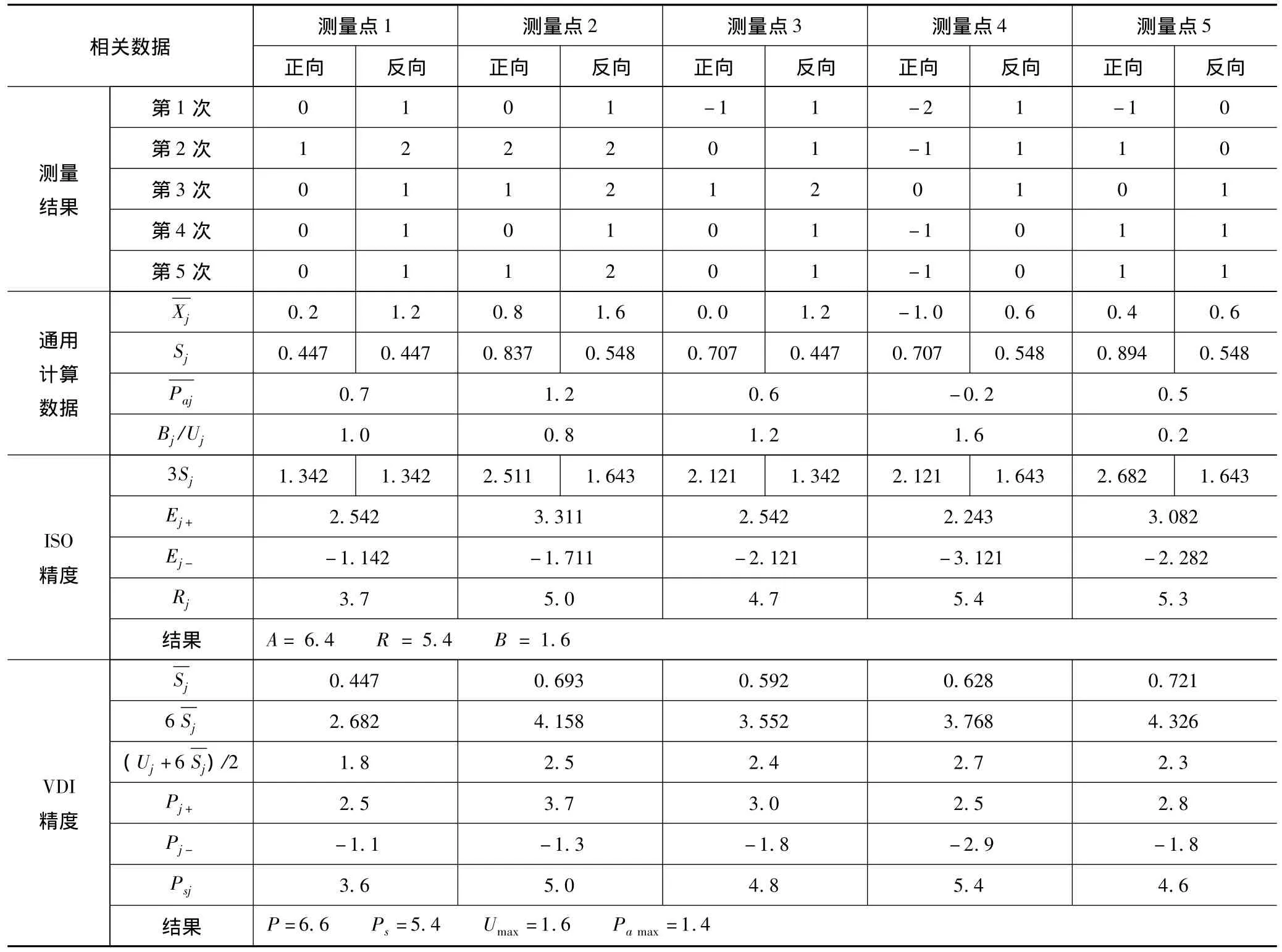
表2 ISO/VDI定位精度计算比较表
[1]ISO 230 -2.Test code for machine tools-part2:determination of accuracy and repeatability of positioning numerically controlled axis[S].2006.
[2]VDI/DGQ 3441.Statistical examination of exactly working and positioning of machine - tools fundamentals[S].1977.
[3]JIS B6336.Test conditions for machining centers[S].2000.
[4]李福生.实用数控机床技术手册[M].北京:北京出版社,1993.
猜你喜欢
军事文摘(2023年4期)2023-04-05 13:57:35
航空学报(2022年5期)2022-07-04 02:24:32
数理化解题研究(2021年34期)2021-12-26 08:32:02
模具制造(2019年10期)2020-01-06 09:13:08
智富时代(2019年4期)2019-06-01 07:35:00
自动化与仪表(2019年2期)2019-03-06 08:24:26
数字通信世界(2019年1期)2019-02-14 02:00:38
测控技术(2018年4期)2018-11-25 09:47:22
中学生数理化·高二版(2016年7期)2016-05-14 13:19:34
测绘科学与工程(2013年2期)2013-03-11 15:07:31
