IMS仪表在日钢1 580mm热连轧项目出现的故障及处理方法
2012-09-22 03:20:04,,,
电气传动 2012年5期
,,,
(日照钢铁有限公司,山东 日照 276806)
日钢1 580mm热轧带钢厂为了保证带钢的控制精度和板型引进了德国IMS公司3个仪表。这3个仪表对带钢质量起到至关重要的作用,测厚仪参与精轧机AGC自动厚度控制,凸度仪和平直度仪参与精轧机弯、串辊板形控制,凸度仪的测宽功能参与二级宽度自学习。在平时的生产中3个仪表缺一不可。
1 仪表的测量原理
1.1 测厚仪工作原理
X射线管在高压电场(高压电场由高压发生器产生)的作用下产生X射线,射线穿透被测钢板,穿透过带钢的射线作用到电离室,在电离室激发电离,得到微弱电信号,经前置放大和对数放大后,进行材质、温度等相关补偿,这时就有厚度绝对值输出,传送给一级程序形成闭环。也可以给定目标厚度,进行偏差放大,得到偏差输出。测厚仪测量带钢中心的厚度。有6个测量通道,可以进行立体空间计算(即角度补偿)。
1.2 凸度仪工作原理
凸度是指带钢横向的厚差,测量出特定点的厚度就可以计算出凸度。X射线穿透物质时衰减规律是X射线测厚测量的理论基础,光电式传感器将射线强度的变化转变为易于检测、处理和传输的电量变化。当X射线投射到被测物后,一部分射线被测物吸收,另一部分射线穿过被测物。穿过被测物质后的射线强度,在物质成分一定的情况下与被测物的厚度和密度有关,若被测物的密度为已知时,则可以根据检测到的射线强度来计算出被测物质的厚度。
1.3 平直度仪工作原理
IMS平直度仪运用光学扫描方法,用一个投影仪(里面有1 200W的灯泡、各种玻璃片等)把光投到测量区域,另外有一个相机捕捉测量画面,根据60条纤维长度的变化计算出带钢的延伸量等。主要测量数据为

式中:Iunit为带钢纤维长度延伸量;L为测量到带钢的纤维长度;L0为对应同一区域最短的纤维长度。
2 常见故障分析及处理措施
2.1 测厚仪
故障1:曲线显示凸度仪测得的厚度和测厚仪测得的厚度偏差大(见图1)。
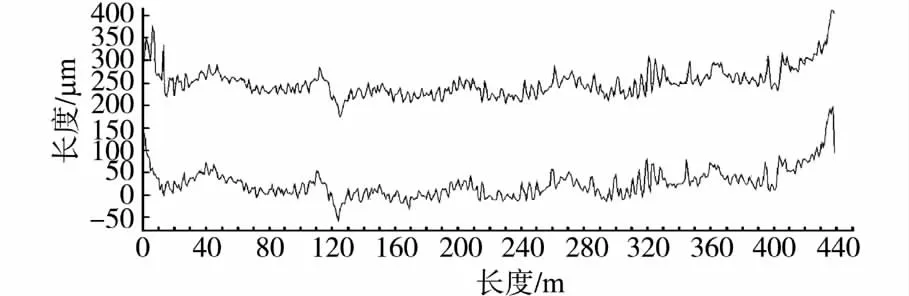
图1 测厚仪与凸度仪测厚偏差曲线Fig.1 Thickness deviation curves of the thickness gauge and profile gauge
首先要判断是测厚仪还是凸度仪有问题,测量画面的右上角有状态指示框,在Status状态栏和Events事件中检查是否有报警信息,如果仪表有问题就会有黄色和红色报警信息。然后在Measuring channels中查看CS值,如果低于0.90一般都是现场测量点有异物(一般都是掉氧化铁皮),需要到现场清除掉。可以在操作台移动C型架到检修位,清除完后再回到测量位。进入Control-Gauge control:C-frame(C 型架)measuring(测量位)parking(检修位),可以直接选择measuring和parking C型架就会移动,在移动过程中选中项会闪,到位后颜色会变绿。同时也可在现场面板操作,注意在现场操作时需要按下Local,离开时要复位。
故障2:B220(C型架内关键部位冷却水管路温度传感器)温度高于设定值(45℃报警,50℃仪表停止工作)导致仪表不能正常工作(跳高压等)。
故障判断:在Status和Events中有故障信息,如High voltage off等;在现场看报警灯的状态指示,正常情况下黄灯应该亮,而此时黄灯不亮白灯亮,说明产生射线的高压因为温度高已经停掉。处理过程:到水柜(TH+RS02)先把此管路内部的水放掉(此管路上方有出水口),把外部进水和回水开关关掉,在外部进水开关的上方有一过滤网,清洗过滤网。然后把外部进水和回水开关打开,B222(C型架内关键部位冷却水管路压力传感器)处有一开关,打开使外部进水流入C型架内关键部位冷却水管路 。此时B220的温度应低于设定温度。等温度下降到设定温度以下就可以上高压。首先确认X射线控制单元的钥匙开关已打开,然后选择“system”→“Devices”→“X-RayControl”→“Reset fault”→“HV Start”。仪表恢复正常。
故障3:仪表画面所有操作按扭都不允许操作。
当画面上所有的操作按钮都显示灰色,不允许操作时,需在程序中强制一个点,具体操作如下:在Total Command-d-Autrag-PA108621-… LCjobstart RE中双击打开-Conf CE TH-MC01,右键选中On line Test-ProgTHmeas:THmeas-THmeas-TH Digital:lib双击- +RS01A111-X1 1.1强制。强制完成后恢复正常。
2.2 凸度仪
故障1:C型架内关键部位冷却水管路(测量传感器+热交换器+激光)支路报流量低故障。
故障判断:在Status中有报警信息“laser coolant flow”“measuring transducer cooling flow low”;查看对应的输入点在System-Devices-InterbusI/OPR+RS03-A111IB IL 24DI 16In中“min.flow ok per.x laser”;在水柜PR+RS03中B213(C型架内关键部位冷却水管路(测量传感器+热交换器+激光))的流量低于2.5。处理过程:如果只是报警流量低,B213的值离设备停机设定值还有距离,一般是到检修时调冷却水管路的流量。还有一种可能是流量计有脏东西贴到测量区,此时把流量计拆下来用干净布或纸清洁。
故障2:报Interbus故障,模板坏。
故障现象为所有模板的信号都闪烁,在Status中报Interbus故障,查看Interbus中(见图2)可以看到是哪块模板有问题(出问题的模板有时电源指示灯不亮),对坏的模板进行更换。换上后在Interbus中按Confirm Error,如果信号模板还不能恢复正常,再按一下Start Process Data。这样故障就能消除掉。
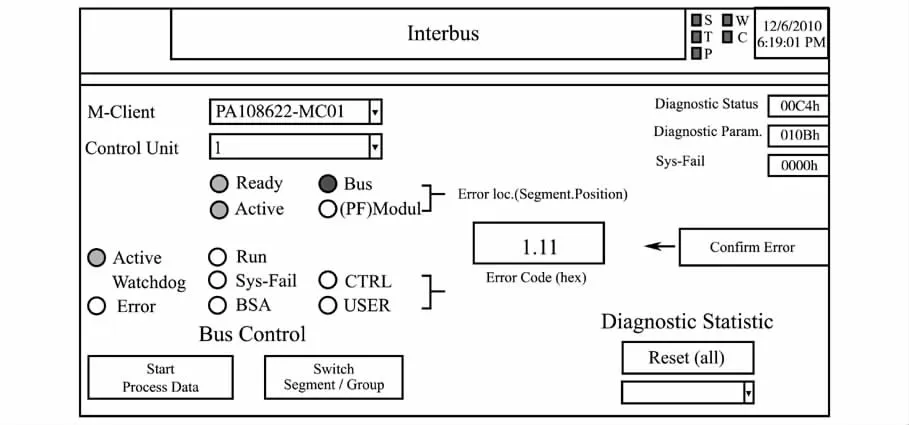
图2 凸度仪报Interbus故障画面Fig.2 Profile gauge newspaper Interbus fault screen
2.3 平直度仪
故障1:M-Server服务器连不上(图3的区域1)。
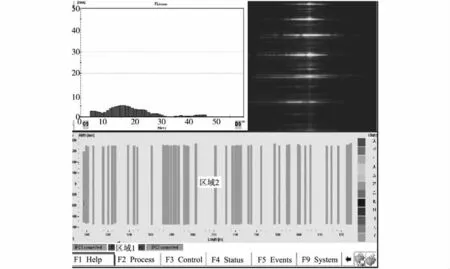
图3 平直度显示异常画面Fig.3 Flatness display abnormal picture
当M-Client数据处理器断电后,M-Server服务器总出现连接不上的问题(连接不上画面中显示红色。如区域1中的红色),3个 M-Server服务器若有2个连接上就不影响数据的传输。修改这个M-Client的CMOS设置可以重新连到 MServer,此时要把 M-Server上的键盘、鼠标连到M-Client上。按DEL进入设置,选CMOS设置:在Standard CMOS中 Drive A 把“1.44M,3.5”改为“None”;IDE Secondary Slave中把 Ac-cess Mode由“Auto”改为LBA。
故障2:测量画面会出现一条一条的或边部有毛刺,不能有效反映出钢板的表面质量,出现图3区域2的情况,需要重新获取标定画面,具体步骤 为:在 C-Program files-IMS Messysteme-PA108623-M-System 里面找到 Convey.bmp把它重命名为convey.old。然后用相机拍一个没钢时的图片,命名为Convey.bmp存到上面这个文件夹中;在相机画面中按"IPC"->"Send reference picture","IPC"->"Init IPC"。标定完成后此现象就会消失。
3 结论
德国IMS仪表在现场使用中稳定性非常好,在平时的维护中,要严格按照仪表的要求进行操作,对高压电缆头要定时涂抹硅脂,保证射线管和高压发生器能稳定运行。仪表测量精度高,响应速度快,为带钢板形的闭环控制提供了精准的数据,从而大大提高了带钢的产品质量。
[1]张树鹏.IMS凸度仪在热轧带钢中的应用[J].中国学术研究,2010,178(4):71-72.
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:12:58
冶金设备(2021年4期)2021-10-29 03:00:40
中南大学学报(自然科学版)(2020年11期)2020-12-18 06:26:56
重型机械(2020年3期)2020-08-24 08:31:40
石油化工建设(2020年1期)2020-08-24 07:02:04
电子测试(2018年18期)2018-11-14 02:31:08
商品与质量(2018年50期)2018-04-15 08:32:24
能源(2016年2期)2016-12-01 05:10:40
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27 06:31:55
化工管理(2015年9期)2015-03-23 11:39:44