细纱突发性条干不匀的原因及预防
2012-09-18 11:30台爱民
纺织器材 2012年5期
台爱民
(咸阳华润纺织有限公司,陕西咸阳 712000)
细纱突发性条干不匀的原因及预防
台爱民
(咸阳华润纺织有限公司,陕西咸阳 712000)
介绍细纱突发性条干不匀的波长范围及特点,分析机械波和牵伸波产生的原因;提出加强设备维修和基础管理,设定专人专项检查和维修,树立群防意识,短周期拉网检查的预防措施;指出,随着设备器材质量及其维修质量的提高,细纱工序突发性条干不匀产生的主要原因是运转中随机出现的问题,要找出规律,将控制突发性条干不匀的有效措施纳入日常工作,并形成制度以防患于未然。
细纱;突发性;条干不匀;罗拉;机械波;胶辊;牵伸波;预防
0 引言
成纱条干不匀是衡量纱线品质的主要指标之一,与后工序效率和织物的外观质量紧密相关。近年来,随着纺织技术的进步和纺纱厂资金投入的加大,装备水平得到提升,新型胶辊、无机械波罗拉等关键纺纱器材被广泛应用,因罗拉、胶辊偏心及齿轮缺损等机械缺陷造成的条干不匀已经很少,突发性条干不匀显得尤为突出,它既增加次品、降低联匹合格率,也影响着后工序的效率,是成纱的主要疵点,尤以细纱工序产生的居多,其特点是持续时间时长时短、偶发性较强、布面显现率高;所以,查找布面突发性条干不匀疵点产生的原因并采取有效预防措施十分必要。
1 细纱突发性条干不匀的波长范围及特点
根据条干不匀波谱理论,细纱工序产生条干不匀的波长范围为:πD~πD′E;其中D、D′分别为前、后罗拉直径,E为细纱牵伸总倍数。在棉纺细纱机取D、D′均为25mm,E取35倍(一般为20~45),则细纱产生条干不匀的波长范围约为7.8cm~274.7cm。
在最初出现突发性条干疵布时,由于原因不能确定,往往拆布绕纱后在条干仪上测试;再根据测试波谱图结果推断出产生工序和大致原因,然后针对性地检查和修复。经过几年积累,总结出布面突发性条干不匀多产生在细纱工序(一般细纱工序为83%,前纺工序为11%,其它工序为6%),其特点是突发性较强、布面显现明显;因之偶然性较强,故持续时间长短不一,有时即使原因未找到,一段时间后也会自行消失。
在长期追查突发性条干不匀(拆布试验和对应检查试验)过程中,比较典型的两例细纱突发性条干不匀波谱图和不匀曲线图如图1、图2所示。其中图1为机械波,其特点是在7.8cm~9.0cm区域有“烟囱”样的波峰,大部分在2.5cm(λ/3)、4cm(λ/2)附近有明显的谐波出现;图2为牵伸波,其波谱图中的波峰明显高于正常波峰曲线。

图1 突发性条干不匀机械波波谱图与曲线图
突发性条干不匀纱CV值相比正常纱的条干CV值明显恶化,常发性纱疵也随即大幅度增加(见表1)。

图2 突发性条干不匀牵伸波波谱图与曲线图
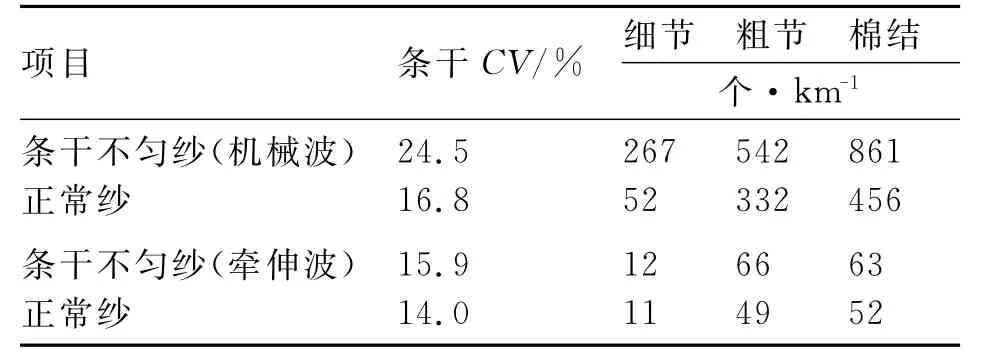
表1 突发性条干不匀纱与正常纱成纱质量对比
2 产生原因
2.1 产生机械波的原因
2.1.1 前罗拉、前胶辊机械缺陷,包括罗拉或胶辊偏心、轴承缺油、磨损、胶辊刀伤等。随着纺织企业加强管理、设备维修质量和罗拉、胶辊等纺纱器材质量的提高,此类问题已经很少。
2.1.2 前罗拉或胶辊嵌粘花衣、棉结等杂物。由于原棉中的糖分、未清理完的杂质等,在细纱工序牵伸后完全显露出来,加上温湿度(特别是夏天)等因素的作用,极易粘嵌入罗拉沟槽中(偶有胶辊粘连),从而使罗拉或胶辊形成了一个类似的偏心或椭圆而产生条干不匀,在波谱图中其谐波明显。个别粘嵌杂物在运转一段时间后会自行脱落消除,这也就是有时突发性条干疵布出现一段时间后自行消失的原因。此外,老式空调风道中随空调风吹落下的积尘、油花絮也是罗拉粘嵌杂物的一个原因,这类缺陷所产生的条干不匀波谱图和前罗拉(胶辊)偏心产生的不匀波谱图对比见图3。
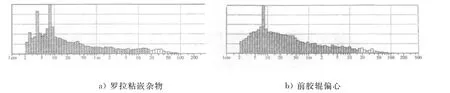
图3 不同原因所致条干不匀波谱图对比
2.1.3 前胶辊一端缠花后另一端纺纱。由于前胶辊缠花的影响,使另一端正在纺纱的前胶辊轴向加压不匀,从而产生机械性的条干不匀。
2.2 产生牵伸波原因
从理论上分析,细纱牵伸中的前、后区都有产生牵伸波条干不匀纱的可能;而在实际中,由后牵伸区所产生的牵伸波条干不匀鲜有出现;因此,这里主要探讨前牵伸区产生条干不匀的原因。
2.2.1 牵伸齿缺陷。由于维修不良或运转过程中轻重齿磨损、啮合不良等缺陷所产生的条干不匀。
2.2.2 上、下销失效。包括上销动簧片断损、变形,下销未安装到位,上销缺少隔距块、隔距块夹纸,上、下胶圈中间夹入(粗纱)工号纸、死花等,下胶圈缺损,上下胶圈握持失效、粗纱在后区打扭等。
3 预防措施
3.1 加强设备维修和基础管理
以上分析中,由于胶辊、罗拉偏心、缺油、齿部磨损等机械原因所占比例较小,这是以较高设备维修质量水平为前提的;所以提高设备(罗拉、齿轮)维修质量和胶辊制作质量、做好设备维修各环节的质量检查和把关至关重要。应切合企业实际,采用优质的罗拉、胶辊及轴承等,掌握关键专件、器材磨损规律,在出现突发性条干不匀前解决问题,如随保养擦车周期把罗拉用酒精揩擦一遍,可有效减少罗拉粘嵌杂物造成的条干不匀,在夏季还应缩短这个周期;应把各种设备维修和质量检查纳入正常的工作制度中,保证有一个较好的设备基础,才能使因罗拉、胶辊等机械缺陷造成的突发性条干不匀保持较少。
3.2 设定专人专项检查和维修
设专人对随时可能产生的罗拉或胶辊粘嵌杂物、上下销失效、罗拉或胶辊损伤等进行专项检查和维修(手感罗拉、胶辊、眼观前后区异常,发现问题卡纱修复),同时兼顾突发性条干不匀疵布的反馈追疵工作,发现问题则找出原因,尽量把问题控制在初生阶段,从而使条干不匀疵布得到有效控制。
3.3 树立群防意识
加强对值车工、落纱工、运转检修工等人员的质量意识培训,树立全员检查意识,对上、下胶圈夹纸(死花)、隔距块缺损、上下销失效等随时可能发生的问题,只有随时发现随时解决,才能最大限度地减少其造成的突发性条干不匀疵布。
3.4 短周期拉网检查
在有条件的情况下,可以采用较短周期(不超过3d)的拉网式全检测方式,及时发现落后锭子并进行修复,从而减少和杜绝突发性条干不匀的产生。
经过几年的努力,我们摸索出了控制突发性条干不匀的有效措施,并将其纳入日常工作中,形成制度固定下来,从而使突发性条干不匀疵布率由原来的2.5%降低到近年的0.13%~0.4%,并能够得到稳定保持。
4 结语
4.1 随着设备器材质量及其维修质量的提高,细纱工序突发性条干不匀产生原因发生了较大变化,正常生产运转中随机出现的问题成为主要原因;因此找出规律、采取有效的预防措施,是减少突发性条干不匀的关键。
4.2 要将控制突发性条干不匀的有效措施纳入日常工作中,并形成制度以防患于未然。
[1]刘荣清.棉纺规律性条干不匀的检测[J].棉纺织技术,2005,33(9):31-35.
[2]任秀芳,郝凤鸣.棉纺质量控制与产品设计[M].北京:纺织工业出版社,1990.
[3]肖国兰.电容式条干仪波谱图实例分析[M].北京:中国纺织出版社,1990.
[4]姚穆,周锦芳,黄淑珍,等.纺织材料学[M].2版.北京:中国纺织出版社,1990.
[5]徐少范.棉纺质量控制[M].北京:中国纺织出版社,2002.
TS101.91+4
B
1001-9634(2012)05-0032-03
2012-02-22
台爱民(1957—),男,山东济宁人,工程师,主要从事纺织生产技术管理和研究工作。
猜你喜欢
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
棉纺织技术(2021年6期)2021-12-22
丝绸(2021年8期)2021-09-06
国际纺织导报(2021年1期)2021-04-20
纺织器材(2015年5期)2015-12-19
纺织器材(2015年4期)2015-12-19
合成纤维工业(2015年3期)2015-08-05
山东纺织科技(2014年2期)2014-12-03
科技与创新(2014年8期)2014-07-17