基于慧鱼模型的柔性制造生产线设计
2012-09-18 02:19段振华吴张永王庆辉温成卓
重庆理工大学学报(自然科学) 2012年4期
段振华,吴张永,吴 喜,王庆辉,温成卓
(昆明理工大学机电工程学院,昆明 650093)
传统的机械加工是由车、铣、刨、磨、钻等通用机床组成的刚性生产线,要改变生产品种非常困难。柔性制造系统是结合传统加工工艺,由多台(种)数控机床或数组柔性制造单元、计算机信息控制系统及物料自动储运装置等组成的自动化制造系统,能根据加工对象变化迅速做出调整,具有生产效率高、周期短、应变能力大、设备利用率高、成本低等优点。为了适应多品种、小批量生产的需要,增加产品的市场竞争力,许多国家都在发展高度自动化的柔性制造系统[1]。慧鱼模型是在1964年由德国Arthur Fischer博士发明“六面拼接体”的基础上研发的一种具有高技术含量、便于展示科学原理及技术过程、提供创新实验载体的模型。其工业模型能还原任何技术过程,模拟实际工业生产和操作控制等,为科研创新及工业化生产的可行性论证提供保障[2]。
本文基于慧鱼模型模块化设计,创建了2台机床和物料储运装置组成的柔性制造生产线模型。机床能完成磨削、铣削2个工序,4条传送带组成的物料储运装置可实现自动化控制,使加工工件运送至指定位置。该柔性制造生产线能够实现对工件的连续加工,适应多品种、小批量生产的需要。
1 柔性制造生产线结构
基于慧鱼模型的柔性制造生产线模型如图1所示,主要由8个电机、7个行程开关、5个光电传感器和4条传送带组成。图中M1~M8为计算机控制的8个电机,其中:M4、M6为2个旋转电机,分别实现工件的磨削加工和铣削加工,是制造单元的核心;M1、M2、M3、M5、M7、M8 为直流伺服电机,执行动作后,M2、M7可根据指令选择是否改变加工工件的传送方向,M1、M3、M5、M8根据指令将加工工件送至指定位置,共同组成柔性制造生产线的传送单元;S1~S7、L1~L5为慧鱼模型智能接口板的12个输入:S1~S7为控制系统的7个行程开关,L1~L5为控制系统的5个光电传感器;C1~C4为柔性制造生产线的4条传送带。

图1 柔性制造生产线模型
2 柔性制造生产线的硬件设计
柔性制造生产线控制系统的硬件由1台便携式计算机作为控制计算机,通过慧鱼模型智能接口板的I/O通道将驱动部分的伺服电动机与参数检测部分的光电开关、行程开关相连,共同构成整个控制系统的硬件核心。慧鱼模型智能接口板上集成了开关量输入、输出接口,并自带微处理器,能通过串口与计算机相连,在计算机上编好程序后可直接移植到接口板自带的微处理器内[3]。智能接口板上还提供:8个数字输出M1~M8,可以为电动机、电磁铁、照明灯等;12个数字输入,可以为光敏传感器、热敏传感器、行程开关等。
3 柔性制造生产线的软件设计
计算机控制程序的开发是柔性制造生产线控制系统软件设计的关键,能使生产线模型按照预订的程序执行动作[4]。本文采用慧鱼模型专用软件LLWin3.0图形化编程技术开发控制程序,结合模块化设计方法[5],将设计的柔性制造生产线分为6个模块。
3.1 传送带C1控制
输送带C1的控制程序流程如图2所示。L1、L2负责检测传送带C1上是否有工件存在;M1用于驱动传送带C1直线运动。

图2 传送带C1控制程序流程
3.2 工件输入
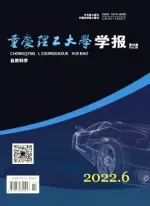
工件输入的控制程序流程如图3所示。M2负责控制传送带C1上的工件是否输入;M3用于驱动传送带C2直线运动;S1、S3通过工件的位置控制电机电路的通断;L3用于检测传送带C2上的工件是否到达指定位置。
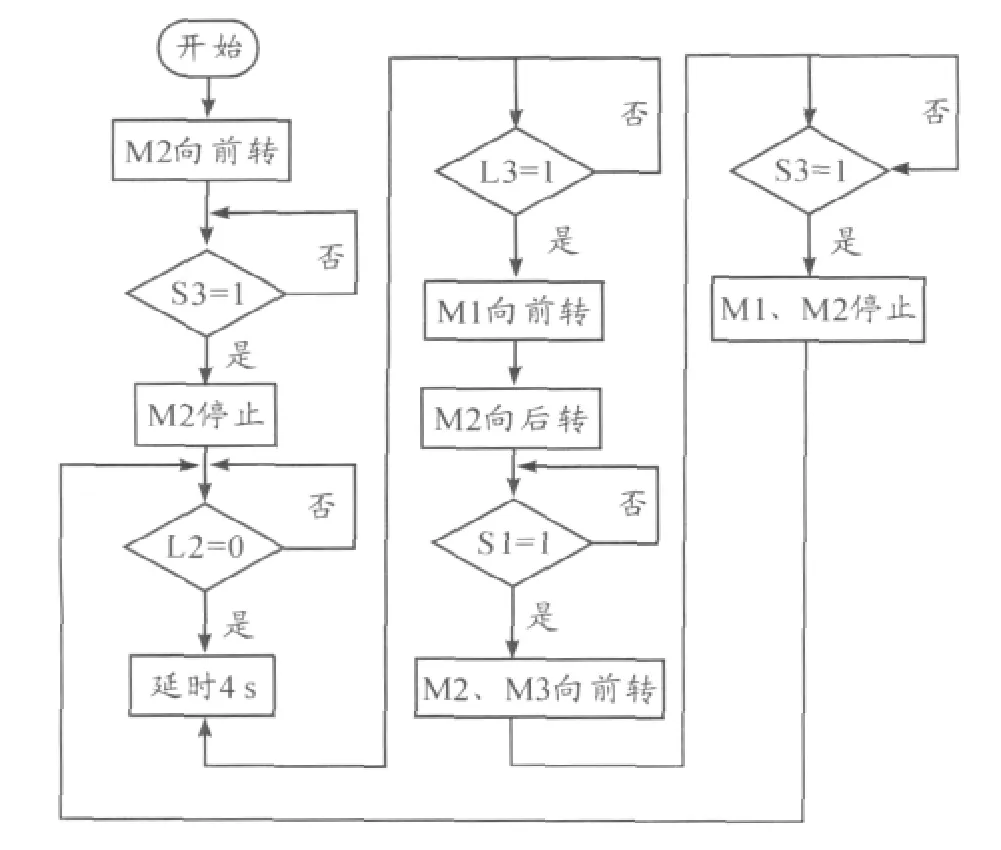
图3 工件输入控制程序流程
3.3 磨削加工
磨削加工的控制程序流程如图4所示。M4负责工件的磨削加工;L3、L4负责检测传送带C2、传送带C3上的工件是否到达限定位置;VAR1为变量1,用来说明磨削加工是否已经完成。

图4 磨削加工控制程序流程
3.4 铣削加工
铣削加工的控制程序流程如图5所示。M5负责驱动传送带C3直线运动;M6负责工件的铣削加工;L4、L5负责检测传送带C3、C4上的工件是否到达限定位置;VAR2为变量2,用来说明铣削加工是否已经完成。
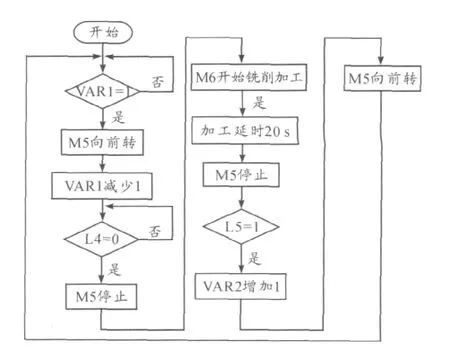
图5 铣削加工控制程序流程
3.5 工件输出
工件输出的控制程序流程如图6所示。M7负责控制传送带C4上的工件是否输出;S4、S5通过工件的位置控制电机电路的通断。
图6 工件输出控制程序流程
3.6 传送带C4控制
传送带C4的控制程序流程如图7所示。M8用于驱动输送带C4直线运动;L5负责检测传送带C4上是否有工件存在。

图7 传送带C4控制程序流程
系统工作时,光电传感器L1首先检测进料口是否有工件,如果进料口有工件且L2位置无工件时,计算机发出指令给电机M1,驱动传送带将工件送至L2位置。当光电传感器L3检测磨削加工位置无工件时,计算机发出指令给电机M2,带动上料口开启,并使电机M1、M3驱动传送带将工件送至磨削加工位置,同时旋转电机M4开始对工件进行磨削加工,加工持续预定时间后M4停止。此时,被加工工件等待光电传感器L4检测铣削加工位置是否有工件,如果有工件,被加工工件将等待此处工件加工结束;如果无工件,计算机发出指令给电机M3、M5,驱动传送带将被加工工件送至铣削加工位置,旋转电机M6开始对工件进行铣削加工,加工持续预定时间后M6停止。最后,工件在铣削加工位置等待光电传感器L5检测出料口是否有工件,如果无工件,计算机发出指令给电机M7,带动下料口开启,并使M5、M8驱动传送带将工件送至出料口,至此整个加工过程结束。
4 柔性制造生产线的运行结果
柔性制造生产线模型能够通过计算机软件的控制,按照编写的程序要求完成设计的工艺过程,其运动顺序、执行时间、控制方向准确。但生产线由于模型中行程开关与光电传感器的制造精度等级影响,未到达工业标准,运行中的启停位置与控制要求略有偏差。在柔性制造机床的应用过程中,设计者可根据使用要求选择一定精度的传感器来改善定位精度的不足。
5 结束语
针对一种柔性制造生产线进行了结构及软硬件设计,基于慧鱼模型模块化设计创建了该系统物理模型,并通过计算机控制程序的输入实现对工件的连续加工,能适应多品种、小批量生产的需要。同时,该柔性制造生产线可通过改变慧鱼模型的智能接口板来增加或减少模型的硬件组成,也可通过改变计算机控制程序来改变整套制造系统的加工顺序,完成不同种类、不同流程的加工内容,从而达到柔性制造生产线的标准,为柔性制造机床的开发提供了可靠保障。
[1]潘卫军.现代柔性制造技术及其发展[J].装备制造技术,2007(12):89 -92.
[2]曲凌.慧鱼创意机器人设计与实践教程[M].上海:上海交通大学出版社,2007.
[3]北京中教仪科技有限公司.慧鱼工程技术实验手册[K].北京:北京中教仪科技有限公司,2007.
[4]钟约先,林亨.机械系统计算机控制[M].北京:清华大学出版社,2001.
[5]曹红英,邓娜.基于慧鱼模型的无碰撞避障机器人的研究[J].仪器仪表用户,2009,16(2):7 -9.
[6]田志锋,尚宏利,姚威.自动化集成电镀生产线的生产调度问题[J].重庆理工大学学报:自然科学版,2011(6):38-44.
[7]雷刚,李方奇.不锈钢热连轧生产线中的精轧除鳞改造[J].重庆理工大学学报:自然科学版,2011(2):43-46.
猜你喜欢
机械工业标准化与质量(2022年9期)2022-09-30
石油沥青(2021年5期)2021-12-02
今日农业(2021年13期)2021-11-26
锻压装备与制造技术(2021年2期)2021-07-19
中学生数理化·高一版(2021年1期)2021-03-19
文化创新比较研究(2020年7期)2021-01-13
中学教学参考·理科版(2016年11期)2017-06-08
现代企业文化(2016年1期)2016-12-23
有色金属设计(2015年2期)2015-02-28
物理通报(2012年1期)2012-03-20