
粒径变化对沸腾床渣油加氢催化剂的影响
2012-09-15 08:30孙素华朱慧红
当代化工 2012年6期
李 新,王 刚,孙素华,朱慧红,刘 杰,杨 光
(1. 辽宁石油化工大学,辽宁 抚顺 113001; 2. 中国石化抚顺石油化工研究院,辽宁 抚顺 113001)
粒径变化对沸腾床渣油加氢催化剂的影响
李 新1,2,王 刚2,孙素华2,朱慧红2,刘 杰2,杨 光2
(1. 辽宁石油化工大学,辽宁 抚顺 113001; 2. 中国石化抚顺石油化工研究院,辽宁 抚顺 113001)
采用抚顺石油化工研究院(FRIPP)自主研发的微球形催化剂,以伊朗常压渣油(IRAR)为原料油,在间歇式高压反应釜内考察了粒径变化对沸腾床渣油加氢催化剂性能和加氢反应后催化剂性质影响。结果表明:减小催化剂粒径可以提高脱金属率、脱硫率、残炭转化率。生焦后催化剂的比表面积、孔容损失严重。
沸腾床;渣油加氢;催化剂粒径;催化剂性能
随着石油资源日益紧缺,原油品质不断变重变劣[1]。成品油需求结构也在发生变化,锅炉及船舶的重质燃料油需求量在逐年减少,而优质车用轻质燃料油以及化工原料的需求量在逐年增加[2,3]。人们对环境保护认识的提高,以及环保法规越来越严格的要求等因素的作用,都极大的促进了重质油、渣油加工向轻质化、环境友好化的方向发展。渣油加氢工艺是重油轻质化加工方式之一,主要分为固定床、移动床、沸腾床和悬浮床。沸腾床加氢工艺比固定床加氢工艺具有更宽泛的原料适应性,更长的运转周期,更好的传质、传热效果,更高的催化剂利用率,以及装置有更大的操作灵活性等优势[4-5]。从上世纪中后期,特别是90年代后,沸腾床渣油加氢技术得到更好的发展和应用。目前工业化的沸腾床渣油加氢工艺有H-Oil和LC-Fining两种工艺[6-7]。据统计,从2000年以来,国外新建的沸腾床加氢裂化装置多于渣油固定床加氢装置,以满足劣质重油深度加工的需要。
催化剂在沸腾床渣油加氢中具有十分重要的作用。催化剂的物理、化学性质对产品的分布、转化率、杂质脱除率以及对催化剂的活性降低进而失活都有极大的影响[8]。本文考察催化剂粒径变化对渣油沸腾床加氢催化剂的影响。
1 实验部分
1.1 实验设备及原料
实验所用反应器为紧固螺栓型高压反应釜。原料油采用伊朗常压渣油(IRAR)。原料油主要性质见表1。催化剂采用抚顺石油化工研究院(FRIPP)自主研发STRONG沸腾床渣油加氢微球形催化剂。催化剂为同一批次制得的微球形催化剂,通过机械筛分得到不同粒径的催化剂样品。催化剂粒径尺寸见表2。
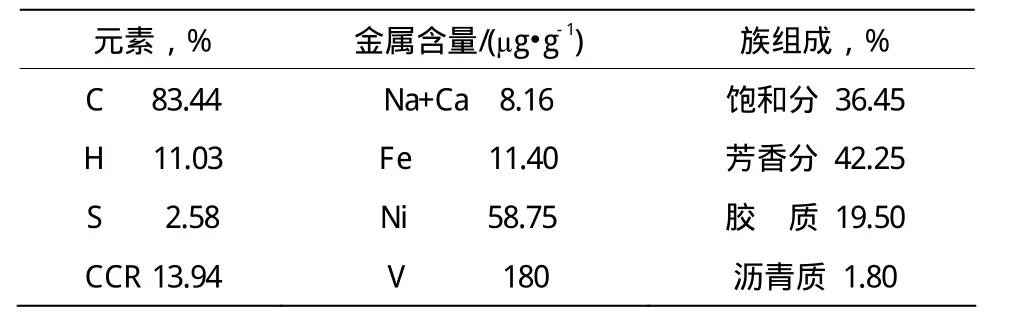
表 1 原料性质Table 1 Properties of the feedstock
1.2 实验条件及样品处理
实验条件:反应氢压15 MPa,反应温度430 ℃,油剂比为13︰1,反应时间1 h。生成油从釜体中倾倒出用滤纸过滤后,对油品检测分析。反应后催化剂用甲苯在索氏脂肪抽提器中进行连续抽提,直至溶液变清澈透明为止。取出催化剂干燥后备用分析。
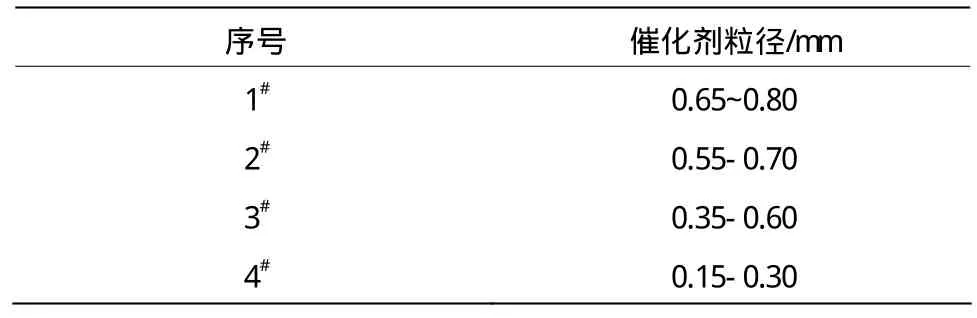
表 2 催化剂粒径大小Table 2 The particle size of catalyst
1.3 样品表征
利用IRIS Advantage HR 型全谱直读电感耦合等离子发射光谱仪测定金属含量;采用VARIO EL元素分析法测定碳、氢、硫含量;利用薄层色谱法进行SARA四组分对渣油族组成分析;在WRT-3P型微量热天平上完成生焦催化剂的热重分析(TG);采用Micromeritics ASAP 2405型N2吸附脱附仪,测定催化剂孔结构。
2 结果与讨论
2.1 粒径变化对沸腾床渣油加氢催化剂性能影响
2.1.1 粒径变化对催化剂脱金属性能影响
粒径变化对金属脱除率变化曲线如图1所示。随催化剂粒径的减小,金属脱除率升高。粒径变化时对钠钾脱除率影响较大,镍钒重金属有更高的脱除率。钒和镍在石油中主要是以卟啉和非卟啉配合物的形式存在,大部分分布在渣油中的胶质、沥青质中,要想使金属脱除需打破原有结构[9]。渣油加氢裂化,特别是其中的胶体大分子反应属内扩散过程控制步骤。减小催化剂粒径,有利于增大催化剂外表面积,减小内扩散距离,增大吸附脱附速率,这对加氢脱金属是极为有利的。因此,减小催化剂粒径,提高了催化剂活性,有利于脱除沥青质中的金属,提高了金属脱除率。
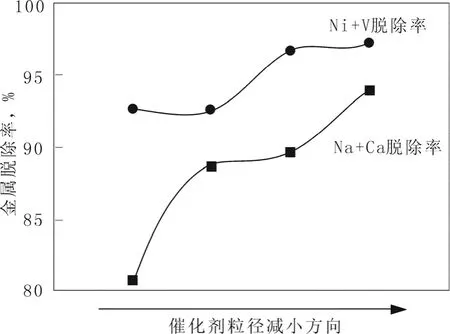
图1 粒径大小对脱金属率的影响Fig. 1 The effect of particle size on HDM ratio
2.1.2 粒径变化对催化剂脱硫、脱残炭性能影响
粒径变化对加氢脱硫、加氢脱残炭的影响如图2所示。随催化剂粒径的减小,残炭转化率、脱硫率相应升高。粒径变化对脱硫率影响更大一些。渣油沥青质中含有复杂的含硫化合物。硫原子不仅与碳结合,还经常与金属结合在一起。这就增加了脱除的难度。催化剂粒径减小,增大了催化剂外表面积,减小内扩散距离,有利于增加渣油大分子与活性中心接触几率,增加了含硫化合物的脱除。减小催化剂粒径,对脱硫、脱残炭都是有利的。
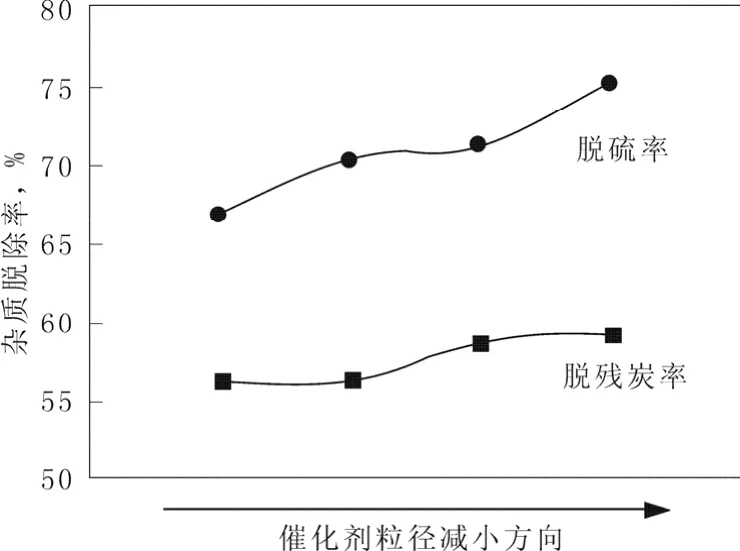
图2 粒径大小对渣油脱硫率、脱残炭率的影响Fig. 2 The effect of particle size on HDS and HDCCR ratio
2.1.3 粒径变化对胶质沥青质转化影响
催化剂粒径对胶质、沥青质转化率的影响曲线如图3所示。随催化剂粒径的减小,生成油中的饱和分升高,芳香分、胶质有减小的趋势;沥青质转化率出现先升高后降低的趋势。这可能由于芳香分、胶质被加氢饱和,特别是胶质含量的降低,导致沥青质组分被胶溶的能力下降,进而导致沥青质的增多。催化剂粒径减小,其活性增强,转化深度加大,液相产品饱和度升高,不利于胶体体系的稳定性。在一定范围内减小催化剂粒径,对胶质、沥青质转化才是有利的。
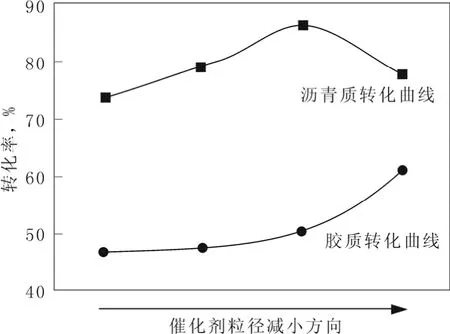
图3 粒径大小对胶质、沥青质转化率的影响Fig. 3 The effect of particle size on resin and asphaltene
2.2 粒径变化对沸腾床渣油加氢催化剂性质影响
2.2.1 催化剂上金属含量分析
生焦催化剂上镍钒含量列于表3中。随催化剂粒径的减小催化剂上金属含量有增加的趋势,镍和钒的增加量明显。金属从反应油转移到催化剂上。小粒径的催化剂由于增加了催化剂外,减小了内扩散距离,加快了反应进行,具有更好的反应活性。小粒径催化剂可以脱除油品中更多的金属。但同时增加了金属在自身上的沉积量,加速了催化剂的失活。

表3 催化剂镍钒含量Table 3 Ni and V content in catalyst
2.2.2 催化剂的热重分析
图 4为生焦催化剂热重分析结果。从图可见,TG曲线有两处明显失重阶段,低于200 ℃时,催化剂的失重是因为催化剂表面吸附少量水和相对低分子量的残留挥发物所致。在300~600 ℃区域,由于积炭的氧化分解所致,这时TG曲线变化明显,是主要失重区。600 ℃以后没有明显失重峰,TG曲线稳定。图5为不同粒径催化剂在300~600 ℃失重比例及催化剂上碳元素分析。数据显示,随催化剂粒径的减小,催化剂上积炭量呈现先增大后略有减小的趋势。TG曲线失重峰面积大小较好的验证了这一点。

图4 生焦催化剂热重分析Fig. 4 The TG analysis of coked catalyst
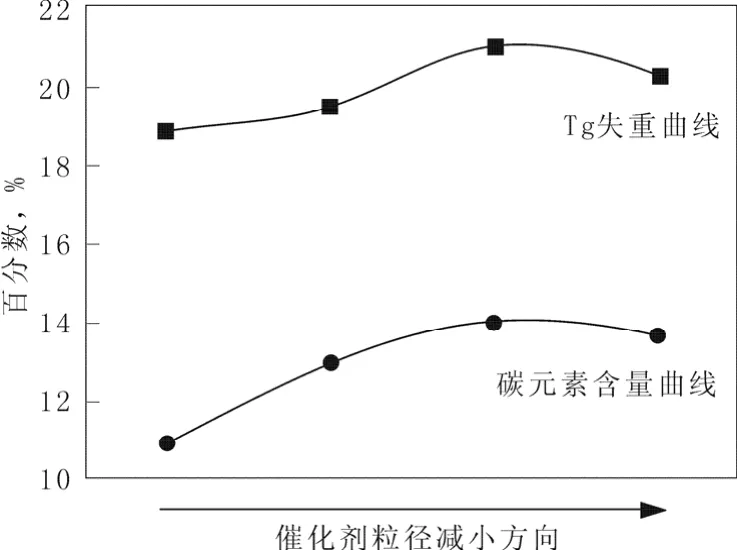
图5 生焦催化剂碳含量Fig. 5 The carbon content of coked catalyst
随催化剂粒径减小,其活性不断增强,进而加氢裂化深度加大,胶质饱和度增加,焦炭前躯物产生量相应增加,此时内扩散阻力较大,焦炭前躯物扩散速率降低,增加了停留时间,进而有部分转化为了焦炭。催化剂粒径继续减少,内扩散阻力减小,有利于焦炭前驱物的脱附,缩短停留时间,所以焦炭沉积又出现减小的现象。由于催化剂内扩散影响,使催化剂上焦炭沉积量呈现先增后减的变化趋势。生焦量的增加不仅影响产品收率,部分活性中心覆盖失活,因此生焦导致催化剂初期失活的主要原因之一[9]。
2.2.3 催化剂的孔结构分析
积炭导致催化剂的比表面、孔容大量损失,损失量百分比(与新鲜催化剂相比较)分别列于图6、图7中。从图中可以看出,催化剂孔容损失较大,损失40%左右。比表面积损失率从6.5%到13.0%不等。比表面积、孔容的损失率随粒径减小有减小的趋势。

图6 生焦催化剂比表面损失率Fig. 6 The loss rate of specific surface of coked catalyst
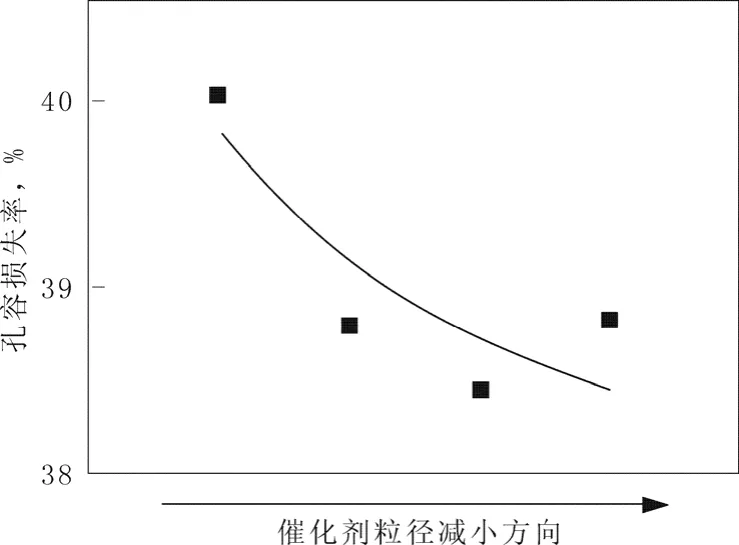
图7 生焦催化剂孔容损失率Fig.7 The loss rate of pore volume of coked catalyst
生焦前后,催化剂孔结构和比表面发生明显变化[10]。这可能由于渣油分子进入催化剂孔道内,在孔道内活性中心上发生反应,进而在孔道内形成积炭使催化剂由于生焦而失活。为了验证孔容、比表面的损失主要是由焦炭沉积引起的,对生焦催化剂进行烧焦处理,分析孔性质,结果显示损失的大部分孔容、比表面得以恢复。因此,焦炭沉积是初期催化剂孔容、孔径及比表面积变化的主要原因。焦炭改变催化剂孔性质,使其比表面积、孔容减小,部分活性中心被覆盖,从而催化剂活性降低。减小催化剂粒径,可以减缓这种趋势。
3 结 论
(1)随催化剂粒径的减小,金属脱除率、脱硫率、残炭转化率都会不同程度的提高;减小催化剂粒径,胶质转化率提高,沥青质转化率呈先增高后降低的趋势。
(2)随催化剂粒径减小,催化剂上焦炭沉积量出现先增多后减少的变化趋势;金属沉积量增多;孔容、比表面损失率逐渐降低。减小催化剂粒径对渣油加氢反应是有利的。
[1] Lara A,Leger M W,Auers J.Crude Oil Price Forecasting:A Statistical Approach//NPRA 2007 Annual Meeting,San Antonio:NPRA[C].2007.
[2] 方向晨.国内外渣油加氢处理技术发展现状及分析[J].化工进展,2011,30(1):95-104.
[3] 王钥,齐邦峰.渣油加氢结焦反应条件的研究[J].石油化工高等学校学报,2009,22(2):41-44.
[4] 刘显法.劣质重油改质、加工技术进展及展望:国际炼油进展交流会[C].2009-03.17-03.18.
[5] 姚国欣.渣油沸腾床加氢裂化技术在超重油改质厂的应用[J].当代石油石化,2008,16(1):23-29.
[6] Roberto,Galiasso,Tailleur.Effect of recycling the unconverted residue on a hydrocracking catalyst operating in an ebullated bed reactor[J].Fuel Processing Technology,2007,88(5):779-785.
[7]Jean Marc Schweitzer,stéphane Kressmann. Ebullated-bed reactor modeling for residue conversion [J]. Chemical Engineering Science,2004,59(22-23):5637-5645.
[8] 黄忠涛.工业催化剂手册[M].北京:化学工业出版社,2004.
[9] 阙国和.石油组成与转化化学[M].东营:中国石油大学出版社,2008.
[10] 陈士锋,杨朝合.渣油加氢转化催化剂初期结焦规律的研究[J].燃料化学学报,2001,29(5):395-399.
Effect of Changing Particle Size on the Residue Hydrogenation Catalyst in an Ebullated Bed
LI Xin1,2,WANG Gang2,SUN Su-hua2,ZHU Hui-hong2,LIU Jie2,YANG Guang2
(1. Liaoning Shihua University,Liaoning Fushun 113001,China; 2.Fushun Research Institute of Petroleum and Petrochemicals,Liaoning Fushun 113001,China)
Taking atmospheric residue from Iran as feedstock, effect of the particle size of catalyst on properties of residue hydrotreating catalyst in an ebullated bed was studied in an autoclave,which used microspherel-catalyst developed by FRIPP. The results show that the HDM, HDS and HDCCR ratio increase along with decreasing of the particle size of catalyst. For the coked catalyst, the specific surface area and pore volume greatly decrease.
Ebullated bed; Residue hydrotreating; Particle size of catalyst; Performance of catalyst
TE 624.9+3
A
1671-0460(2012)06-0558-04
2012-04-20
李新(1985-),男,山东德州人,在读硕士研究生,研究方向:沸腾床渣油加氢工艺研究。E-mail:lixinxuexi@126.com。
猜你喜欢
石油炼制与化工(2023年1期)2023-02-07
能源化工(2022年3期)2023-01-15
神经损伤与功能重建(2020年11期)2020-12-01
净水技术(2020年12期)2020-02-16
广东医科大学学报(2020年6期)2020-02-06
石油沥青(2019年4期)2019-09-02
世界有色金属(2018年13期)2018-09-12
石油炼制与化工(2018年5期)2018-03-23
石油学报(石油加工)(2018年1期)2018-03-05
北京航空航天大学学报(2017年9期)2017-12-18
