
关于抗冲击聚苯乙烯(PS-1)悬冲强度测试结果再现性的探讨
2012-09-15 08:30蔡莲婷周玉新何永钊
当代化工 2012年6期
蔡莲婷,周玉新,何永钊
(1. 中国石化广州分公司, 广东 广州 510700; 2. 中国石油抚顺石化公司乙烯化工厂, 辽宁 抚顺 113004)
关于抗冲击聚苯乙烯(PS-1)悬冲强度测试结果再现性的探讨
蔡莲婷1,周玉新2,何永钊2
(1. 中国石化广州分公司, 广东 广州 510700; 2. 中国石油抚顺石化公司乙烯化工厂, 辽宁 抚顺 113004)
抗冲击聚苯乙烯(PS-1)悬臂梁缺口冲击强度测试是与制样、环境状态调节、铣缺口、测试环节等多个要素相关的条件实验,这些实验条件直接影响了冲击强度的再现性。由于仪器等条件限制,目前国内各生产厂家执行的制样及检测标准不完全一致,导致分析结果可比性差。本文注重讨论如何提高PS-1悬臂梁冲击强度测试结果的再现性问题,使不同生产企业的抗冲击聚苯乙烯(PS-1)的悬臂梁冲击强度结果有较好的可比性。
制样条件;铣缺口;测试条件;相对偏差;正交实验设计;数理统计;再现性
抗冲击聚苯乙烯(全文简写为PS-1)是一种重要的热塑性塑料,国内生产能力约为50万t,分布在全国近10个省份。因其具有较好的抗冲性能被广泛地应用于家电、汽车、家庭用具等各行业。悬臂梁缺口冲击强度(aIa)是标志其抗冲性能优劣的一个重要指标,目前国内生产厂家及塑料测试检验中心通常直接采用现行国标《GB/ T 1843 塑料 悬臂梁强度是测定》,或根据引进的设备技术条件,参照ISO180:2000、ASTMD256等标准制定各自的企标,例《盘锦FINA测试标准》、《抚顺GB/T-1 843》、广州石化《塑料产品标准汇编》等进行悬臂梁冲击测试实验。悬臂梁缺口冲击强度是一个多要素条件实验,由于涉及的分析步骤复杂,试验条件要求较多,同一个分析者数据的重现性都较难控制。目前由于各企业采用不同的制样及测试标准,更加大了各实验室的相对偏差,导致各生产企业之间的测试结果可比性差,客户难以根据生产企业提供的测试结果判定产品的优劣档次。这一问题已经引起国内塑料测试专家的重视并正着手进行一系列的改进工作。本文在主要讨论影响抗冲击聚苯乙烯的悬冲强度影响因素的基础上,浅谈几点相关标准的修订建议,供大家参考。
1 试验部分
仪器和设备
悬臂梁冲击仪: TINIUS OLSEN Willow Crovs PA USA;
铣缺口机:Test Mschined INC;
测厚仪:Mitutoge made in Japan;
注射机:1)VAN DORN DEMAG Compang, 美国;
2) JM80 MIIV 国产;
3) Batlenfeld BA-C888/170 进口;
4) JSW—J75SSⅡ型 日本;
5) BYK-CARDNER USA Sliver Spring MD20910美国。
2 结果和讨论
2.1 制样条件影响 aIa的因素
2.1.1 注塑温度与aIa结果的关系
PS-1属于无定型聚合物,无明显熔点,熔融温度的范围较宽,热稳定性较好,在140~260 ℃宽阔的范围之间没有热降解发生。但从图1可以看出,PS-1在注射成型过程中,随着熔体温度的升高,高聚物分子链的热运动增加,分子链段发生热降解,使平均相对分析量降低,导致样条的机械强度下降[1]。目前国内各厂家采用的注射温度基本相同。并从图 1中可以看出在一定的温度范围内温度对 aIa影响相对较小。
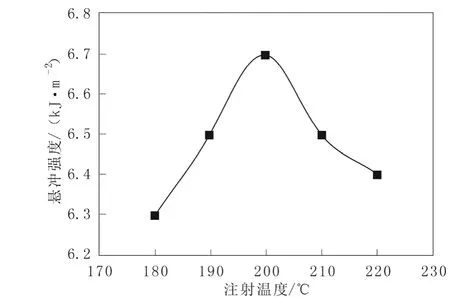
图1 注射温度与aIa关系图Fig.1 The relationship diagram between injection temperature and aIa
2.1.2 注射压力与aIa的关系
注射压力对于增加 PS-1熔体的充模性非常有利(见图2)。从图2可以看出,随注射压力的增加高分子链段在流动方向上的排列更加有序,成型样条的收缩率减小,被测样条的悬冲强度也随之增加[2]。国标中规定的压力范围为(4+1)MPa;盘锦、广石化、巴斯夫等厂家的企标并没有严格规定注射压力,而以样条平整、无凹陷、收缩率小来确定注射压力,大致压力范围在5~9 MPa 之间。
2.1.3 保压时间对aIa的影响
保压压力和保压时间对凝固点和制品收缩率有明显的影响,延长保压时间有利于推迟凝固点,减少制品收缩率(见图3)。提高注射样条的分子排列,使大分子在恒定的压力下沿注射方向有序排列,使高聚物的悬冲强度增大[2]。
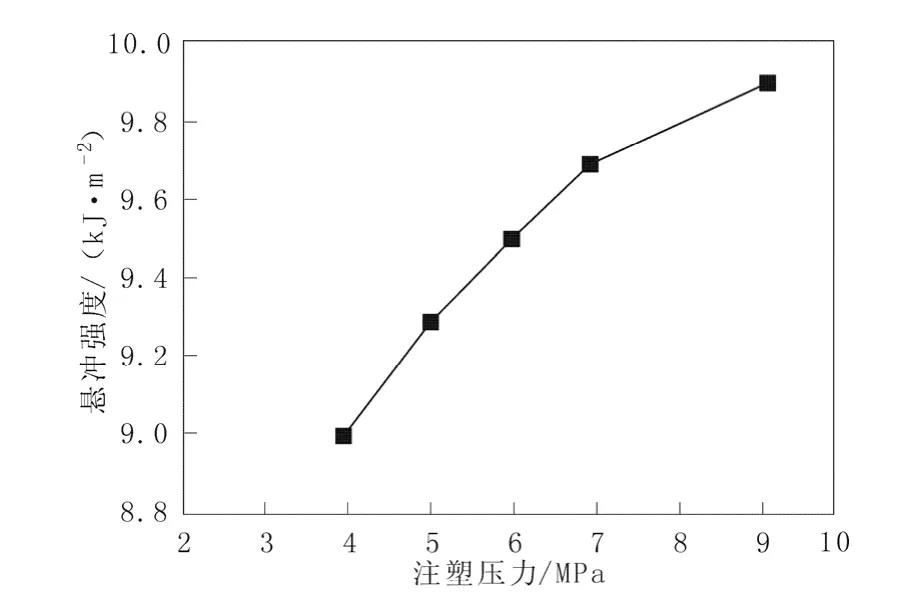
图2 注射压力与aIa的关系Fig.2 The relationship diagram between injection pressure and aIa
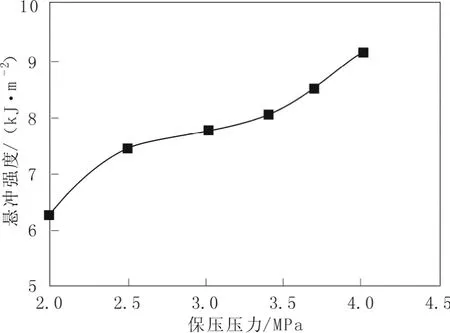
图3 保压压力与aIa关系图Fig. 3 The relationship diagram between hold pressure and aIa
2.1.4 模具温度、注射速度对aIa的影响
模温主要影响样条在模腔中的流动和冷却,但模温较低,会导致冷却速度过快,分子内应力得不到释放,导致悬冲强度减小。而注射速度过高,膜腔内的空气难以及时排除,引起制品表面不光洁,冲击强度下降。
2.1.5 同一批PS-1在不同注射条件下aIa的比较
由于目前国标、ASTM、ISO、DIN等有关悬冲强度的测试项目的制样标准仅对注射速度、注射温度、及模具温度有一定的规定,并且执行范围较宽[3]。而对影响悬冲强度结果比较重要的注射条件如注射压力、保压压力、保压时间、及注射时间等均没有具体要求,从而引起各单位的测试结果可比性较差。见表1、表2。

表1 同一批物料在国内厂家注射测试的实验结果Table 1 Injection test results of the same batch of material in different units kJ/m2
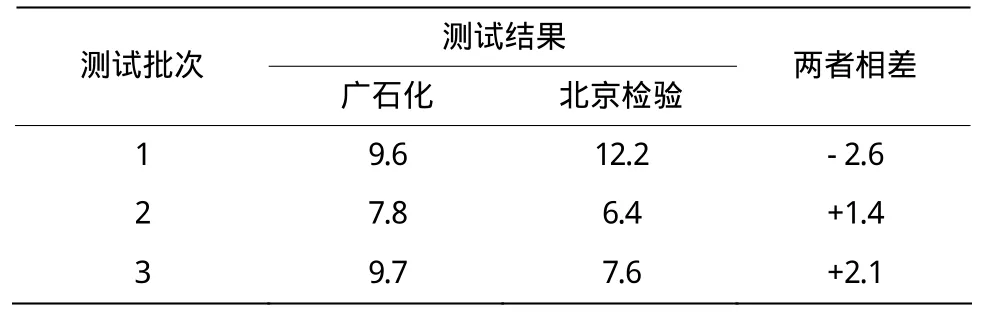
表2 两批物料在广石化及北京检验中心测试结果Table 2 Test results of two batch of material in Guangzhou Petrochemical Company and Beijing test center kJ/m2
从表1、表2可以看出,由于各分析检验单位选用的注射机、注射模具及注射条件不同,其实验室的分析测试结果之差达到60%,从表2还可以看出不同时间的分析结果波动范围较大。
2.2 样条选择对aIa结果的影响
目前国内厂家由于引进技术的不同,样条的选择也有所不同,采用国标及引进FINA技术的厂家在127 ×3.17×12.7的弯曲样条上截取实验样条;采用德国及ASTM标准的厂家在拉伸样条的中间部分截取12.7 ×63.5×3.17规格的样条进行悬冲实验。采用拉伸样条比采用弯曲样条测试的悬冲结果较大。这主要因为注塑时模腔大,易较快地释放注塑压力对分子链及分子支链的挤压力,使内应力减小,并且由于回冲压力小,更利于分子链在恒定保压压力下沿注射方向有序地进行分子排列,使悬冲强度提高[4]。
2.3 测试方法对aIa结果的影响
2.3.1 测试温度对aIa的影响
按目前的标准规定,物性测试的环境温度应控制在(23+2)℃,(50+5)%的环境下,环境温度稍高悬冲结果也略有增加,因此应严格控制测试环境的温湿度。
2.3.2 进刀速度和铣刀对aIa结果的影响
对缺口加工速度与悬冲强度的关系进行考察时发现在较低的加工速率下,速度变化对结果的影响不明显,但当加工速度超过700 r/min时,铣刀与样条的摩擦力增大,速度升高,缺口稍有变形,曲率半径增大,应力集中的程度减小,抗冲结果偏大。铣刀的锐利程度同样影响测试结果。见表3。
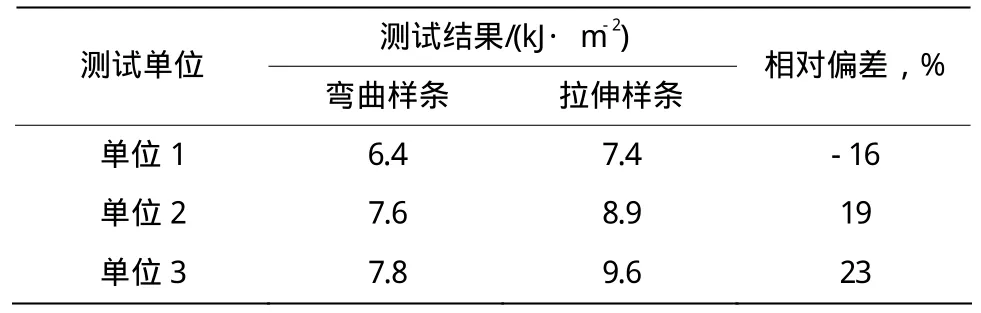
表3 不同单位两种样条测试结果比较Table 3 Comparison of test results of two samples in different laboratories
2.3.3 夹紧力对aIa结果的影响
悬臂梁冲击实验夹持力的大小直接影响悬冲结果的重现性和再现性,现各厂家执行标准中均规定试样在夹持台中不得有扭曲和侧面弯曲,冲击后剩余样条的截断面与夹持台上表面基本平行说明夹持力适中。根据大量实验证明,夹持力小由于有回弹力,使结果偏大。因此在实验中同一组实样夹持力保持不变。
2.3.4 铣刀方式、摆锤能量、及冲击速度和人为因素对aIa结果的影响(表4)
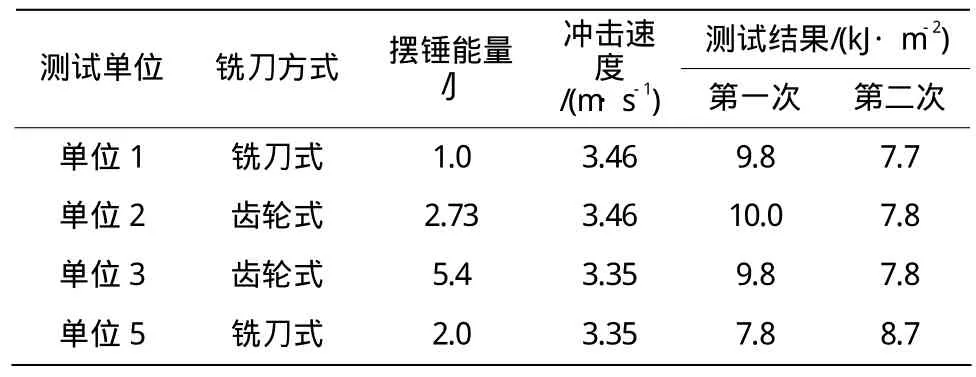
表4 同一样条在不同单位的测试结果比较Table 4 Comparison of test results of one sample in different laboratories
从以上对比实验结果可以看出,由不同单位测试人员采用不同的摆锤能量、冲击速度及铣刀方式等实验条件,但测试结果的再现性较好,因此可以看出测试仪器、基本相同的测试条件对悬冲强度再现性影响较小。
2.3.5 数据处理对测试结果再现性的影响(表5)
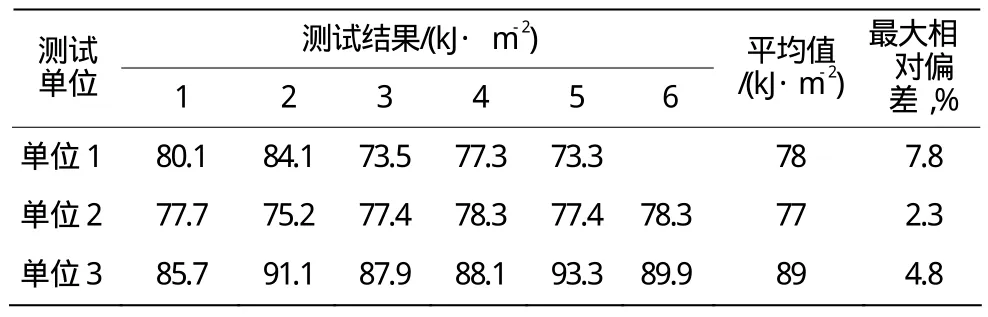
表5 各实验室一组数据平均相对偏差比较Table 5 Comparison of average relative windage of a batch of data in different laboratories
塑料力学性能测试遵循统计力学理论,目前国标、ASTM、ISO、DIN等测试标准对悬冲强度测试结果的精密度没有具体的规定,每一实验室对测试结果的选取均有不同的规定,其一组样条数据重现性差别较大[4]
。从以上数据可以看出,对分析数据经过统计力学处理的单位3的一组测试数据结果再现性较好。
3 结 论
(1)通过以上对比实验及理论分析可知,由于悬臂梁冲击实验是一种对各测试因素要求非常高的条件性实验。目前国内执行的制样及测试标准中对测试结果再现性的主要条件(例注射压力、保压时间、保压压力、样条选择等),均没有详细的规定,造成国内悬冲强度的再现性差。给客户做产品质量比较产生一定的困扰。
为解决这一问题,国家塑料测试委员会于2000年 11月在北京怀柔召开的标准修订会议建议各生产厂家订购统一的对称式模具。减少样条选择带来的偏差。
(2)从一系列实验数据可以看出,影响目前国内 PS-1的主要因素为制样条件,建议在国内主要生产厂家的实验室内,采用正交实验设计法,筛选影响悬冲结果的主要因素,找到最佳实验条件后,在全国范围内进行对比实验,在不违反ASTM、ISO、DIN等目前世界主要大企业应用标准的基础上,补充规定适合于全国主要生产厂家的统一的注射温度、注射压力、保压压力、保压时间、模具冷却时间等主要注射条件,提高测试结果再现性[2]。
(3)从国内实验室之间数据对比可以看出,在严格执行测试标准的情况下,PS-1悬臂梁缺口冲击强度测试结果的再现性较好。如能根据国内具体情况补充规定影响测试结果的操作细则,例铣刀使用寿命、进刀速率、摆锤能量、夹持力等操作条件,将进一步减少测试及人为误差。
(4)从对比数据可以看出,在处理测试结果时,引入置信度为95%概念,(即采用数理统计的T分布检验法),可以提高实验室测试结果精密度,及实验室之间测试结果的再现性。使国内生产厂家的测试结果具有一定的可比性,与国际先进技术接轨,真正提高我国的PS-1产品质量。
[1]王兴天.塑料成型技术[M]. 北京:化学工业出版社,1997:62-77;183-219.
[2] 周维祥.塑料测试技术[M]. 北京:化学工业出版社,2001:418-429.
[3]全国塑标委石化塑料树脂产品分会塑料标准大全[S]. 北京:中国标准出版社,2005:96-105.
[4]高分子化学及物理学[M]. 北京:中国轻工业出版社, 243-246.
Discussion on Reproducibility of Test Results of Izod Impact Strenth of Polystyrene(PS-1)
CAI Lian-ting1,ZHOU Yu-xin2,HE Yong-zhao1
(1. Sinipec Guangzhou Branch, Guangdong Guangzhou 510700,China;2. PetroChina Fushun Petrochemical Company Ethylene Chemical Factory, Liaoning Fushun 113004, China)
The test of Izod notched impact strength of PS-1 relates to sample preparation, environmental state regulation, milling notch, test course and so on. These test conditions influence the reproducibility of impact strength test results. Because of the restriction of instruments, sampling and test standard adopted by national laboratories is inconsistent, which results in poor comparability of analysis results. In this paper, how to improve the reproducibility of Izod impact strength test results of PS-1 was discussed, which can result in preferable comparability of analysis results of Izod impact strength of PS-1 in different production enterprises.
Sampling condition; Milling notch; Test condition; Relative deviation; Orthogonal experimental design; Mathematical statistics; Reproducibility
TQ 325.2
A
1671-0460(2012)06-0555-04
2012-04-29
蔡莲婷(1966-),女,山东莱州人,工程师,1989年毕业于辽阳石油化工高级专科学校。近年主要从事塑料物性测试方法的研究,参与国家塑料标准委员会的前期数据收集及部分标准的修订工作。E-mail:cailianting.gzsh@sinopec.com。
猜你喜欢
山东冶金(2022年2期)2022-08-08
安徽师范大学学报(自然科学版)(2022年3期)2022-07-14
数学小灵通(1-2年级)(2021年10期)2021-11-05
数学小灵通(1-2年级)(2020年12期)2021-01-14
矿山安全信息(2021年25期)2021-01-03
制造技术与机床(2017年7期)2018-01-19
软件(2017年6期)2017-09-23
计算机测量与控制(2017年6期)2017-07-01
小学阅读指南·低年级版(2016年10期)2016-09-10
化学分析计量(2016年1期)2016-03-14
