
瓷砖抛光轨迹对振动影响的实验研究
2012-09-15 08:49:16邵俊鹏
振动与冲击 2012年18期
邵俊鹏,徐 斌
(哈尔滨理工大学 机械动力工程学院,哈尔滨 150080)
陶瓷抛光砖表面平整而且光亮,但是微观结构确是凹凸不平。对瓷砖微观结构的研究,国外对此做了大量研究。Hutchings等[1]对瓷砖的微观结构进行了研究,得出瓷砖微观结构对磨头磨损的影响很大。Campos等[2-3]提出利用废物生产瓷砖,并提出了瓷砖的回收和利用。Rahaman等[4-7]利用分类技术、智能机器对瓷砖的表面缺陷进行检测。加工瓷砖的主要设备是摆动式瓷砖抛光机,Sousa等[8-10]对瓷砖加工过程中的运动进行了分析。李松等[11-12]通过试验得出瓷砖的抛光轨迹是呈“Z”字形。钟保民等[13-14]研究得出瓷砖的进砖方向会影响瓷砖的平整度和轨迹。瓷砖在加工过程中,由于摆动式抛光机振动的存在,致使瓷砖产生碎裂。国内高校和企业都对瓷砖抛光机的振动故障进行了大量研究。如:汤迎红等[15]优化了抛光盘的凸轮曲线,解决了柔性冲击问题。吴南星等[16]用加水方法控制噪声。陈彩如等[17]对抛光机水平方向的抛光过程进行了建模和仿真,得出了平面抛光时当量磨削量的分布规律。陈丽芬等[18]对利用功率谱分析磨头的故障。程洪涛等[19-21]磨头轴的模态、以及动态特性进行了分析。上述已对瓷砖的微观结构、瓷砖的抛光轨迹、抛光机振动进行了研究。瓷砖的微观结构、瓷砖的抛光轨迹、抛光机振动三者之间的关系及其影响却没有研究,也未见该类文章发表。而瓷砖微观结构轨迹对振动却有着重要影响,这也是企业所要迫切了解的问题。
本文在前人的研究基础上,对粗、中、精抛工序中的瓷砖进行了实验研究,通过SEM实验得出瓷砖的微观轨迹;通过振动实验得出抛光机磨头的振动,并得出瓷砖微观轨迹对振动的关系及其影响。研究结果对瓷砖、和磨头的研究提供理论依据。
1 摆动式磨头的运动原理
瓷砖的宽度大于磨头的直径,为了完整加工瓷砖所需运动有:① 磨头的转动;② 磨头的摆动。③瓷砖的进给运动。摆动抛光磨头的运动原理如图1所示。传送带2驱动瓷砖给进,同时旋转磨头1在横梁的带动下,在A、B两极限位置之间来回的摆动。磨头在瓷砖上的抛光轨迹如图2所示。抛光轨迹为“Z”形轨迹。

2 磨粒破碎瓷砖模型
瓷砖的破碎过程为:在磨头压力F和扭转力矩T的作用下,瓷砖表面首先生成粉屑,并在磨粒前面形成压实体。在磨粒的挤压和拉应力的作用下,磨粒前方的瓷砖被压碎成小块,并飞溅出去。同时,在压力F的作用下,磨粒下方产生裂纹,裂纹沿着与瓷砖表面垂直的方向和磨粒前进的方向扩展。与瓷砖表面平行的裂纹扩展轨迹为弧形,最终扩展到瓷砖表面,形成大块磨屑。然后如此循环下去。如图3所示。
由磨削破碎瓷砖过程都要经历由小块脆裂到达块崩裂的发展过程。可以得出磨粒破碎瓷砖的过程具有间断性。磨头的压力F的扭转力矩T均随着小块的碎裂的出现而迅速波动,并在主裂纹扩展成大磨屑崩碎之前达到最大值。作用力迅速下降,磨粒前移,继而重复磨削破碎过程。磨头的压力F随着磨削深度H的增加而增加,这个规律也是磨削脆性材料的普遍规律。
3 实验
3.1 瓷砖微观抛光轨迹
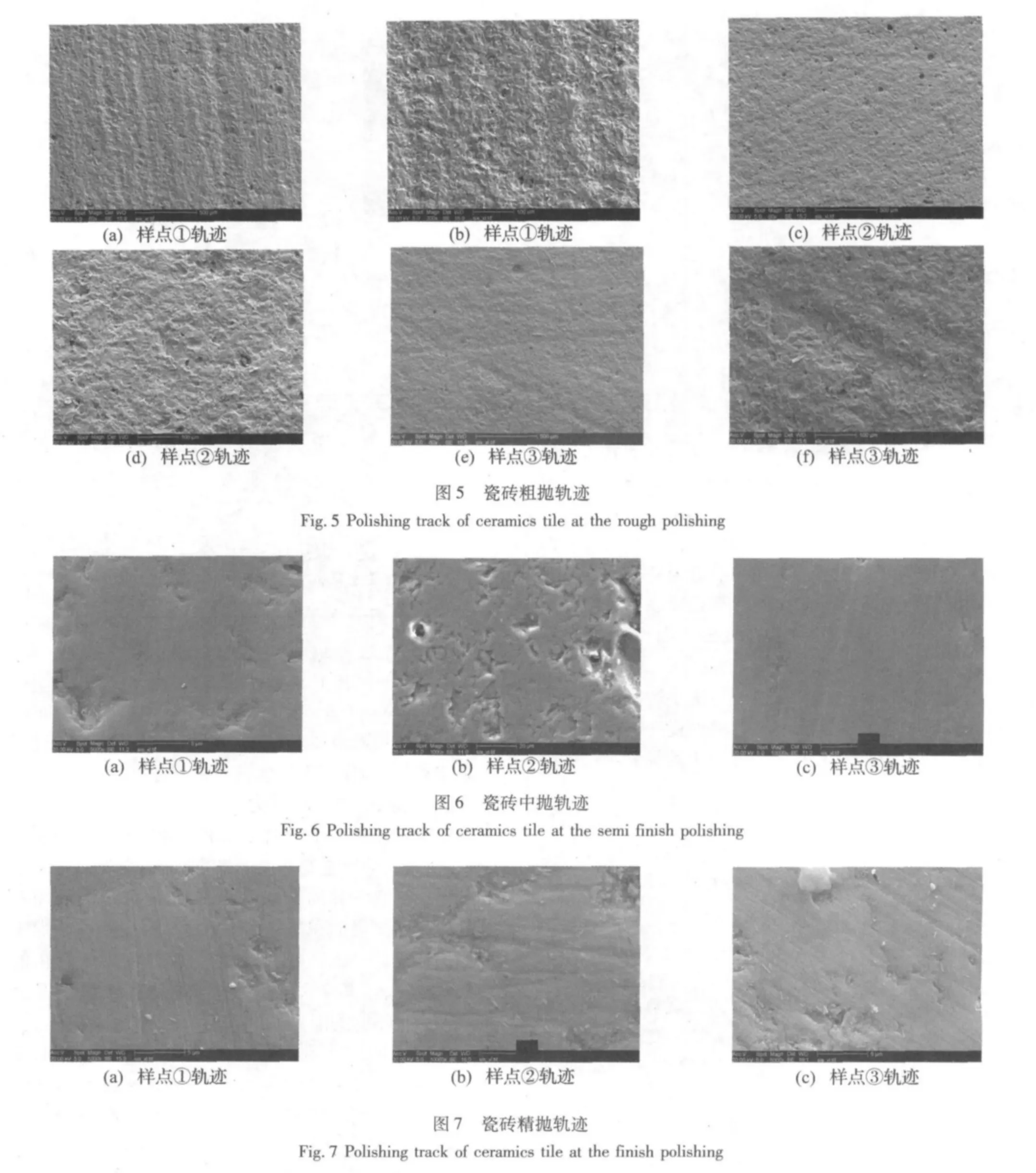
为了研究瓷砖表面不同部位的微观轨迹,以SD-286型瓷砖抛光生产线为例进行实验。实验的工序为粗抛、中抛、精抛,实验所用瓷砖规格为800 mm×800 mm。瓷砖成分为:石英、长石、高岭土。在每道工序加工后的瓷砖中挑一块瓷砖为对象,在瓷砖上取3个样点,如图4所示。样点①对应图1中的磨头的极限位置B,样点②对应图1中的磨头的极限位置A。对样点进行电镜扫描,电镜型号为:FEI Sirion。实验结果如图5~图7所示。
图5(b),图5(d),图5(f)是分别对图5(a),图5(c),图5(e)同一点放大200倍后的微观形貌图。
图5(a),图5(b),图5(e),图5(f)中样点①、③的轨迹相互平行,并且间隔距离大,轨迹清晰。平行轨迹的深度大于样点②的交叉轨迹。
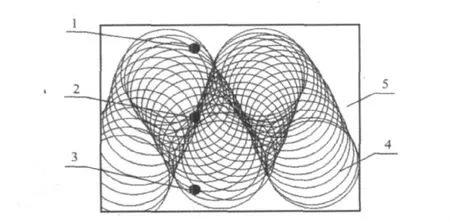
图4 瓷砖取样点示意图Fig.4 Schematic diagram of the sampling points of ceramics tile
由磨粒破碎瓷砖模型分析可知,磨头磨削力F磨削深度的增加而增加。并且磨削力F在破碎瓷砖过程中是波动的。因此,平行轨迹处的磨削力F及其波动性大于轨迹交叉处的磨削力。
图5(c)、图5(d)为样点②的形貌,该处轨迹相互交叉,交叉处的轨迹宽度大于平行宽度,交叉点中间堆积着大小形状各异的磨屑,纵横轨迹的扇形裂纹相互连接。裂纹扩展面积进一步扩大,各轨迹间的未加工表面很难辨认。轨迹交叉时,磨粒挤压瓷砖所产生的裂纹趋向于,与其交叉的沟槽裂纹扩展,因此,交叉处的磨粒在很小的磨削力F的作用下,可将瓷砖破碎。
王成勇等[22-23]利用金刚石对大理石进行划伤,得出切削轨迹交叉时的磨削力比切削轨迹平行时小30%~50%。大理石和瓷砖同属脆性材料,该研究结果也有力的说明了,瓷砖轨迹交叉处的破碎现状。
图6、图7是瓷砖中、精抛后瓷砖取样点的形貌。从图中可以看出,中、精抛不再是以裂纹扩展破碎为主,中抛以犁沟为主,精抛以划擦研磨为主。对比图5~图7看出,粗抛是脆性破碎,中、精抛是塑性流变。
从图6、图7中样点①、②、③看出,样点①、③的轨迹是平行轨迹,取样点②是交叉轨迹。瓷砖在磨粒的压力的作用下,平行轨迹发生塑性流变,将瓷砖的犁沟和划痕缺陷填充,形成平整的表面。交叉轨迹处,刻痕清晰,无裂纹。
由于中精抛只是研磨,无微裂纹破碎,因此,磨削力F较小且波动性很小。
3.2 磨头振动实验
为了确定抛光机粗、中、精抛光加工阶段磨头在瓷砖取样点上的振动,按照表1参数进行了磨削振动试验,对SD-286型抛光生产线中的粗、精瓷砖抛光机磨头进行实验,如图8所示。实验仪器为TV100测振仪、SD1406压电式传感器。利用压电式传感器测量X、Y、Z三个方向的振动加速度。分别对粗、中、精抛工序抛光机上的每个磨头在瓷砖3个样点上测得X、Y、Z三个方向的振动加速度数值,求平均数后的结果如表2所示。
前面分析得出,粗抛时,以脆性碎裂为主,平行轨迹处的磨削力大并且波动大。交叉轨迹磨削力小,波动也小。从表2的实验数据得出:粗抛磨头在瓷砖3个取样点上的振动不一样,样点①、③的振动大于样点②的振动。由前述所知,样点①、③对应着瓷砖的平行轨迹,样点②对应交叉轨迹。

图8 实验装置Fig.8 Schematic diagram of experimental equipment

表1 磨头振动加速度实验参数Tab.1 Vibration acceleration experimental parameter of grinding head
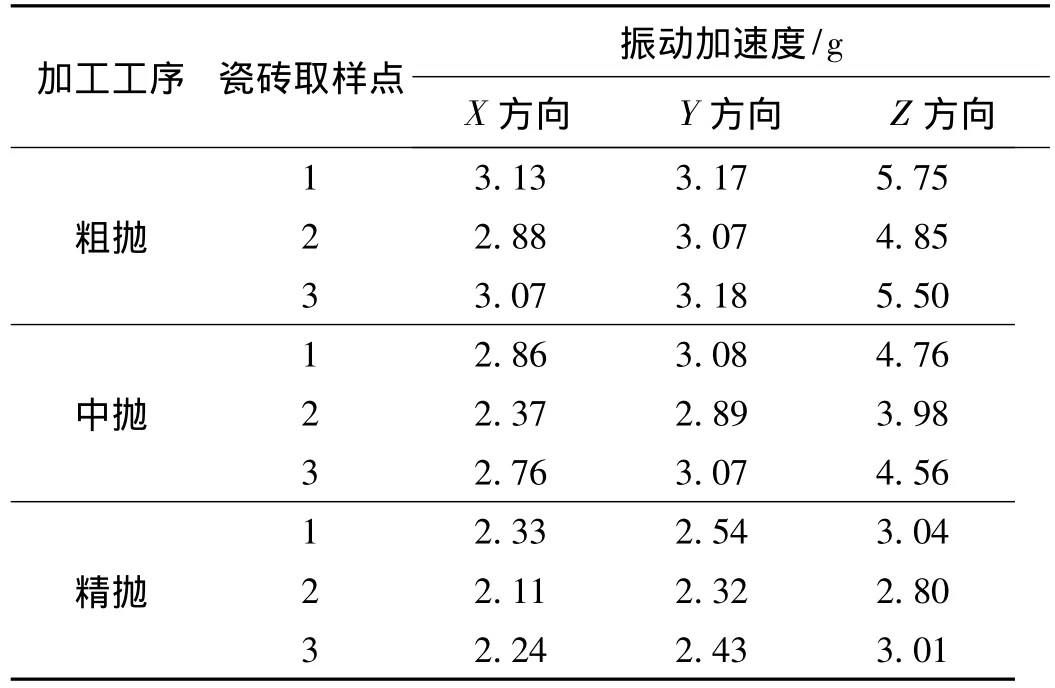
表2 磨头振动加速值对比表Tab.2 Numerical contrast of vibration acceleration of grinding head
中、精抛也表现出了同样的特点。中、精抛以研磨抛光为主,磨削力小并波动小。从表2看出,中、精抛的振动小于粗抛。
综上实验数据和分析得出:平行轨迹处振动大,交叉轨迹处振动小。中、精抛以塑性流变为主,平行轨迹和交叉轨迹处的振动都不大,相差很小。
平行轨迹对应着瓷砖的两端极限位置,交叉轨迹对应着瓷砖的中间。即磨头摆动到两端位置时,振动大。而摆动到瓷砖中间位置时,振动小。中、精抛时,由于平行轨迹和交叉轨迹处的振动相差很小,磨头在整个摆动过程比较平稳。
4 结论
(1)瓷砖两端抛光轨迹为平行轨迹,中间轨迹为交叉轨迹。
(2)平行轨迹处振动大,交叉轨迹处振动小。
(3)粗抛时,瓷砖以脆性碎裂为主。中、精抛时,以塑性流变为主。
(4)粗抛时,振动不平稳,两端大,中间小。中、精抛时,振动平稳。
[1] Hutchings I M,Xu Y,S'anchez E,et al.Porcelain tile microstructure:implications for polishability[J].Journal of the European Ceramic Society,2006(6):1035-1042.
[2] Campos L F A,Menezes R R,Lisboa D,et al.Experimental design to maximize the waste content in ceramic bricks and tiles[J].Ceramica,2007(53):373-380.
[3] El-Fadaly E,Bakr I M,Abo Breka M R.Recycling of ceramic industry wastes in floor tiles recipes[J].Journal of American Science,2010(10):241-247.
[4] Rahaman G M A,Hossain M M.Automatic defect detection and classification technique from image:a special case using ceramic tiles[J].International Journal of Computer Science and Information Security,2009(5):22-30.
[5] Keser T,Hocenski Z,Hocenski V.Intelligent machine vision system for automated quality control in ceramic tiles industry[J].Strojarstvo,2010,52(2):105-114.
[6] Sidjanin L,Rajnovic D,Ranogajec J,et al.Measurement of vickers hardness on ceramic floor tiles[J].Journal of the European Ceramic Society,2007,27(2-3)1767-1773.
[7] Costa C E,Petrou M.Automatic registration of ceramic tiles for the purpose of fault detection[J].Machine Vision and Applica-tions,2000,11(5):225-230.
[8] Sousa F J P,Hosse D S,Aurich J C,et al.Simulation and analysis of an alternative kinematics for improving the polishing uniformity over the surface of polished tiles[J].Vboletin De La Sociedad Espanola De Ceramica,2010,49(4):247-252.
[9] Suratwala T I,Feit M D,Steele W A.Toward deterministic material removal and surface figure during fused silica pad polishing[J].Journal of the American Ceramic Society,2010,93(5):1326-1340.
[10] Wang C Y,Wei X,Yuan H.Polishing of ceramic tiles[J].Materials and Manufacturing Processes,2002,17(3):401-413.
[11] 李 松,郑 超,黄瑞文.抛光砖面磨抛均匀性浅析[J].陶瓷,2005(7):19-22.LISong, ZHENG Chao,HUANG Rui-wen. Studyon homogeneity of the surface of polished tiles[J].Ceramics,2005(7):19-22.
[12] 郭 立,李伟平.瓷质砖抛光机磨削效率分析[J].中国陶瓷工业,1999,6(4):14-20.GUO Li,LI Wei-ping.Analysis of grinding effi-ciency of ceramic tile polishing machine[J].China Ceramics Industry,1999,6(4):14-20.
[13] 钟保民.砖坯抛光进砖方向对抛光砖平整度的影响[J].佛山陶瓷,2000(4):23-25.ZHONG Bao-min.Effect of direction of incoming tile on the tile surface smoothness[J].FoShan Ceramics,2000(4):23-25.
[14] 况学成,马光华,朱小平,等.大规格抛光砖抛后变形问题的初步探讨[J].中国陶瓷工业,2000(1):8-20.KUANG Xue-cheng, MA Guang-hua, ZHU Xiao-ping.Probing preliminary into deformation of polished tiles after polishing[J].China Ceramics Industry,2000(1):18-20.
[15] 汤迎红,吴运新,周 鹏.陶瓷抛光机磨头凸轮的改进设计[J].机械工程师,2006(3):58-60.TANG Ying-hong,WU Yun-xin,ZHOU Peng. Improved design for grinding head’CAD of ceramic polishing machine[J].Mechanical Engineer,2006(3):58-60.
[16] 吴南星,朱金贵,肖任贤.陶瓷用抛光机磨头声-结构分析及噪声控制[J].陶瓷学报,2009,30(1):101-105.WU Nan-xing,ZHU jin-gui,XIAO ren-xian.Sound-structure analysis and noise control of ceramic polisher’s grinding head[J].Journal of Ceramics,2009,30(1):101-105.
[17] 陈彩如,谭建平.大规格陶瓷砖抛光过程仿真与实验研究[J].中国陶瓷,2008(44):45-48.CHEN Cai-ru,TAN Jan-ping.Numerical and exper-imental investigation into polishing process of large tiles[J].China Ceramics,2008(44):45-48.
[18] 陈丽芬,吴运新,周 鹏,等.功率谱分析在抛光机磨头故障诊断中的应用[J].机械工程师,2006(2):119-121.CHEN Li-fen,WU Yun-xin,ZHOU Peng,et al.Application of spectrum analysis in grinding head ofpolisher[J].Mechanical Engineer,2006(2):119-121.
[19] 程洪涛,尹小定,薛 丽,等.陶瓷抛光机磨头主轴的模态分析[J].佛山陶瓷,2008(11):26-28.CHENG Hong-tao,YIN Xiao-ding,XUE Li,et al.Modal analysis of grinding head mainshaft of ceramic polishing machine[J].FoShan Ceramics,2008(11):26- 28.
[20] 陈 就.抛光机磨头驱动部件的动态特性分析[J].佛山陶瓷,2002(6):24-26.CHEN Jiu.Properties of driving part in polishing machine grinder[J].FoShan Ceramics,2002(6):24-26.
[21] 聂陶荪,冯 浩.抛光机磨头主轴动力分析[J].中国陶瓷工业,2000(7):16-18.NIE Tao-sun,FENG Hao.The dynamic analysis of the primary shaft of the polisher grinding wheel[J].China Ceramic Industry,2000(7):16-18.
[22] Wang C Y,Clausen R.Marble cutting with single point cutting tool and diamond segments[J].International Journal of Machine Tools&Manufacture,2002,42(9):1045-1054.
[23] 胡珊珊.金刚石工具磨削脆硬材料的加工表面形成机理[D].广东:广东工业大学,2009.
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16 07:53:24
湖北植保(2022年4期)2022-08-23 10:51:52
一重技术(2021年5期)2022-01-18 05:41:52
土壤(2021年1期)2021-03-23 07:29:06
制造技术与机床(2018年12期)2018-12-23 02:40:58
制造技术与机床(2018年10期)2018-10-13 06:36:40
土壤学报(2017年5期)2017-11-01 09:21:27
汽车维修与保养(2017年6期)2017-09-11 12:39:19
小学生作文(低年级适用)(2016年9期)2016-11-11 06:31:53
中国设备工程(2014年2期)2014-02-28 13:43:44
