地下卷取机卷取过程的有限元动态仿真
2012-09-14 07:29:16卢舒心
武汉科技大学学报 2012年4期
卢舒心,吕 勇
(武汉科技大学机械自动化学院,湖北武汉,430081)
地下卷取机卷取过程的有限元动态仿真
卢舒心,吕 勇
(武汉科技大学机械自动化学院,湖北武汉,430081)
卷取机卷取过程是一个影响因素十分复杂的非线性变形过程,与传统的静态仿真相比,卷取动态仿真能清晰地观察到卷取各个时刻带钢和卷筒的受力情况。以某厂卷取设备卷取某型号带钢为例,利用有限元仿真软件进行三维动态仿真,为卷取机卷取过程仿真提供一种新的方法。
卷取机;有限元;动态仿真
地下卷取机是卷取带钢的重要设备,其用途是把轧制后的热轧带钢卷成钢卷。该设备广泛应用于带钢热连轧、薄板坯连铸连轧生产线上。卷取机卷取过程是一个影响因素非常复杂的非线性变形过程,利用计算机仿真软件可以在设备制造或卷取生产之前模拟其卷取过程的变形受力,以代替物理模拟实验和现场试验,避免物理模拟实验的经费投入和现场试验的损失,为优化卷取工艺和改进产品精度与性能提供理论依据。本文利用有限元软件对某厂主轧线卷取设备卷取某型号带钢的过程进行三维实体卷取动态仿真,分析卷取过程带钢和卷筒表面受力情况,以对该卷取机的承载能力进行评估。
1 卷取机工作原理
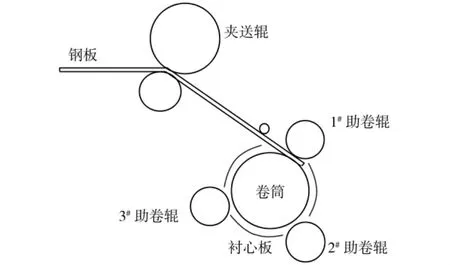
图1 卷取设备结构简图Fig.1 Structure diagram of down-coiler
图1所示为卷取设备结构简图。如图1所示,带钢经层流冷却达到所需卷取温度后,由夹送辊上下辊的弯曲作用及入口导板的引导,开始插入到卷筒与助卷辊的间隙中,这时1#助卷辊压下;带钢继续卷入,当带钢头部进入2#助卷辊与卷筒的缝隙后,2#助卷辊压下;同样,3#助卷辊也在带钢头部进入后压下。3个助卷辊依次压下,使得带钢发生弯曲,紧紧缠绕在卷筒上。如此卷取3~4圈后,助卷辊松开,此时带钢依靠形成的卷取张力进行自动卷取,进入正常卷取状态[1]。
2 卷取有限元模型的建立
2.1 建立几何模型
某厂卷取设备和某型号带钢主要几何尺寸如表1所示,其运动参数如表2所示。
本研究主要分析卷取过程中卷筒和带钢的受力情况,为了节约仿真时间,设仿真开始时刻为带钢插入到卷筒与助卷辊的间隙中,1#助卷辊刚刚压下的时刻,着重分析带钢在卷筒上的卷取过程。

表1 卷取设备和卷取带钢的主要几何尺寸(单位:mm)Table 1 Main geometric sizes of steel plate and down-coiler

表2 卷取设备和某型号带钢主要运动参数Table 2 Main motion parameters of steel plate and downcoiler
要分析卷筒受力情况,卷筒表面需选用柔性模型,但是在有限元软件中并不方便给柔性单元加载角速度,故在此采用刚性单元带动柔性单元的思路来实现仿真目的。具体操作如下:建立两个共线的大小不等的矩形,旋转生成两个圆柱体,然后将它们接触的体、面、线彼此粘贴起来;大圆柱体设为卷筒柔性层,小圆柱体设为卷筒刚性层,角速度和约束都施加在刚性层上,卷筒受力变形则在柔性层上分析。
由于整个模型关于生产线中心线对称,故只需取带钢宽度的1/2进行建模。除卷筒之外的部件可以在PRO/E中建模再导入有限元软件中,卷筒则采用上述方法进行建模。在有限元仿真软件中建立的卷取机几何模型如图2所示。

图2 卷取机几何模型Fig.2 Geometric model of down-coiler
2.2 选择单元类型
根据所建立的有限元模型中的带钢尺寸分析,在仿真过程中,选择符合实际工况的实体单元即8节点六面体单元,可节省计算时间并在大变形条件下增加仿真的可靠性。
2.3 设置材料属性
助卷辊、衬心板、挡板和卷筒刚性层在卷取过程中基本上不发生变形,因此在模拟中将它们定义为刚性体,即保证在模拟中带钢不会穿透助卷辊的刚性面,同时可以大大缩减显示分析的计算时间。对这些刚性体设置各自的平动约束和转动约束。
带钢在卷取过程中发生反复弹塑性变形,属于大应变问题,所以带钢单元选用双线性各向同性材料模型。卷筒柔性层选用各向同性弹性模型。
带钢、卷筒刚性层和柔性层的密度为7 850 kg/m3,弹性模量为2.1×1 05MPa,泊松比为0.3;带钢的屈服极限为400 MPa,切线模量为1 000 MPa。
2.4 划分网格
设定带钢长度方向划分为300等份、宽度方向划分为20等份、厚度方向划分为3等份,其单元网格如图3所示。
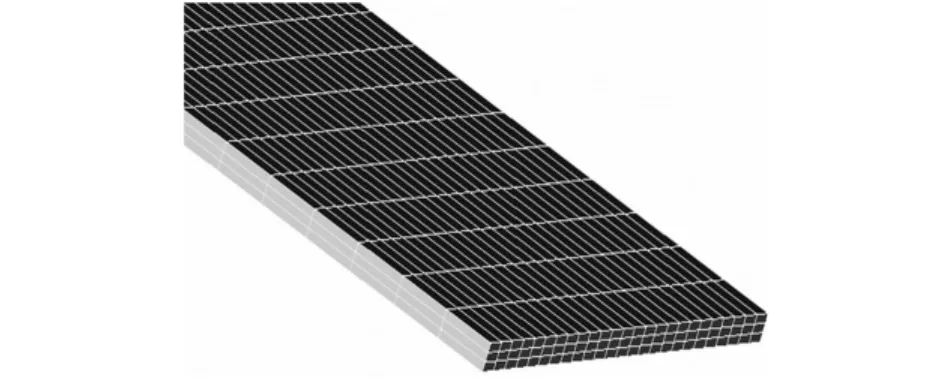
图3 带钢的单元网格图Fig.3 Unit grid of steel plate
由于助卷辊、衬心板均被定义为刚性体,所以在厚度方向上只需划分为1等份,综合考虑计算精度和计算耗时,将助卷辊沿圆周上划分为20等份;卷筒柔性层沿宽度方向划分为20等份,圆周上划分为40等份,水平竖直直径方向划分为20等份,结果如图4所示。
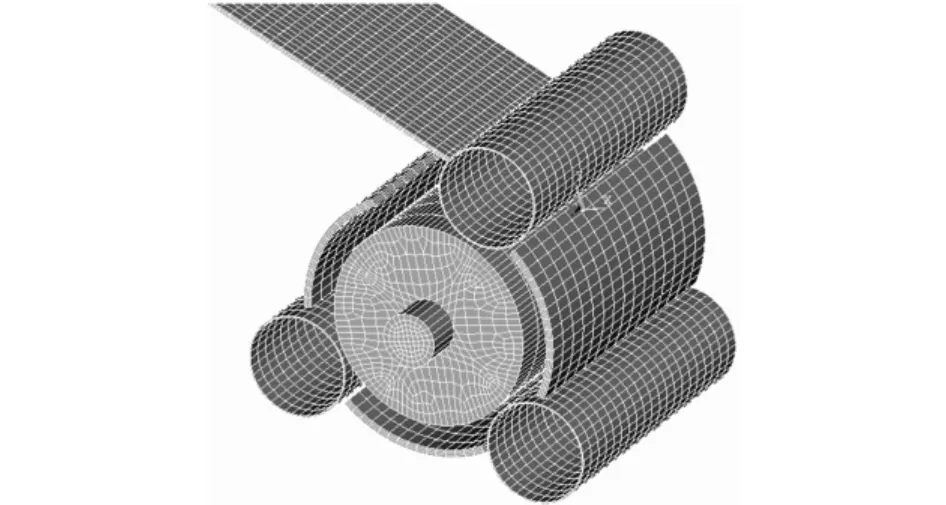
图4 卷筒、助卷辊、衬心板单元网格Fig.4 Unit grid of drum and assist roller
2.5 定义PART、定义组件、设置接触参数
(1)定义PART。定义PART1为卷筒柔性层、PART2为卷筒刚性层、PART3~PART5为助卷辊、PART6~PART8为衬芯板、PART9和PART11为挡板、PART10为带钢。
(2)定义组件。定义带钢所有节点为组件Plane,定义带钢长度方向左端面所有节点为组件Head。
(3)设置接触参数。在卷取过程中,带钢的上下表面与卷筒和助卷辊的表面相互接触,属于面面接触,在程序中选用自动面面接触(Automatic Surface to Surface),其中静摩擦因数为0.3,动摩擦因数为0.25。分别设置PART10与PART1、PART3~PART9和PART11接触,值得注意的是带钢在卷入第二圈以上时,各层带钢之间也有接触,所以还要设置PART10与PART10接触。
2.6 定义初速度和约束
(1)定义初速度。根据厂方提供的数据,带钢的初速度为2 m/s。初始时刻带钢进入卷筒与助卷辊的间隙中,带速可分解为水平方向和竖直方向的速度。
(2)定义约束。根据卷取机实际工作工况,需要对各个单元进行约束,约束带钢Z轴方向移动;约束卷筒刚性层Z轴方向转动;约束助卷辊Z轴方向移动;约束衬心板所有的移动和转动[2]。
2.7 加载和求解控制
在卷取过程中,卷筒以恒定的转速顺时针转动,3个助卷辊分别以恒定的转速逆时针转动。加载速度时,角速度的加载选用RBOZ加载项,带钢张力的加载选用FX和FY加载项。
随着卷取的进行,3个助卷辊还会沿着与卷筒中心相反的方向移动一定的距离,以保证助卷辊压在钢卷上使卷取进程顺利进行,因此需创建各个时间间隔及其对应载荷值的数组参数。在路径Main Menu\Parameters\Array Parameters\Define/Edit\Add中操作,输入Parameter Name和列数,编辑对应的时间和数组值,然后在路径Main Menu\Preprocessor\Loading Options\Specify Loads中设置各单元的加载。
在求解过程中进行沙漏控制、能量控制,以免求解结果发生沙漏,而导致结果错误。设定求解时间为3 s,输出文件设定为200个子步,然后保存并进行求解计算[3]。
3 仿真结果分析
计算完成后,在后处理软件中观察带钢受力变形情况。取几个时刻的仿真结果,分别分析带钢长度方向(X)、厚度方向(Y)和宽度方向(Z)上的受力情况,结果如图5所示。由图5中明显可见卷取过程中带钢各方向上的受力情况以及应力集中的部位。

图5 卷取过程中带钢长度、厚度、宽度方向的应力云图Fig.5 Stress cloud charts of steel plate during coiling
在后处理器中,可以得到各时刻带钢厚度方向所受的最大应力值Fbmax和宽度方向所受的最大应力值Fhmax,如表3所示。由表3中可见卷取过程不同时刻带钢在厚度方向和宽度方向上所受的最大应力值,并且可以发现最大应力值在带钢屈服极限(460 MPa)上下波动,故卷取过程中带钢的变形过程是符合实际情况的反复弹塑性形变过程。

表3 各时刻带钢厚度和宽度方向所受最大应力值Table 3 The greatest stress values of steel plate along thickness and width direction
卷取过程中卷筒受力情况,可以进行如下分析:取卷筒表面以及内部几个单元,提取它们的节点应力-时间曲线,根据曲线分析卷筒的受力情况。这项操作可以在后处理器中用History功能键实现。History功能键用来绘制一个或者数个节点、单元以及材料等随时间变化的信息,如节点位移-时间曲线、单元应力-时间曲线等[4]。按照这种方法,提取卷筒表面及内部几个节点在X和Y轴方向的应力-时间曲线,如图6所示。由图6中可知,所选节点在 X 轴方向的最大应力为116 MPa,Y轴方向最大应力为48 MPa,均远未达到材料的屈服极限(615 MPa),表明该套卷取设备能正常卷取此型号带钢。

图6 卷取过程卷筒表面和内部几个节点的应力-时间曲线Fig.6 Stress-time curve of drum surface and internal nodes during coiling
4 结语
本文详细介绍了用有限元仿真软件对卷取机进行动态仿真分析的步骤,指出了仿真分析过程中的注意事项,叙述了查看仿真结果的操作方法,并且对仿真结果进行了相应的分析,为卷取仿真提供了一种新的方法,也为卷取设备的进一步发展提供新的研究方法。
[1] 邹家祥.轧钢机械[M].北京:冶金工业出版社,2006.
[2] 吕勇,李友荣.地下卷取机卷筒主传动系统承载能力分析[J].武汉科技大学报:自然科学版,2003,26(4):380-382.
[3] 郭华.有限元在冶金工业中的应用[J].冶金信息导刊,2002,3(6):37-38.
[4] Barrett C J,Wilshire B.The production of terrifically hot roiled interstitial-free steel on a modern hot strip mill[J].Materials Processing Technology,2002,19(7):128-132.
Finite element dynamic simulation of the coiling process of down coilers
Lu Shuxin,Lv Yong
(College of Machinery and Automation,Wuhan University of science and technology,Wuhan 430081,China)
The coiling process of coilers is a complicated non-linear deformation process.Compared with the traditional static simulation,dynamic simulation can clearly show the stress of steel plate and drum during the process of coiling.This paper,with the coiling of steel strip in a certain plant as an example,uses finite element software to achieve 3D dynamic simulation of the coiling process,offering a new method for coiling simulation.
down coiler;finite element;dynamic simulation
TF30
A
1674-3644(2012)04-0308-04
[责任编辑 郑淑芳]
2011-12-19
湖北省教育厅青年创新团队计划项目(T200905).
卢舒心(1987-),男,武汉科技大学硕士生.E-mail:lushuxin1987@163.com
吕 勇(1976-),男,武汉科技大学教授,博士.E-mail:lvyong@mail.wust.edu.cn
猜你喜欢
当代陕西(2022年5期)2022-04-19 12:10:46
重型机械(2020年2期)2020-07-24 08:16:20
河南科学(2020年3期)2020-06-02 08:30:10
动漫界·幼教365(中班)(2019年10期)2019-10-28 01:53:17
金融法苑(2018年2期)2018-12-07 00:59:52
中学生天地(A版)(2017年10期)2017-10-28 09:07:14
学苑创造·B版(2017年1期)2017-02-21 20:58:07
学苑创造·B版(2017年1期)2017-02-21 18:52:47
广东第二课堂·小学(2015年11期)2015-11-30 21:57:32
浙江人大(2014年1期)2014-03-20 16:19:55