
卷圆成形级进模的设计
2012-09-13 01:14:06杨良文高宏廷陕西渭河工模具总厂模架分厂
锻造与冲压 2012年10期
文/杨良文,高宏廷·陕西渭河工模具总厂模架分厂
卷圆成形级进模的设计
文/杨良文,高宏廷·陕西渭河工模具总厂模架分厂
实际生产情况下,在级进模中夹入芯棒,实现卷圆成形难度较大。一般情况下,排样时将成形圆环轴线与送料方向设计成一致,尽量使模具结构简化利于实现。若是与送料方向相垂直,模具结构就会复杂得多,设计难度也会增加不少。本厂在设计研发链节级进模时,就遇到了这种状况,经过技术人员的努力,最终完成了模具开发任务。现将本厂的经验与模具同仁共享。
模具设计背景
在本厂承接的链节级进模的设计开发制造项目中,M9链节是一个典型的封闭卷圆成形零件,该零件现有材料为宽47mm、厚1.1mm的弹簧钢带,展开料片为叉子形,套裁落料。三个端头各自向中部封闭卷圆成形(图1),早期采用单步模冲压加工,现在想要升级为级进模生产。
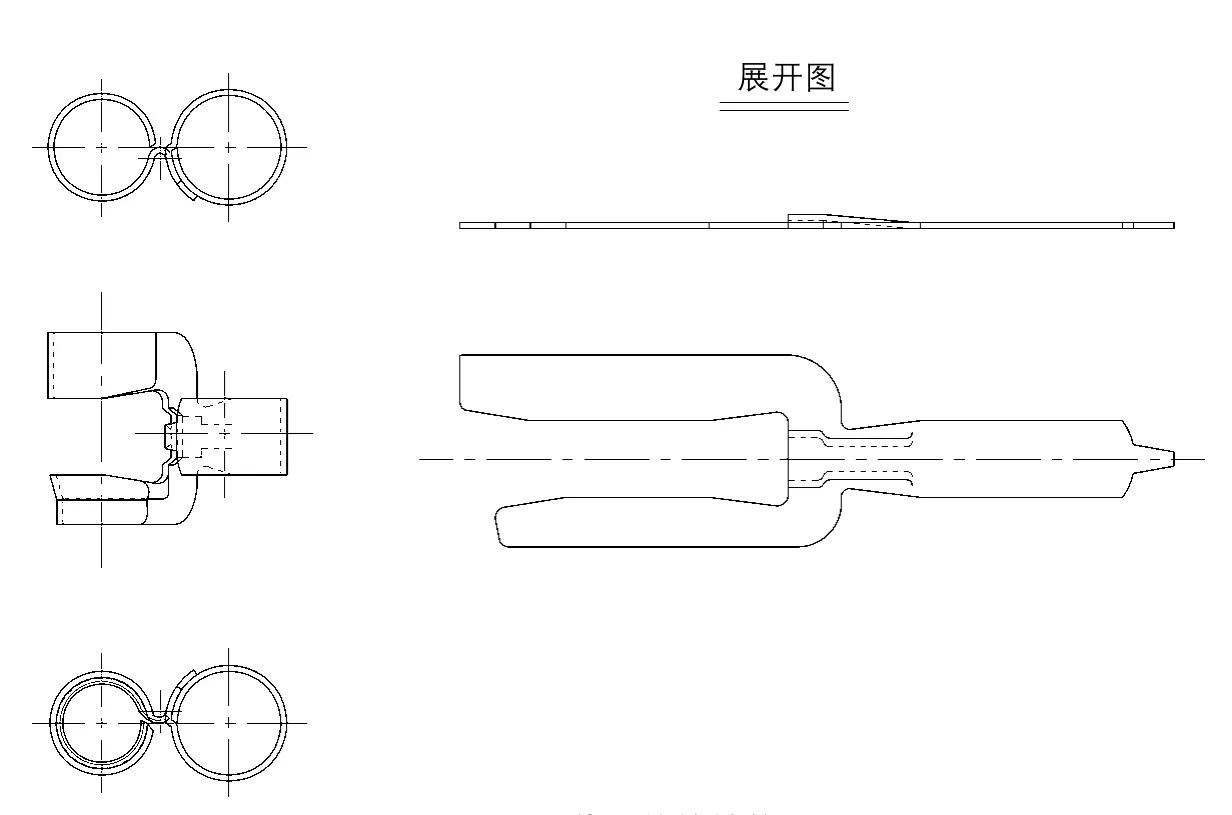
图1M9链节零件的结构
模具设计思路
在本项目中,主要工作是生产M9链节零件、条料以及设计冲压模具。思路是这样的,按预想工艺排样方案先设计制作一副级进模进行试冲,调试初期先保证条料可以一个个工位连续走下去,直至顺畅走出模具、打出样件,然后再根据样件实际成形尺寸对成形凸凹模镶块进行修改、调整,直到样件合格。
经过反复考虑,设计方案制定如下:为满足模具安装条件,同时也为了缩短条料长度,模具结构必须紧凑,不设置任何空位。排样情况和模具结构见图2、3,料片最长展开尺寸为131.33mm,步距76mm.。存在头尾交错套裁,无法设置纵向载体增加强度,条料刚性差并伴有载体变形,运行当中呈波浪起伏高低不同步等对送料或定位极为不利的初始条件。零件尺寸精度较高,三处封闭圆(两处为同心圆/锥圆)卷曲成形,既要保证轴距又要保证档距,还要保证圆度和同轴度,不设置芯棒就无法保证链节圆柱度质量要求,所以必须专门设计芯棒及抽送机构。并且,模具上下运动,条料横向送进,芯棒纵向进退,各个部分的运动要相互配合得很协调,才能使模具得以安全运行。
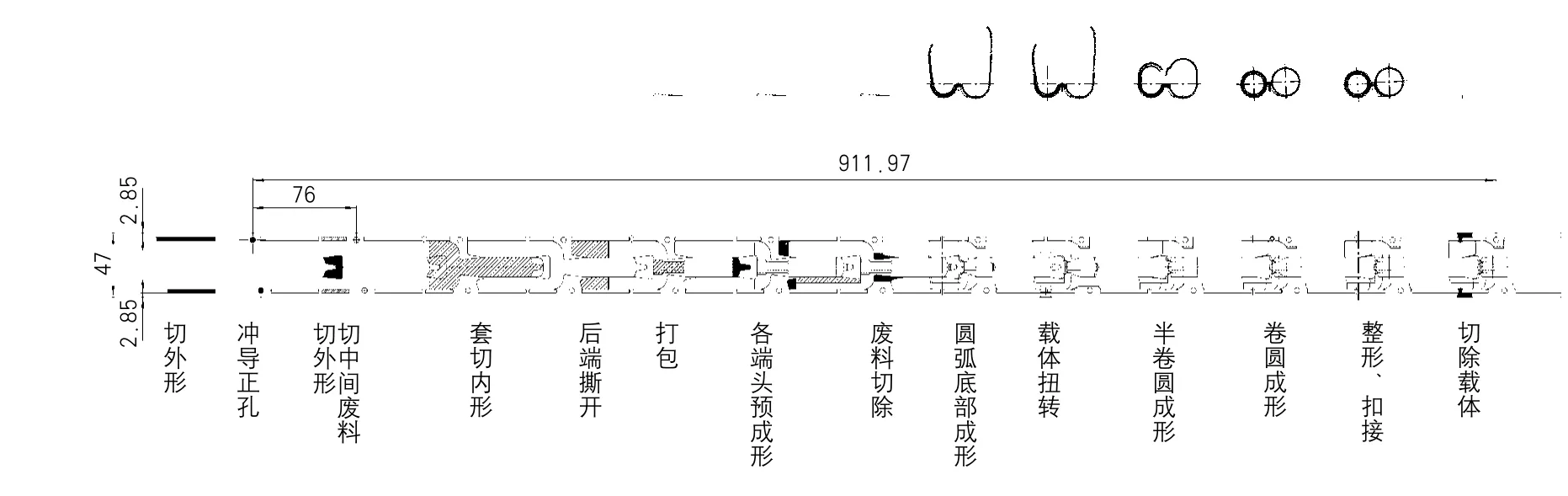
图2零件排样情况
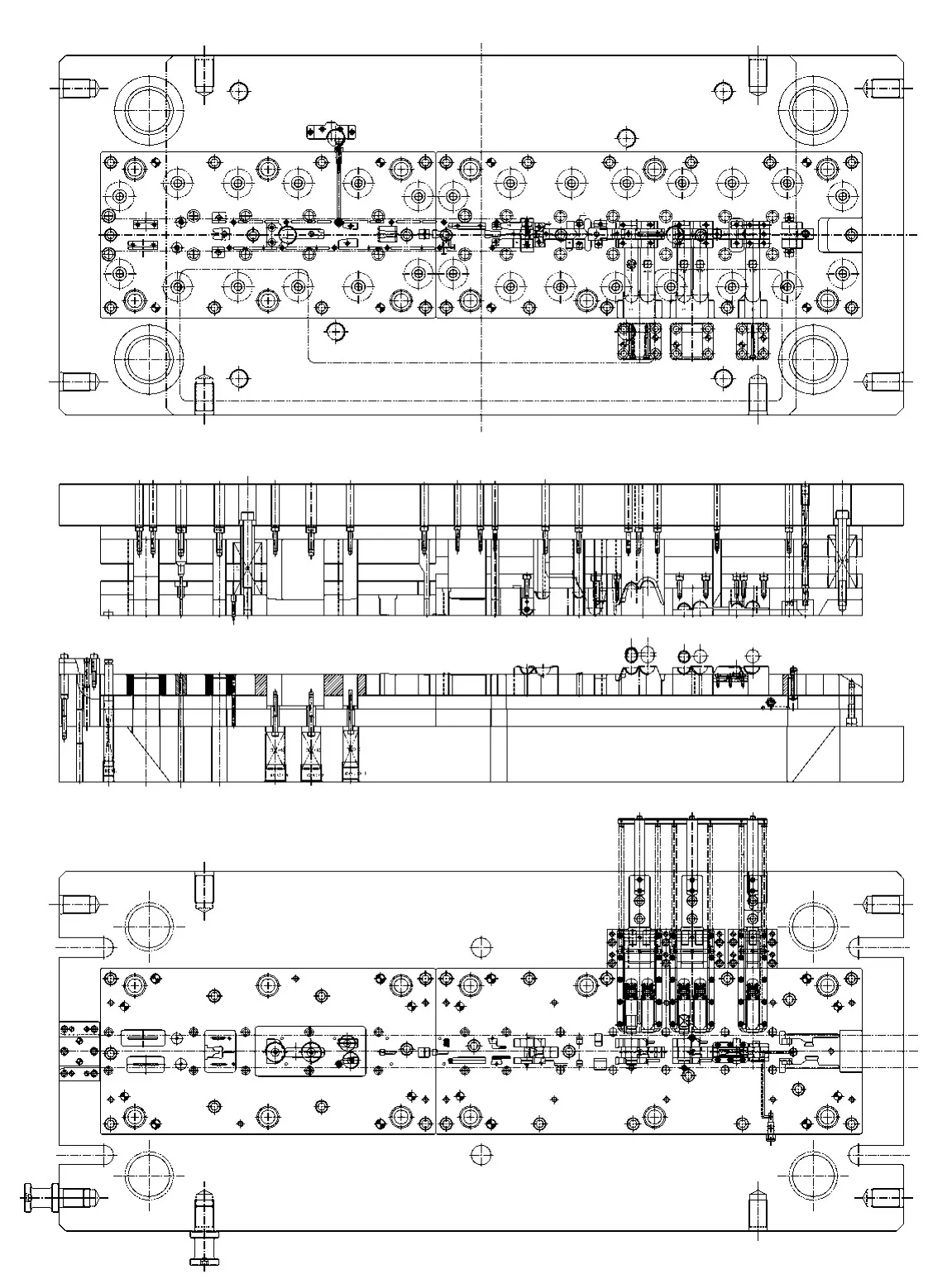
图3模具结构
模具设计遇到的问题及解决方案
卷圆成形级进模在设计过程中遇到的主要问题和解决办法,包括以下几方面:
⑴为了保证材料利用率,方便用户生产,工艺排样料宽仍然确定为47mm,步距76mm,具体工步如下:切外形、冲导孔→切外形及中间废料→撕开(套切内形)→后端(撕开)切形→打包→各端头预成形→废料切除→圆弧底部成形→载体扭转→半卷圆成形→卷圆成形→整形、扣接→切除载体、吹出零件。两边外形连接载体2.4×3mm2,横向载体宽度就只有2.85mm。由此可见,条料刚性很差,浮料钉的设置需要密集一些。卷圆过程中,为强制性扩大两同心圆档距,使得载体向外张开变形,前后两个体环要保持同心,由于在折弯起始点相同的情况下展开长度不一致(载体设置在平均值位置),压型时会使前部小体环连接载体受拉,后部大体环连接载体受压,一前一后相反方向的作用力形成扭力矩致使整个条料水平方向拱曲变形。第7工步后又不再(也不可能)设置导正钉精确定位,如果送料偏离指定位置过大,会发生溢边挤烂甚至夹料过压损坏模具。所以,将浮料钉纵向间距设计成前小后大。导料槽深才便于今后调整返修,既要最大限度地保持送料平稳、精准,又要尽量减小送料阻力。如果出现变形较大情况,预备方案是人为地设置局部变形来平衡或抵消条料不利变形。
⑵成形芯棒抽送机构。因前面的同心体圆为锥形圆环,所以芯棒只能从后面大距离送进、退出,在不妨碍条料送进的前提下,经计算水平位移距离为45.545mm。斜楔取35°斜角,换算成高度位移量约为85mm,加上卸料板空挡高度25mm,故要求滑块行程最小110mm,正好等于指定机床滑块行程。另外,芯棒还必须设计成浮动式的,以保证可以与条料基本保持上下同步移动。所以,滑座前部设置浮动杆,再与芯棒尾端连接(图4)。
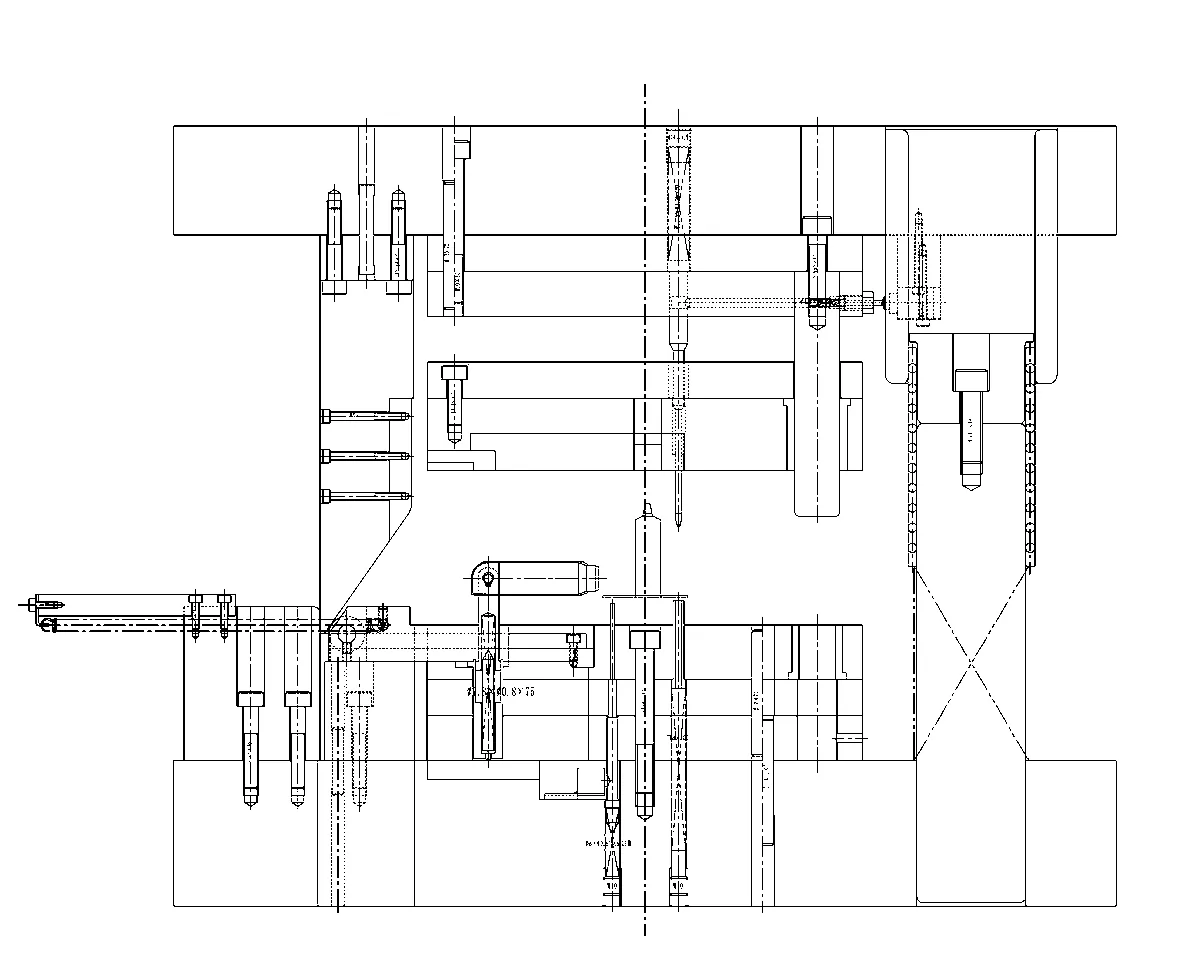
图4滑座设置浮动杆并与芯棒尾端连接
这种结构的优点是使得芯棒前后运动和上下运动各自独立、互不干涉,分别由斜楔和卸料板推动。滑座后端设有滚轮转动,可以降低磨损、延长使用寿命。缺点是浮动杆在受到非正常阻力矩作用下易局部损坏,试模前期就发生过这样的故障。但模具调试完成后运转正常,耐用度符合要求。
⑶成形部卸料板上镶件、让位孔、槽密布,又无法设置空位增加强度。所以在设计此板件时,材料采用Cr12MoV锻料,淬火硬度比以往降低8度(50~54HRC),以提高其韧性。另外镶件、让位槽、孔尽可能做得小、窄、浅为好,应力集中的尖点处也要做好技术处理。卸料弹簧全部套在卸料螺钉上使压力和拉力保持平衡,避免弯曲力矩产生。以上措施都对卸料板起到了有效的加强保护作用。
还有一种方案是,彻底去掉成形部弹压卸料板,把镶块装到固定板上。但要采取浮动式连接,并保持与浮料钉压杆(同样是浮动式)做同步运动,这样便于观察各部件的运行状况且效果会更好更安全。但由于浮动式拼合镶块太多也太小,既要将它们连接组合成一个个整体又要与固定板做浮动连接,由于镶块工艺性太差,故没有采用。
⑷为了保证送料通畅,浮料钉上的导料槽开距较大,且导正钉在第7工步之后就失去作用,到13工步切除载体时又如何保证切口平齐?如果采用普通方式肯定不行,即使有个别零件切口平整,也是偶然现象,难保所有零件切口整齐一致。
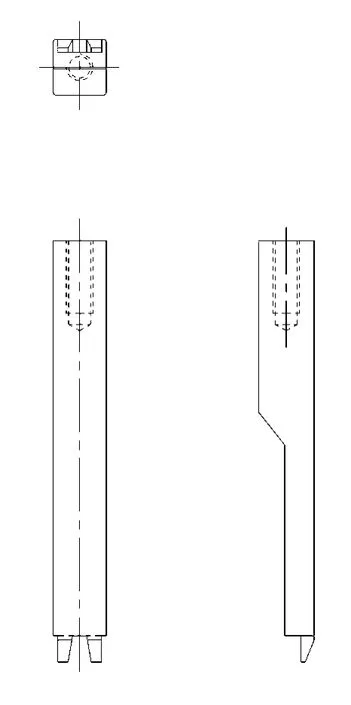
图5切断凸模
最终,问题是这样解决的:首先在9工步将载体上剩余的废料向下打两个直角弯,到13工步时先卡在下模限位镶件上做初步定位,前后两个切断线从其理论位置向各自中心线偏移0.25mm,凸模刃口两边设导入斜面,在下行当中逐步夹紧链节体环,两侧顺其边沿下切直至切断(图5)。当顶杆将链节推出后,链节回弹至原状态并依然保持两个同心体环档距不变,切口整齐美观不留一点尖刺。
⑸定位不够精准,模具的运行稳定性难以保证,安全性能也受到影响,制件前端导入不顺或越界很容易造成溢料、夹料使模具局部过压遭到损坏。仅仅设置一个检测销是不可能充分保证模具运行安全的,所以在下模上也装有一个探头,条料稍有异常变形即可引发停机。这还是不够的,现场调试模具时为预防卷圆限位失效产生越界夹料包裹芯棒使芯棒以及滑座无法自动退回而阻挡送料,在模具之外装设滑座退回探针,以此充分保证模具的运行安全。
⑹撕切的断面复位时总要刮擦出金属碎屑,这是套裁所带来的必然结果,无法消除。只能加高压气吹掉,但要注意方向,不要吹进敞开的滑座导向槽里从而引起擦伤故障。
结束语
模具设计要灵活应变,针对不同的情况应当采取不同的措施给予解决。事先将整个运行过程,包括模具动作控制、材料受力变形状况等考虑清楚再开始实施设计,即使是过去从来没有制作过的试制模具,只要不违反设计原则,成功的机会还是较大的。模具调整也是这样,只要从动态过程上去考虑分析,就能找出问题的起因和解决的对策。如果一开始就能够提前考虑到将来会出现的状况做好预防措施,就能让设计更加成熟、完美。
反馈服务编码6103
猜你喜欢
兵器装备工程学报(2022年12期)2023-01-06 04:24:14
价值工程(2022年27期)2022-10-10 08:49:30
制造技术与机床(2019年11期)2019-12-04 05:50:00
模具制造(2019年4期)2019-06-24 03:36:40
模具制造(2019年3期)2019-06-06 02:10:52
精密制造与自动化(2018年3期)2018-09-19 08:01:06
制造技术与机床(2018年9期)2018-09-19 06:48:10
重型机械(2017年3期)2017-07-19 12:57:40
制造技术与机床(2017年3期)2017-06-23 08:11:50
重型机械(2016年6期)2016-04-07 03:29:18
