
风电用Φ40 mm热轧高强度锚杆螺栓的开发
2012-09-07 07:53:02杨继伟周凯史国明天津市天铁轧二制钢有限公司天津300400
天津冶金 2012年5期
杨继伟,周凯,史国明(天津市天铁轧二制钢有限公司,天津300400)
风电用Φ40 mm热轧高强度锚杆螺栓的开发
杨继伟,周凯,史国明
(天津市天铁轧二制钢有限公司,天津300400)
介绍了风电用高强度锚杆螺栓开发的过程及其产品特点。通过重新设计轧制孔型、调整轧制工艺和后续热处理工艺,生产出满足高尺寸精度要求、高强度和延伸性能优良的钢筋,可替代机加工方法生产的高强度锚杆螺栓产品,用于风电基础和风机塔架连接。
风电高强度锚杆螺栓孔型热轧热处理

图1 高强度锚杆螺栓外形、横截面图
1 概述
风能作为一种清洁的可再生能源,越来越受到世界各国的重视,我国风能储量很大、分布面广,开发利用潜力巨大,近年来风电产业发展较快。
2009年国内引进美国地球系统公司的P&H无张力灌注桩基础是利用单桩支持风机的一种美国专利基础。风机基础设计采用大直径精轧螺纹钢筋材料,由美国地球系统公司与国内风电企业合作共同开发,是全新形式的基础结构。
原来该基础使用的锚杆螺栓为热轧圆棒材,在两端经过车制成螺纹扣后再进行热处理完成,在国内只有极少数厂家可以加工生产。产品主要由美国进口,其价格每吨高达人民币1万多元。为降低产品生产成本,保证产品供应,占领高端产品市场,满足风电基础施工的需要,我公司决定开发符合《美国风机基础所需材料规范》的直接热轧成型的新外形高强度Φ40 mm精轧螺纹钢筋(该规范对钢筋提出了更高的要求,钢筋螺纹间距由国家标准要求的20 mm缩小至8 mm)。根据需方要求,我公司制定了《天铁轧二Φ40 mm风电用高强度精轧螺纹钢筋及锚具技术条件》,进行了相关的产品生产工艺设计,成功开发出符合要求的风电用高强度精轧螺纹钢筋及锚具。产品定型后将品名改为高强锚杆螺栓,已申请实用新型专利,已为国家知识产权局受理。我公司开发生产的新外形Φ40 mm精轧螺纹钢筋(高强锚杆螺栓)性能优良,已在上述风电基础结构上得到成功应用。
2 产品研发过程
2.1 高强度锚杆螺栓形状
所研发的热轧高强锚杆螺栓外形及横截面如图1所示。
2.2 生产设备及工艺流程
我公司连轧分厂拥有目前国内较为先进的工艺生产线,工艺技术装备精良。生产线采用侧进侧出步进梁式加热炉加热均匀,可以减少金属烧损,操作灵活方便。轧机引进世界先进的意大利POMINI第五代红圈轧机,由18架组成全连续轧制线,平-立交替布置,无扭转,轧制产品精度高,最高轧制速度可以达到18 m/s。
高强锚杆螺栓产品工艺流程是:加热→轧制→分段剪切→冷床冷却→定尺剪切→堆冷→等温热处理→锯切(成品)。
2.3 轧辊孔型设计
轧制锚杆螺栓为通身右旋螺纹,外形与普通精轧螺纹相似,钢筋上面两横肋成螺旋形分布,可旋进螺母。轧制采用连轧棒材生产国标精轧钢筋使用的“箱→平箱→平椭→圆→椭圆→圆→平椭→圆螺纹”孔型系统。
热轧螺纹钢筋与机加工产品相比自身存在不可避免的缺点。因为热轧出的钢筋在上下两条轧辊的辊缝处是没有螺纹的(见图1),当螺母拧到螺纹钢筋上时,与机加工的全螺纹产品相比,钢筋螺纹与螺母之间的接触面积就减少了;此外热轧产品的精度低于机加工的全螺纹产品。为保证螺纹与螺母之间尽量大的接触面积,并且配合紧密,我们对成品前、成品轧辊孔型进行了重新设计,将成品前的平椭孔型和成品的螺纹槽型做了改进,成品前孔减小平椭圆的大圆角,并将平椭圆中部的凸度形状改变,由原来的反圆弧改为折线,这样增加了螺纹辊缝方向金属的充满度。
成品前孔修改的孔型图如图2所示。

图2 修改前(左)后(右)的成品前孔型
将成品孔的螺纹断面形状设计为大倾角梯形螺纹(如图1所示),横肋侧面与钢筋表面的夹角由原来的45°改为70°,使得在螺纹底宽减小的情况下,相对的剪切面积增大。
2.4 检验螺母的制作
为保证热轧带肋钢筋与螺母的紧密连接,用于检测钢筋螺纹质量的检验螺母必须严格保证加工精度和螺纹表面的光洁度,符合《天铁轧二Φ40 mm风电用高强度精轧螺纹钢筋及锚具技术条件》的要求。
2.5 轧辊孔型的加工
锚杆螺栓外形螺纹间距的精确程度至关重要,为保证螺纹与螺母的均匀配合,与原用国标Φ40 mm高强度精轧螺纹钢筋相比,所开发的高强锚杆螺栓产品在螺纹底窄的情况下,增加了螺纹与螺母的咬合数,由原来4~5扣,增加到8~9扣,由累计误差造成的螺母旋进困难程度增加了1倍;而且要求锚杆螺栓的螺杆与螺母之间的间隙框量小,配合紧密。因此,要求锚杆螺栓外形螺纹间距误差必须达到与机加工误差相同的范围以内,即锚杆螺栓外形螺纹间距误差控制在±0.05 mm以内。
成品孔型加工时,根据经验数据和试轧数据进行综合分析,重新确定了辊径、铣横肋数、前滑等影响参数。
轧辊加工中,轧辊外径尺寸精度控制在±0.1 mm;由于横肋形状侧面与水平面角度大,且为等高肋,尺寸偏差小,因此要求采用较高精度的铣槽刀具以保证成品孔型的铣槽质量。
2.6 轧制成品尺寸控制
由于受轧制过程中填充条件的限制,钢筋横肋高度比机加工螺纹高度小。为保证螺纹扣之间的咬合,我们设计锚杆螺栓横肋间距l=(8±0.05)mm,其间隙量不大于0.5 mm,以提高锚固力。因此必须对轧制钢筋成品尺寸进行严格控制。
实际开发生产过程中,钢筋内径垂直(高度)公差控制在±0.2 mm,内径水平(宽度)公差控制在0.2~0.4 mm,不圆度不大于0.3 mm。轧制工艺采用较小的延伸系数,确保轧制变形的稳定可靠;并且对钢坯的加热严格控制,保证整支钢坯加热均匀,以减少由于温度波动而引起的尺寸变化。
2.7 产品的原料选择和轧后热处理工艺
为满足锚杆螺栓的高强度和韧性的要求,在轧制钢筋材质上选择了一种特殊的QHB贝氏体钢作为原料。此原料要求在轧件在冷床上冷却到300~400℃时,进行剪切,打成捆堆冷。
完全冷却后再进行低温等温转变热处理。将钢筋分层装入等温炉中,加热到250~350℃,保温4~5 h后出炉空冷。
3 研究结果与分析
3.1 提高成品精度
2011年7月成功试轧出风电基础用Φ40 mm锚杆螺栓,轧出的成品尺寸精度高,基圆、横肋高度等尺寸误差均小于设计要求,螺纹间距误差为0.03 mm,横肋充填饱满,螺母旋进顺利。
3.2 提高成品强度
经性能测试,钢筋的屈服强度均达到1 080 MPa以上,并且钢筋的延伸性、匀质性良好。钢筋在拉脱试验中,将螺母与钢筋配合,施加拉力,在拉到170 t左右时卸载,螺母顺利旋下,观察横肋变形轻微,并且各螺纹咬合均匀。锚杆螺栓的实测性能数据见表1。
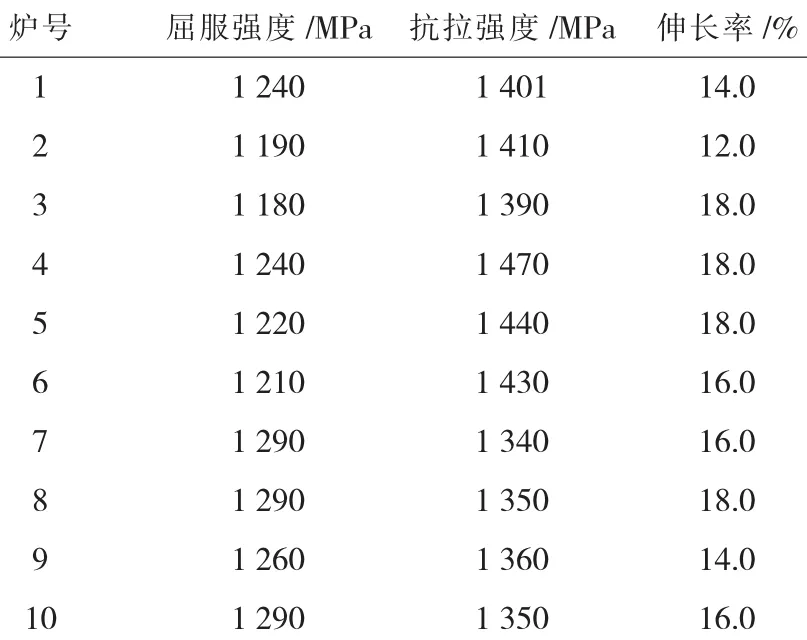
表1 锚杆螺栓的实测性能数据
试轧出成品190.5 t,完成了首批试用产品的生产任务,供西北风电工程使用,受到用户好评。后又成批生产2 000 t,创造利润340万元。
4 结论
4.1 生产工艺简单、实用
所研发的高强锚杆螺栓产品的生产工艺简单、实用,可以满足风电基础施工的要求。
4.2 产品性能可靠
高强锚杆螺栓产品性能可靠,可以为企业创造较高的经济效益。
4.3 降低成本
高强锚杆螺栓产品热轧一次成型,可以省去两端机加工车扣和热处理的复杂工序,节约成本。
4.4 产品强度高
轧制锚杆螺栓的横肋没有强度损失,优于用圆棒材两端车制加工的螺栓。其使用灵活,可截取任意长度使用;与两端车制螺纹的钢棒相比,轧制锚杆螺栓具有通身螺纹,与混凝土握裹力强,钢筋通身强度高,保证了使用的安全性。
4.5 产品适用广
此螺栓能够作为大型锚固构建的螺杆使用,与螺母连接紧固,锚固性能好,并且制作过程低碳、环保;除用于风电工程外,目前特大型跨海大桥等工程也在使用。
4.6 产品填补了国内空白
风电用锚杆螺栓的成功开发,填补了国内空白,改变了此种产品完全依赖进口的局面。
杨继伟,女,工程师,现任天津市天铁轧二制钢有限公司科技质量部工艺工程师。
(收稿2012-06-10编辑潘娜)
猜你喜欢
中国设备工程(2024年6期)2024-04-08 07:07:08
山东冶金(2022年4期)2022-09-14 08:58:02
装备制造技术(2020年9期)2021-01-26 00:15:24
钢管(2020年5期)2020-12-22 05:57:40
有色金属加工(2020年4期)2020-08-20 04:35:04
云南教育·中学教师(2019年12期)2019-08-13 07:28:26
山东冶金(2019年2期)2019-05-11 09:12:22
福建质量管理(2018年20期)2018-11-14 04:42:46
上海金属(2015年3期)2015-11-29 01:10:09
装备环境工程(2015年4期)2015-02-28 01:20:12
