浸渗法合金化纯钨表层的研究
2012-09-04 11:42:06杨宗辉沈以赴孟氢钡
材料工程 2012年7期
杨宗辉,沈以赴,孟氢钡
(1南京航空航天大学材料科学与技术学院,南京211106;2南京工程学院材料工程学院,南京211167;3江苏科技大学先进焊接技术省级重点实验室,江苏镇江212003)
浸渗法合金化纯钨表层的研究
杨宗辉1,2,沈以赴1,3,孟氢钡1
(1南京航空航天大学材料科学与技术学院,南京211106;2南京工程学院材料工程学院,南京211167;3江苏科技大学先进焊接技术省级重点实验室,江苏镇江212003)
采用浸渗Ni-Fe熔体法,使纯钨形成一定深度的W-Ni-Fe合金化表层,研究不同浸渗时间下合金化表层的深度变化与显微组织特征。结果表明:浸渗10~40min对应的合金化表层均由W相与含一定W原子的富Ni-Fe黏结相构成。浸渗10min和20min时,对应的合金化表层深530μm和700μm,黏结相非常细小,且分散嵌于W相之间;浸渗30min和40min时,对应的合金化表层深750μm和770μm,在深约60μm的浅表内,黏结相明显增大,部分W相呈圆滑颗粒态。结合实验结果及W-Ni二元合金相图,分析了合金化表层的形成机制。
钨;浸渗;面向等离子体材料;合金化
具有高溅射阈值和低氚滞留特性的高Z材料钨(W),是一种很有前途的热核聚变装置用面向等离子体材料(Plasma Facing Materials,PFMs)[1]。为了加强钨在高热通量(5~20MW/m2)环境下的散热,需利用铜合金作为热沉材料与钨相连。由于W与Cu冶金不相容,且热膨胀系数相差很大,实现两者可靠连接,并使钨/铜接头在极端条件下具有良好的热震抗力是很困难的。目前,主要从两种途径展开研究。途径一着重从缓解钨/铜连接界面工作热应力方面进行考虑,如采用等离子喷涂法和钨骨架渗铜法,在钨/铜之间制备钨铜成分梯度层来缓解工作热应力[2,3];途径二则主要从钨/铜的可靠连接出发,采用与W和Cu均具有良好冶金相容性的材料做中间层,以实现钨/铜冶金连接,如在铜合金上真空或大气等离子喷涂制备钨涂层时,采用Ti,Ni Al,NiCr等中间层[4,5];钨/铜扩散焊时,采用Ni,Ti中间层[6,7]。这些方法均实现了钨/铜冶金结合,室温下,钨/铜接头达到或接近铜合金强度。
为了综合上述两种途径的优点,使钨/铜既能冶金结合,又能缓解钨/铜连接界面的工作热应力,本工作提出采用制备复合材料常用的浸渗工艺[8],在钨/铜扩散连接前,对钨表层进行合金化处理。期望浸渗过程中,浸渗介质Ni-Fe熔体沿钨晶界渗入钨表层,进而使钨表层形成如图1所示的硬质W相加软质黏结相(固溶一定W原子的富Ni-Fe合金相)的W-Ni-Fe合金组织。因为W-Ni-Fe合金的热膨胀系数介于纯钨与铜之间[9,10],钨的合金化表层将成为钨/铜接头热膨胀系数过渡区,以此缓解钨/铜连接界面的工作热应力,提高钨/铜接头的热震抗力。同时,通过浸渗还在钨表面形成Ni-Fe涂层,后续钨与铜扩散连接时,就转换成Ni-Fe涂层与铜的连接,以此解决钨与铜不能直接冶金相连的问题。最终将形成图1所示的钨/铜接头。本工作专门就纯钨通过浸渗Ni-Fe熔体,实现其表层W-Ni-Fe合金化问题进行研究。
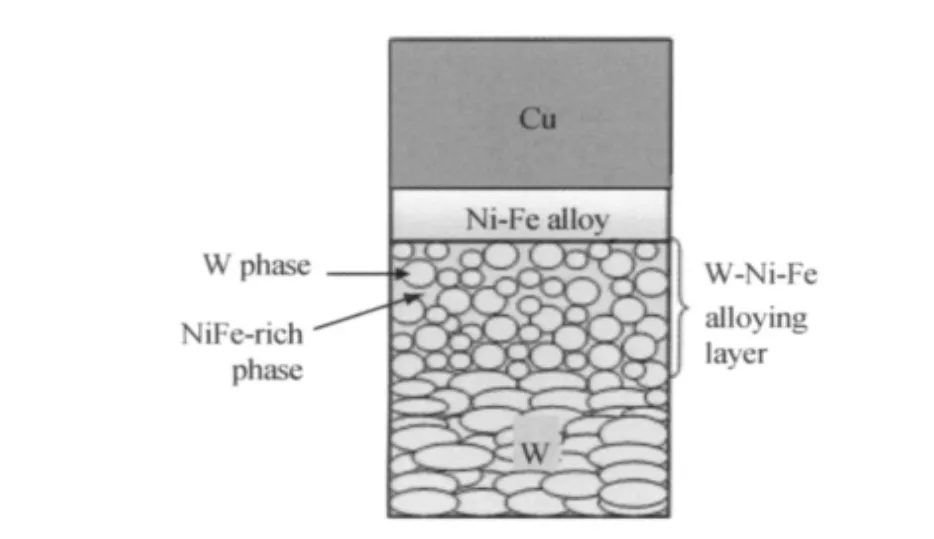
图1 钨/铜接头示意图Fig.1 Schematic illustration of W/Cu joint
1 实验材料及方法
实验试样采用牌号为W1的粉末烧结钨,纯度≥99.98%,试样尺寸为15mm×6mm×6mm。浸渗实验前,把钨试样打磨至1200号金相砂纸,清水冲洗后再用丙酮超声清洗30min。浸渗熔体原料Ni粉纯度≥99.99%、Fe粉纯度≥99.50%。Ni粉和Fe粉按制备W-Ni-Fe合金所采用的典型黏性相成分比70Ni-30Fe(质量百分比)配比好后,在混料机中混1h。浸渗用坩埚材质为刚玉。
把清洗好的钨试样放入坩埚中,用混好的Ni-Fe粉末覆盖。Ni-Fe粉末所需量要确保实验结束后,凝固在试样上表面的Ni-Fe涂层厚2mm以上。本工作一次浸渗实验所用Ni-Fe粉末为100g。浸渗在GSL-1600X真空管式烧结炉内进行。达到炉子极限真空度1×10-1Pa后开始加热,升温速率10℃/min。升温至浸渗温度(1500±5)℃后保温浸渗,保温时间分别为6,16,26,36min。保温结束后,试样随炉冷却。因为升温和冷却期间,Ni-Fe合金为液相时仍存在浸渗反应,本工作在分析说明浸渗过程时,所采用的时间量为长于保温时间的浸渗时间。其计算方法为:浸渗时间=1500℃下的保温时间+升温和冷却期间,Ni-Fe合金为液相的存在时间折合值4min(从70Ni-30Fe合金熔点1440℃升至1500℃所需时间6min/2+从1500℃降至1440℃所需时间2min/2),式中,除以2进行折合为近似估算。因此,对应各次保温过程的浸渗时间分别为10,20,30,40min。
浸渗处理后,嵌在Ni-Fe合金中的钨试样如图2所示。沿试样中心线切割,获取钨试样的横截面和纵截面作检测分析。钨试样溶解量用精度为0.02mm的游标卡尺测量。钨试样W-Ni-Fe合金化表层深度测量、显微组织观察和成分分析在GX51金相显微镜(配有金相分析软件Image V2.17)、QUANT200扫描电镜、EDAX能谱仪上进行。
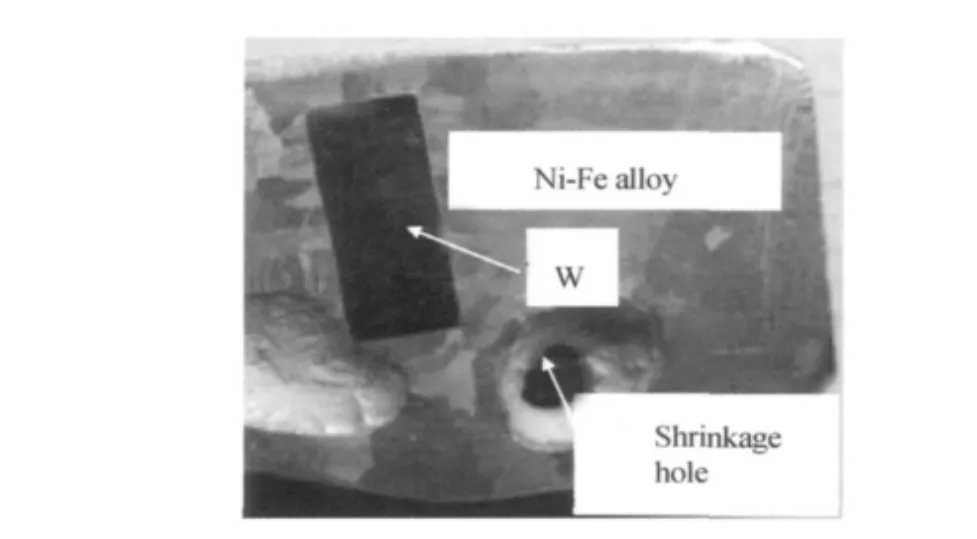
图2 浸渗后的试样Fig.2 Sample after infiltration
2 实验结果与讨论
2.1 显微组织分析
本工作仅研究钨试样上表面的合金化情况(图2所示为试样与坩埚接触的下表面,未参与浸渗反应),四个立面的合金化表层在钨/铜连接前将切除,文中不予以讨论。
钨试样在四种浸渗时间下均形成了W-Ni-Fe合金化表层。如图3所示,合金化表层由W相与嵌在W相之间的黏结相(图3中箭头所示)构成。合金化的同时,钨试样在四种浸渗时间下均有不同程度的溶解。
类似研究表明[11],钨合金化表层深度将对钨/铜接头的热应力缓和效果产生重要影响,而溶解量关系到贵重钨的消耗。因此,研究钨试样合金化表层深度及钨试样溶解量与浸渗时间t的关系很重要。本工作以500倍光学显微镜下,能分辨出黏结相的区域为已合金化区,并据此确定钨合金化表层深度。表1为四种浸渗时间下,钨试样的合金化表层深度Dal、总合金化深度Dtal及溶解量M。其中,Dtal=Dal+M,原因在于钨试样被溶解部分为已合金化部分,而合金化表层实际上是已合金化部分减去溶解量后,保留下来的合金化层。计算Dtal可更真实地反映出浸渗过程。表1中数据表明,Dal,Dtal,M与t并不是线性关系,Dal,Dtal,M随着t的增加,先增加很快,然后缓慢增加。说明浸渗过程中,合金化平均速率(Dtal/t)和溶解平均速率(M/t)不断变化。图4为各浸渗时间段的合金化平均速率和溶解平均速率。
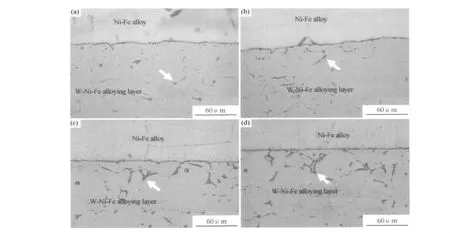
图3 不同浸渗时间下纯钨的W-Ni-Fe合金化表层显微组织 (a)10min;(b)20min;(c)30min;(d)40minFig.3 Optical microscopy images of W-Ni-Fe alloying layer with different infiltration holding time(a)10min;(b)20min;(c)30min;(d)40min

表1 不同浸渗时间下,试样的溶解量、合金化表层深度及总合金化深度Table 1 Dissolved thicknesses,depths of alloying layer and total depths of alloying layer with different infiltration holding time
从图4可知,浸渗前10min,合金化平均速率和溶解平均速率很快,各自达到93μm/min和40μm/min。过了这个时间段后,两者平均速率急剧下降至27μm/min和10μm/min,达到一种相对稳定的状态。随着浸渗时间增长,两者平均速率继续下降,但下降幅度越来越慢。在30min至40min时间段,两者各自降至4μm/min和2μm/min。从曲线1,2相对位置可知,合金化平均速率一直领先溶解平均速率,但这种领先优势不断缩小,在浸渗时间超过20min后,两者相差很小了。当合金化平均速率等于溶解平均速率时,单位时间内,钨试样合金化层沿深度方向的扩展量等于其表面溶解量。此时,保留下来的合金化层,即钨试样合金化表层便不再增厚。
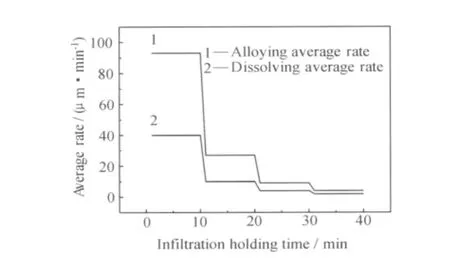
图4 钨试样溶解平均速率和合金化平均速率Fig.4 The average dissolving rate and alloying rate of tungsten sample
不同浸渗时间下,合金化表层除了深度不同,其组织也有明显区别。从图3可知,浸渗10min和20min时,黏结相很小,分散嵌在W相之间。而浸渗30min和40min时,深约60μm的浅表区中,黏结相显著增大,W相和黏结相接触的边缘变圆滑。研究表明[12],随着软质黏结相的增加,钨合金热膨胀系数随之增加。当Ni-Fe黏结相体积分数达到5%时,W-Ni-Fe合金的热膨胀系数由纯钨的4.5×10-6增至5.5×10-6[9]。显然,浅表层因黏结相增大引起的自身热膨胀系数增加,使得整个合金化表层的热膨胀系数梯度化,进而能更有效的缓解钨/铜连接界面的工作热应力[11]。
由上述实验结果与分析可知,浸渗达到30min后,出现了更有利于缓解钨/铜连接界面工作热应力的梯度化组织。但继续增加浸渗时间,合金化表层深度及组织形态均没有明显变化,整个浸渗过程处于一种近乎停滞的状态。说明本实验条件下,浸渗时间选择30min比较合适。
浸渗30min时,钨试样的Ni-Fe涂层和浅表区微观组织及成分分布特点如图5所示。浅表区组织主要呈现为两种形态。其一如图5(a),W相连接在一起,而黏结相被包围在W相中。其二如图5(b),该组织中W相四周圆滑,其周围分布着黏结相,黏结相最宽处约5μm。合金化表层大部分区域(包括浅表以下的纵深区域)组织特点类似于图5(a),其原因有两方面。一方面,钨试样表层中有相当一部分晶界没有Ni-Fe熔体渗入;另一方面,液态时,钨晶粒间形成的黏结相小,冷却过程中,大量过饱和W原子析出,导致钨颗粒又重新粘在一起。图5(b)中A~E点的EDS分析表明(表2),黏结相及Ni-Fe涂层中有少量Ni,Fe原子扩散进入W相,W原子则从W相中大量扩散进入黏结相及Ni-Fe涂层。黏结相与W相之间的原子互扩散加强了两相之间的结合力。后续以Ni-Fe涂层作中间层形成W/Ni-Fe/Cu扩散焊接头时,由于Ni-Fe涂层与钨之间的原子互扩散实现了W/Ni-Fe界面的冶金结合;W/Ni-Fe/Cu冶金连接实际上简化成易于实现的Ni-Fe/Cu冶金连接。因此,利用钨表面Ni-Fe合金涂层做中间层基本上解决了钨/铜的冶金连接问题。
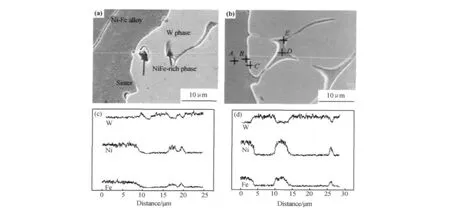
图5 浸渗30min时,纯钨W-Ni-Fe合金化表层浅表区的两种典型显微组织及其元素线扫描(a),(c)黏结相被钨相包围;(b),(d)钨相周围分布着黏结相Fig.5 Microstructures and elements line scanning of W-Ni-Fe alloying layer with infiltration holding 30min(a),(c)NiFe-rich phase embedded in tungsten phase;(b),(d)tungsten phase surrounded by NiFe-rich phase
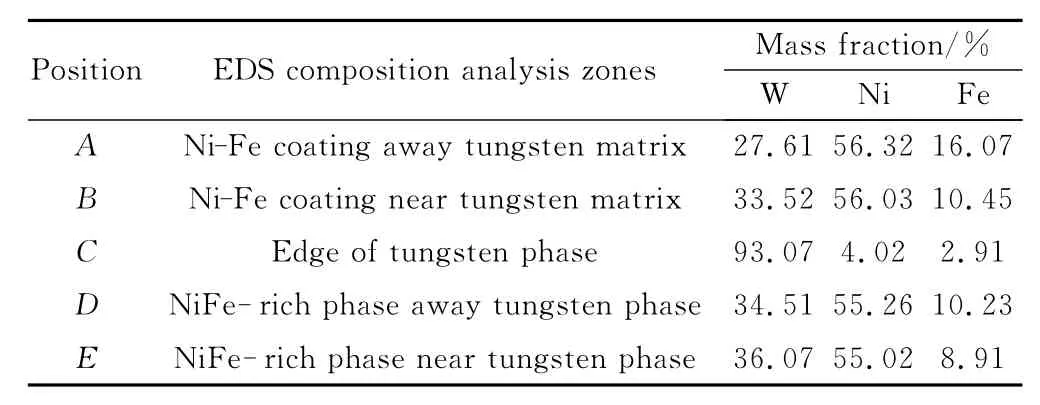
表2 图5(b)中A~E点能谱分析(质量分数/%)Table 2 EDS composition analysis results of points A~E in fig.5(b)
图5(b)中D,E两点对应的黏性相成分和典型高比重钨合金93W-4.9Ni-2.1Fe中的黏结相成分很接近[10]。结合前面的组织分析,表明浸渗熔体采用70Ni-30Fe配比确实能使钨形成成分和组织与W-Ni-Fe合金相似的合金化表层。
再从图5(c),(d)所示的元素线扫描可知,黏结相和Ni-Fe涂层中,越靠近钨,W原子浓度越高。这是因为Ni-Fe熔体及黏结相在液态冷却过程中,过饱和W原子向钨扩散沉淀析出,越靠近钨,W原子浓度越高。另外,固态冷却过程中,W原子从钨缓慢向Ni-Fe涂层和黏结相中扩散,使靠近钨的地方,W原子含量进一步增加。
2.2 W-Ni-Fe合金化表层形成机理
70Ni-30Fe粉末熔化成Ni-Fe熔体后,浸在其中的钨试样开始溶解。对钨表面来说,各处溶解速率是不一样的,露出表面的晶界为高能非平衡区,会优先溶解。依靠毛细管力,Ni-Fe熔体沿晶界往钨表层侵入,成为液态黏结相。液态黏结相所到之处的晶界W原子不断溶解扩散进入,合金化层不断加深。由于浸入晶间的液态黏结相量少,且远离低W原子浓度的Ni-Fe熔体,一段时间后,液态黏结相中W原子浓度达到动态饱和态,晶界W原子溶入黏结相的速率(合金化速率)便越来越慢。
液态黏结相中W原子浓度达到动态饱和态后,已合金化区的W相高能区,如还没有开始溶解的晶界原子、W相颗粒棱角和突起等曲率半径小的部位会继续向液态黏结相中溶解,而过饱和的W原子则沿W相大曲率半径部位,特别是光滑的内凹表面析出,形成一种W相与黏结相之间的动态溶解-析出机制。在该机制作用下,被黏结相包围的钨颗粒逐渐变圆滑。当然,要增加各处液态黏结相的体积,且使大多数的W相圆滑化,需要Ni-Fe熔体持续进入合金化层。增加浸渗时间,虽然有Ni-Fe熔体因浓度扩散而持续进入合金化层,但结果表明,浸渗时间小于20min时,各处黏结相是很小的。其主要原因在于浸渗前期,钨溶解速率快(见图4),即使钨试样能形成类似浸渗30min所对应的大黏结相(最宽处约5μm,下同)浅表层,也会被Ni-Fe熔体同时溶解。所以,浸渗时间小于20min的钨试样没有留下具有大黏结相的浅表层。而浸渗时间超过20min后,钨溶解速率减慢,深约60μm的形成有大黏结相的浅表层得以保留下来。浸渗时间达到30min后,再继续浸渗,具有大黏结相的浅表层保持60μm左右而没继续加深。其主要原因在于,钨上表面附近区域的Ni-Fe熔体变成了扩散阻挡层。下面结合W-Ni相图(图6)分析阻挡层的形成原因。
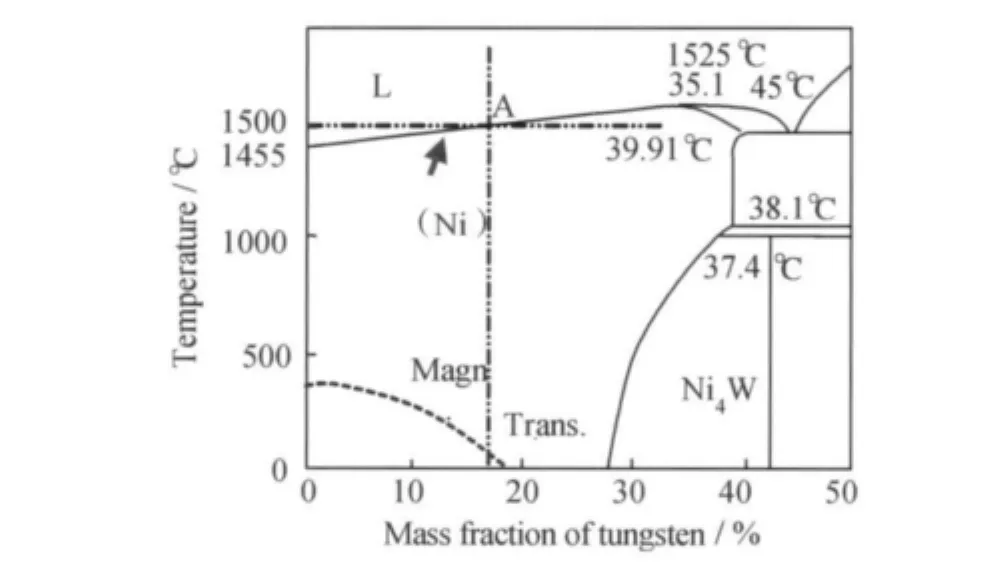
图6 Ni-W二元相图Fig.6 Ni-W phase diagram
Ni-Fe合金熔体刚形成时,钨溶解扩散很快,但因W原子量大,向上扩散慢,造成钨试样上表面附近区域的Ni-Fe熔体中W原子浓度逐渐变大。由Ni-W二元合金相图中箭头所指液相线可知,1500℃时,随着W原子在浓度增加,镍熔体逐渐向固态靠近。当W原子质量百分比达到18%左右(虚线A所示),镍熔体完全凝固成镍基固溶体。镍熔体中存在的大量Fe原子虽然能抑制W原子向镍熔体中溶解,降低镍熔体趋向固态的程度,但随着浸渗时间增加,钨试样上表面附近区域的Ni-Fe熔体中,W原子浓度还是会持续增加。进而使得该区域的Ni-Fe熔体变得越来越黏稠,W原子向上扩散越来越困难。此时,钨上表面附近区域的黏稠Ni-Fe熔体便成为原子快速扩散的阻挡层。
阻挡层形成后,W原子向Ni-Fe熔体中扩散及Ni、Fe原子向合金化层的扩散均变得很慢,整个浸渗过程趋于停滞状态。浸渗40min的钨试样相对于浸渗30min的钨试样,其合金化表层、溶解量均只增加20μm,具有大黏结相的浅表区深度则基本保持不变。
当然,液态黏结相也会因W原子浓度增高而变黏稠,这进一步减缓了合金化速率。
综上所述,纯钨表层的浸渗合金化机理为:Ni-Fe熔体因高能非平衡的钨晶界原子优先快速溶解而沿晶界侵入钨表层,成为液态黏结相。而W相与液态黏结相之间的动态溶解-析出机制促使W相不断圆滑化。Ni-Fe熔体黏滞度因W原子浓度增加而显著增大则抑制了合金化速率及钨过快溶解。
3 结论
(1)1500℃下,通过70Ni-30Fe熔体的浸渗,钨表层形成了由W相和黏结相构成的W-Ni-Fe合金组织。相对纯钨,具有较高热膨胀系数的钨表层W-Ni-Fe合金组织,可缓解钨/铜接头的工作热应力。
(2)浸渗合金化平均速率在浸渗开始时很快,然后显著降低,再缓慢降低。浸渗10~40min对应的钨合金化表层的深度为530~770μm。
(3)浸渗时间为30min时,深约60μm的浅表区黏结相显著增大(最宽处约5μm),整个钨合金化表层呈现出组织梯度化。
(4)通过浸渗,钨表面形成了与之冶金结合的Ni-Fe合金涂层。以该涂层做中间层,把难以实现的钨与铜直接冶金连接简化成易于实现的Ni-Fe合金与铜的冶金连接。
(5)钨合金化表层深度、组织特征与钨/铜接头工作热应力之间的具体关系,还需结合钨/铜面向等离子体元件的具体尺寸和工作条件,利用热震实验及有限元模拟进行深入研究。
[1] MITTEAU R,MISSIAEN J M,BRUSTOLIN P,et al.Recent developments toward the use of tungsten as armour material in plasma facing components[J].Fusion Engineering and Design,2007,82:1700-1705.
[2] 周张健,葛昌纯,李江涛.熔渗-焊接法制备W/Cu功能梯度材料的研究[J].金属学报,2000,36(6):655-658.
[3] PINTSUK G,SMID I,DORING J E,et al.Fabrication and characterization of vacuum plasma sprayed W/Cu-composites for extreme thermal conditions[J].Journal of Materials Science,2007,42(1):30-39.
[4] 宋书香,周张健,都娟,等.不同界面对等离子喷涂钨结合强度的影响[J].稀有金属材料与工程,2007,36(10):1811-1814.
[5] WANG T G,CHEN J L,CHEN Y,et al.Thermal properties of VPS-W coatings on CuCr Zr alloy with Ti bonding layer[J].Journal of Nuclear Materials,2007,363-365:1294-1298.
[6] 邹贵生,赵文庆,吴爱萍,等.Ti和Ti/Ni/Ti连接钨与铜及其合金的界面结合机制与接头强度[J].航空材料学报,2004,24(3):36-42.
[7] BATRA I S,KALE G B,SAHA T K,et al.Diffusion bonding of a Cu-Cr-Zr alloy to stainless steel and tungsten using nickel as an interlayer[J].Materials Science and Engineering,2004,A369:119-123.
[8] 陈续东,崔岩.无压浸渗法制备不同体积分数及梯度SiCp/Al复合材料[J].材料工程,2006,(6):13-16.
[9] SMID I,AKIBA M,VIEIDER G,et al.Development of tungsten armor and bonding to copper for plasma-interactive components[J].Journal of Nuclear Materials,1998,258-263:160-172.
[10] 陈玉华.钨基高比重合金板材的液相烧结行为[D].上海:上海大学,2007.1-48.
[11] 凌云汉,白新德,葛昌纯.偏滤器部件W/Cu功能梯度材料的热应力缓和[J].清华大学学报:自然科学版,2003,43(6):750-753.
[12] 尹响初,熊湘君.钨合金膨胀机理的研究[J].稀有金属与硬质合金,2001,(3):14-16.
Study on Infiltration Alloying of Tungsten Surface
YANG Zong-hui1,2,SHEN Yi-fu1,3,MENG Qing-bei1
(1 College of Material Science and Technology,Nanjing University of Aeronautics and Astronautics,Nanjing 211106,China;2 School of Material Engineering,Nanjing Institute of Technology,Nanjing 211167,China;3 Provincial Key Lab of Advanced Welding Technology,Jiangsu University of Science and Technology,Zhenjiang 212003,Jiangsu,China)
W-Ni-Fe alloying layer on tungsten was prepared by infiltration Ni-Fe melt.The microstructures and the depths of alloying layer with different infiltration holding time were analyzed.Results showed that W-Ni-Fe alloying layer depths were 530μm and 700μm when the infiltration holding time was 10min and 20min,and the NiFe-rich phase region embedded in tungsten phase was very small.When the infiltration holding time increased to 30min and 40min,the W-Ni-Fe alloying layer depths were 750μm and 770μm,the NiFe-rich phase region significantly enlarged,and the shape of partial tungsten phase became spheroid.The forming mechanism of W-Ni-Fe alloying layer on tungsten was explained based on experimental results and W-Ni phase diagram.
tungsten;infiltration;plasma facing materials(PFMs);alloying
TG146.4+11
A
1001-4381(2012)07-0086-06
江苏省自然科学基金资助(BK2007201);江苏科技大学先进焊接技术省级重点实验室开放研究基金资助课题(JSAWT-06-02);南京工程学院校级科研基金(QKJA2009004)
2011-07-06;
2012-03-17
杨宗辉(1977—),男,讲师,博士研究生,从事异种金属扩散焊与钎焊研究,联系地址:江苏省南京市江宁区弘景大道1号南京工程学院材料工程学院(211167),E-mail:yzh@nj it.edu.cn
猜你喜欢
中国特种设备安全(2021年1期)2021-07-21 08:56:56
山东冶金(2019年6期)2020-01-06 07:46:00
山东冶金(2019年1期)2019-03-30 01:34:54
上海金属(2016年2期)2016-11-23 05:34:35
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
浙江大学学报(工学版)(2016年11期)2016-06-05 09:21:02
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
中国塑料(2014年1期)2014-10-17 02:46:37