
JD240数控铣床限位故障及其解决方法
2012-09-01 00:18:06张亚新
赤峰学院学报·自然科学版 2012年20期
张亚新
(赤峰学院 建筑与机械工程学院,内蒙古 赤峰 024000)
JD240数控铣床限位故障及其解决方法
张亚新
(赤峰学院 建筑与机械工程学院,内蒙古 赤峰 024000)
分析了J D 240数控铣床软限位及硬限位故障的原因,从华兴31 D M液晶显示铣床数控操作系统和硬件限位开关角度分别提出了解决此类铣床的软硬限位故障的方法,并对J D 240数控铣床使用的过程中避免和减少限位故障以及方便排除限位故障提出了简单实用的操作建议.
数控铣床;软件限位;硬件限位
随着数控技术的飞速发展,很多高校越来越重视培养数控加工方面的专业人才,因此数控机床逐渐走入高校,赤峰学院建筑与机械工程学院为了更好的培养机械方面的专业人才,于2009年购进了两台J D 240数控铣床.
J D 240数控铣床是一种小规格、高效自动化机床,主要用于小型复杂零件的精密机械加工,例如:汽车、摩托车发动机的小零件、钟表机芯等,但此类铣床在学生实习实训过程中经常出现限位故障.因此本文对J D 240数控铣床软限位和硬限位两方面的故障进行探讨和研究
1 限位故障分析
J D 240数控铣床的X轴向行程为400 m m,Z轴向和Y轴向行程皆为200 m m.属于典型的小型数控铣床,学生在操作的过程中很容易忽视各轴向行程限制而造成限位故障.限位故障又分为软限位行程故障和硬限位行程故障.
1.1 软限位故障
软限位是利用软件操作来限定X、Y、Z三向行程的极限位置.J D 240数控铣床采用的控制系统是华兴31 D M液晶显示铣床数控操作系统,此系统可以利用非常方便的P A R A M(参数)功能对铣床进行控制.通过设置位参数02#、03#、09#和11#来对铣床设定软限位,一般情况下软限位要设定在硬限位的前面.当铣床运动范围超出参数功能设定的范围时就会发生软限位故障.
1.2 硬限位故障
硬限位是利用行程开关来限定X、Y、Z三向行程的极限位置.为了保证数控铣床的运行安全,通常都会设置硬限位,用来与参数设定的软限位形成双重保护.J D 240数控铣床采用J W2-11 Z/3行程开关(图1),以铣床的X轴向运动为例,其工作原理示意图如图2所示.
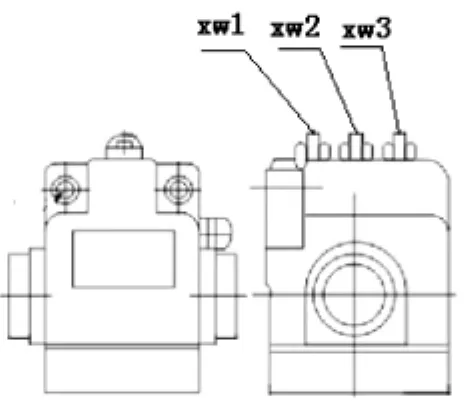
图1 限位开关
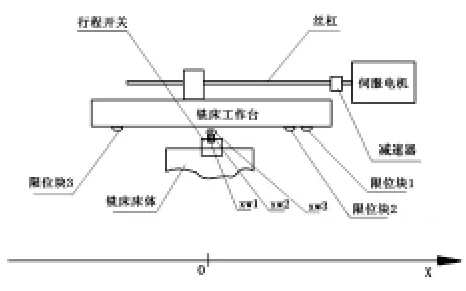
图2 行程开关工作原理示意图
数控铣床运动时,私服电机通过丝杠带动工作台运动,当限位块1触动行程开关上的限位键x w 1时,铣床工作台不能向X轴负方向运动;当限位块3触动限位键x w 3时,铣床工作台不能向X轴正方向运动;铣床工作台在X轴负向返回机床参考点时,当限位块2触动限位键x w 2,则铣床工作台开始减速(即x w 2为减速开关).因此在铣床工作过程中一旦限位块1触动限位键x w 1或者当限位块3触动限位键x w 3就会发生X轴向的限位故障,Z轴Y轴向的限位故障原理相同.
2 软限位故障解决
J D 240数控铣床发生限位故障后,首先应判断是软限位还是硬限位,判断方法是通过观察每个轴向的限位块与限位开关的位置,如果有限位块触动限位开关的x w 1或x w 3限位键则为硬限位故障,反之则为软限位故障.
2.1 位参数
在华兴31 D M液晶显示铣床数控操作系统对于很多只有两种选择性的条件及分支,可用位参数设定,每个参数有8位,每位只有0或1二种状态,可作为某一状态的开关选择,系统共有30个位参数,决定280种状态.涉及到软限位的有02#、03#、09#和11#,其中02#(图3)和09#(图4)在出现软限位故障时,要首先查验.

图30 2#
S L E=1:开放软限位功能;
S L S=1:软限位时各轴突然停止;
=0:各轴降速停止(推荐);S N Z=1:软限位无须回参考点有效;
=0:软限位必须回参考点后有效;02#出厂值为00000111,若需要软限位则需要设置为01000111.

图40 9#
S C O R=1:软件限位以机床坐标决定;
=0:软件限位以工件坐标决定.
09#出厂值为00000000,若需要软限位则需要设置为01000000.
2.2 P参数
位参数是两种条件的选择,具体参数要通过P参数进行调整,表1所示参数是与软限位相关的参数.
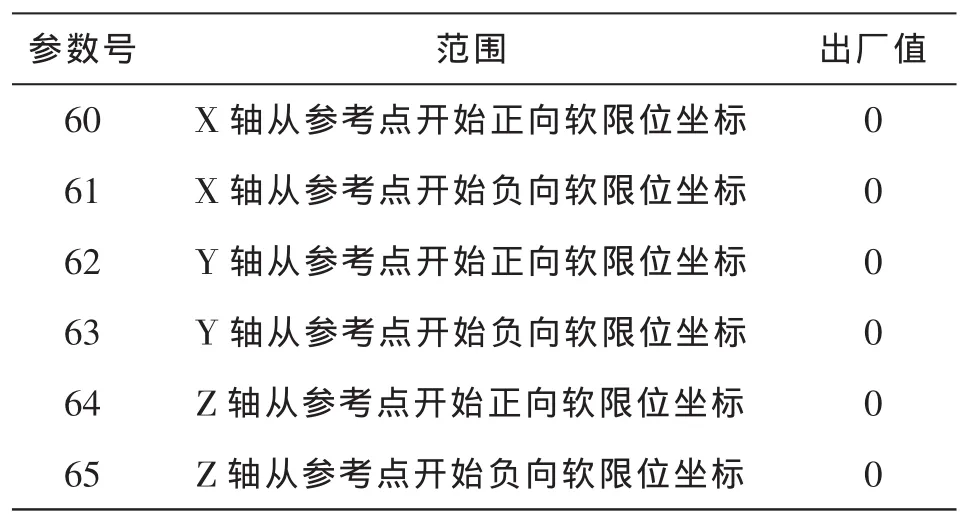
表1 P参数
P参数要根据需要设置参数值,但应遵守软限位要设置在硬限位之前的原则,否则软限位的设置就没有意义.
2.3 软限位故障解决操作
确定是软限位故障时,先检查位参数以及P参数的设置,如果是位参数错误或P参数设定的参数值太小,则改变位参数或P参数值;如果不是位参数错误或P参数设定的参数值太小,则将系统的操作状态调整为手动,使铣床工作台沿限位的反向运动一段距离,即解决软限位故障.
3 硬限位故障解决
J D 240数控铣床某一轴向发生硬件限位故障后,由于系统原因,不但发生限位故障的轴向无法沿轴向运动,而且另外两个轴向也会限制一个方向的轴向运动,例如X轴硬件限位了正方向,则X轴在手动状态下两个方向都无法运动,同时Z轴Y轴也无法沿负方向轴向运动.因此在J D 240数控铣床硬限位状态下,只要先拆卸相应的行程开关,然后在手动的状态下沿限位反方向运动一段距离后,空出行程开关位置,重新安装行程开关就能解决硬限位故障.
4 结论
J D 240数控铣床是典型的小型铣床,在工作过程中很容易发生限位故障,为了减少或避免限位故障的发生,应在编程和操作中时刻记住铣床的工作范围.J D 240数控铣床硬限位故障要比软限位故障解决操作困难的多,因此建议改变华兴31 D M铣床数控操作系统的P A R A M(参数),设置合适的软限位参数.
〔1〕韩加好,陈颖,孙建英.几种典型CNC系统的限位保护解析[J].机床与液压,2012(4).
〔2〕叶坤煌.31DT华兴数控系统软硬限位超行程故障的讨论[J].机电技术,2010(2).
〔3〕马莉.普通车床和数控车床限位装置的探讨与应用[J].硅谷,2012(6).
〔4〕姚伟江,李秋平.数控铣床中限位开关的安全问题的解决[J].机电工程师,2012(5).
〔5〕周敏,张之敬,张建成,袁巍.数控机床动态空间软限位方法研究[J].制造业自动化,2008(4).
〔6〕武友德,胡明华,李登万.基于负逻辑控制的数控机床限位保护装置及方法研究[J].制造技术与机床,2007(2).
〔7〕武锋,于淑萍.软限位开关的设置原理与应用[J].电气技术,2009(10).
〔8〕曾辉藩,何文学,徐运芳.数控机床运动轴硬限位保护装置的负逻辑设计[J].机电电气,2011(7).
T G 547
A
1673-260 X(2012)10-0115-02
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:06
装备制造技术(2020年9期)2021-01-26 00:15:16
环球市场(2021年11期)2021-01-15 23:24:45
新商务周刊(2019年24期)2019-12-22 05:47:21
数码世界(2018年6期)2018-07-12 01:08:04
制造技术与机床(2017年12期)2017-02-02 07:04:12
现代工业经济和信息化(2016年12期)2016-05-17 05:37:51
现代工业经济和信息化(2016年3期)2016-05-17 05:35:00
新教育时代电子杂志(学生版)(2015年31期)2015-12-20 08:29:42
制造技术与机床(2015年3期)2015-01-27 15:45:24
