
给水加氧处理工况在神二500 MW机组的应用
2012-08-24 03:15蒙宏利赵小平
科学之友 2012年1期
蒙宏利,赵小平
(山西神头二电厂,山西 朔州 036011)
1 机组概况
神头二电厂#3机组为500 MW亚临界直流机组(斯洛伐克进口),配亚临界、低倍率强制循环、一次中间再热、塔式布置锅炉(瑞士苏尔寿设计)及凝汽式汽轮机。给水系统为无铜系统(高加不锈钢、除氧器碳钢、低加不锈钢),化学补给水处理为石灰脱碳和二级除盐。
2 给水系统原加药处理工况
#3机组给水加药系统设计为启动运行阶段采用全挥发性处理,加氨和联氨,水质合格后采用给水加氧处理,设计无停炉保护装置。#3机在2005年1月至今两年多的运行中,由于加氧装置、加氧控制系统不完善,不具备加氧系统投运的条件,加氧系统一直未投运,水汽系统的含铁量超标,合格率低于96%,凝结水精处理混床的周期制水量偏低,再生频繁,酸碱耗量高。
3 给水加养的条件
(1)随着#3机组运行的日趋稳定,水汽指标逐渐好转,2007年1月至今,给水的氢电导率合格率在96%以上,具备给水加氧的水质条件。
(2)AVT处理工况存在的主要问题是,由于铁腐蚀产物溶出率较高和流动加速腐蚀的作用,使给水系统腐蚀较严重,给水含铁量较高,热力系统的腐蚀产物进入锅炉在高热负荷区沉积下来,造成锅炉结垢速率高,锅炉酸洗周期短。#3机自投产以来至2007年4月,给水铁的合格率仅为62.9%,远远低于96%的基本要求,急需依靠给水加氧改善给水铁含量高这一状况。
(3)机组没有设计停炉保护,机组停炉期间只能采取热炉放水、提高PH的湿法保护,不能很好地对停运锅炉进行保护。给水实施加氧工况可以减缓停炉腐蚀。
(4)给水加氧有电力行业标准DL/T805.1—2002作支持,而且有很多电厂实施后反映,效果很好。水汽系统的含铁量大幅度降低;锅炉水冷壁和省煤器沉积速率明显降低;精处理混床出水水质明显改善,运行周期大大延长,减少了精处理再生酸碱用量,减少了再生废液排放量。
(5)给水加氧由西安电力科学研究院技术人员来做,他们经验丰富,给很多电厂成功实施过给水加氧。
(6)#3机组配有3×50%凝结水精处理高速混床,能处理全流量凝结水,目前精处理的出水的氢电导率可达到0.1 μS/cm以下,水质条件满足了给水加氧处理的要求。
(7)低压加热器管材为不锈钢管,高压加热器管材为合金钢管,水汽系统材料为碳钢、低合金钢、合金钢和不锈钢。从材质方面,也能满足给水加氧处理的要求。
4 给水加氧的原理
在加氧方式下,由于不断向金属表面均匀地供氧,金属的表面仍保持一层稳定、完整的Fe3O4内伸层,而由Fe3O4微孔通道中扩散出来进入水相的二价铁离子则被氧化,生成三氧化二铁的水合物(FeOOH)或三氧化二铁(Fe2O3),沉积在外延生成的Fe3O4层的微孔或颗粒的空隙中,使金属表面形成致密的“双层保护膜”,若干孔内和Fe3O4层上的Fe2O3,可以说明,加氧处理法和AVT处理法所形成的Fe3O4保护层在结构上的区别。在Fe3O4区有裂纹(例如,由压应力造成的)的地方,就可实现裂纹自发愈合,愈合速度取决于加氧量的多少。
反应过程如下:
在钢的表面上,瞬时直接进行的内伸反应为:
6Fe+4H2O=Fe3O4+3Fe2++8H++l4e-
阴极反应为:
7/2O2+14H++14e-=7H2O
因此,在钢的瞬时表面上得到的整体反应为:
6Fe+7/2O2+6H+=Fe3O4+3Fe2++3H2O
在铁和Fe3O4分界面上,由于缺乏阴极反应所需的氧,因而未能出现生成Fe2O3所必需的氧化电位。Fe3O4在分界面上保持稳定的整体相。从孔道进入流动介质的铁离子被氧化成Fe2O3沉积在外延Fe3O4层的里面和上面:
2Fe2++2H2O+1/2O2=Fe2O3+4H+
靠近钢原始表面的Fe3O4,按反应式可以生成Fe2O3,封闭了孔口,从而降低了扩散和氧化速度。所反应的结果是在钢表面生成了致密稳定的保护层,该膜具有很低的溶解度
5 给水加氧工况转换
5.1 停加联氨,进行系统查定试验
2008年5月16—20日,机组给水AVT(O)处理,即只在精处理出口加氨,停加联氨,进行#3机组水汽品质全面查定试验,确定了机组的水汽品质及其变化规律。查定试验的重点项目是凝结水、精处理出口水、给水、炉水和过热蒸汽氢电导率、阴离子变化情况,以及水汽系统铁、铜含量。
5.2 给水加氧处理转化及氧平衡试验
2008年5月21日9:30开始向除氧器下水管手动加氧,控制加氧流量,维持初始加入氧量100 μg/L~300 μg/L。
5月21日9:30开始向精处理出口手动加氧,维持初始加入氧量 50 μg/L~150 μg/L。
至5月26日加氧转化完成。
5.3 给水pH调整试验
给水pH值按8.85~8.95运行
2008年5月27日9:00~5月31日9:00,调整精处理出口加氨量使混床后加氨凝结水电导率在~2.5 μS/cm,将给水的pH降至8.85~8.95。
给水pH值按8.75~8.85运行5月31日9:00~现在,调整精处理出口加氨量使使混床后加氨凝结水电导率在~1.8 μS/cm,将省煤器入口给水的pH降至8.75~8.85。

表1 #3机2008年1—5月份AVT(O)处理工况给水铁含量
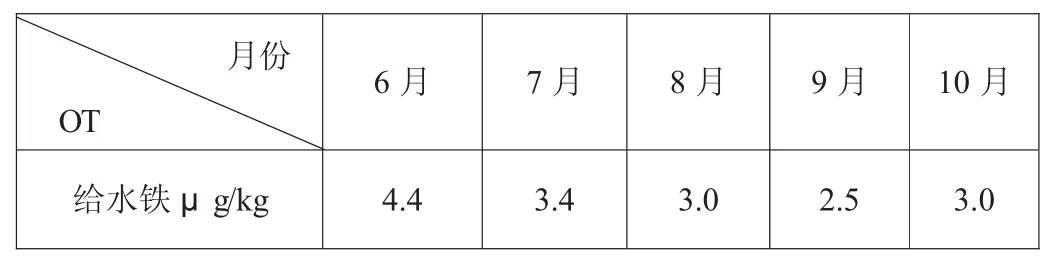
表2 #3机2008年6—10月份OT处理工况给水铁含量

图1 给水加氧前后铁含量对比图
5.3 给水氢电导率下降,稳定性增强
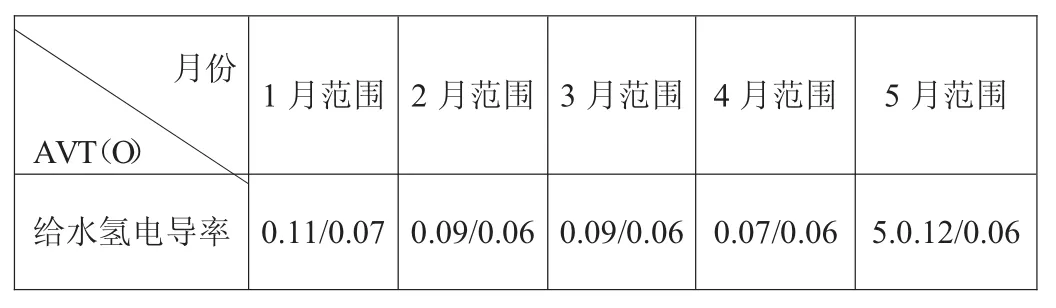
表3 #3机2008年1—5月份AVT(O)处理工况给水氢电导率

表4 #3机2008年6—10月份OT处理工况给水氢电导率

图2 给水加氧前后氢电导率对比图
5.4 精处理混床处理水量大幅提升,再生次数减少,节约了氨水用量、再生酸碱用量。
2008年1—5月份#3机给水用氨水16.0 t,月平均3.2 t,2008年6—10月份用氨水8.0 t,月平均用量1.6 t;氨水用量明显减少,如果实现氨水自动加药,氨水控制在指标下限,还可以进一步节约氨水用量。
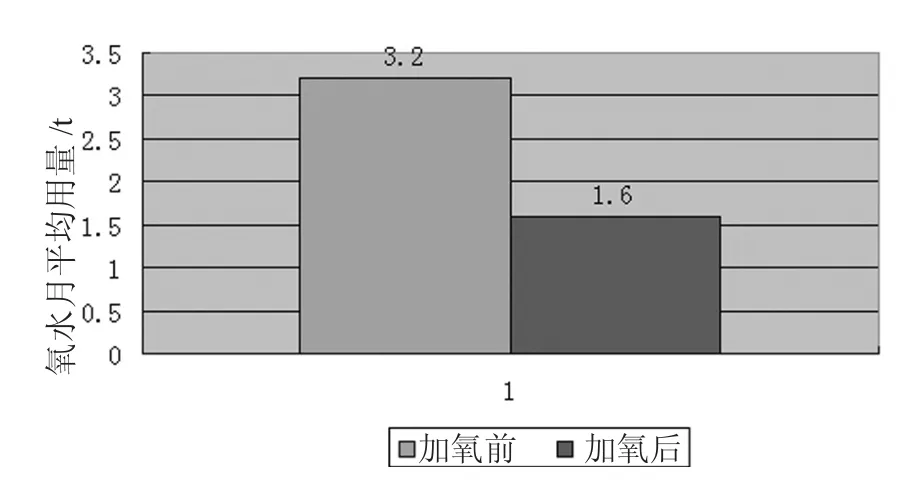
图3 给水系统加氧前后氨水用量对比
2008年1—5月份#3机再生混床次数36次,2008年6—10月份再生混床次数15次,再生次数减少,节约了再生用酸碱。

图4 给水系统加氧前后混床再生次数对比
2008年1—5月份再生用酸32.4 t,用碱28.8 t,月平均用酸6.48 t,月平均用碱 5.76 t;2008 年 6—10 月份再生用酸 13.5 t,用碱12.0 t,月平均用酸2.70 t,月平均用碱2.40 t。
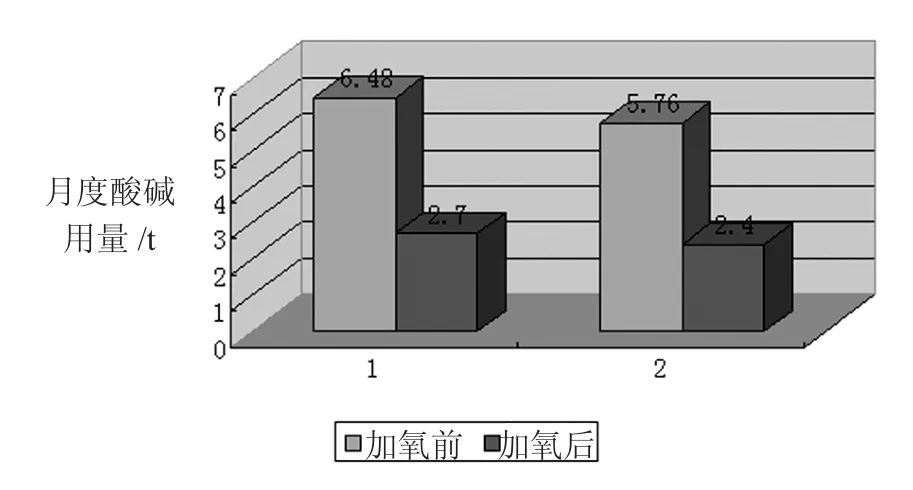
图5 给水加氧前后精处理混床再生酸碱量对比
2008年1—5月份#3机精处理混床周期处理水量约7万t,2008年6—10月份混床周期处理水量约16万t。

图6 给水系统加氧前后混床处理水量对比
6 结论
加氧水处理技术已被认为是目前最好的给水处理工况,具有其他水化学工况无法比拟的优越性,主要表现:给水含铁量小,水汽质量优良,锅炉结垢速度低,锅炉酸洗周期可大幅度延长。化学药品用量大幅度减少,停用了被认为可致癌的联氨,减少酸碱废液的排放,有利于环境保护,运行成本有明显的降低等。2009年#3炉大修,可以通过炉管沉积量分析来进一步论证加氧技术的优越性。
7 后续工作
(1)加氧处理对水质要求高,化学在线表准确与否很关键,建议加强维护并及时更换易损部件,氧表电极的使用寿命一般为一年,应提前购买并及时更换。
(2)及时更换氢电导率失效阳树脂,但高加出口给水和混床后凝结水氢电导率为加氧水质控制信号,其阳树脂不能同时更换。
(3)给水加氧处理的同时还要加入少量的氨以控制给水pH值,并且给水的pH值控制范围较窄,因此机组负荷变化时及时调节精处理出口的加氨量非常关键。目前,加氨方式为手动,化学精处理值班人员每2 h巡检1次,根据混床后凝结水和给水pH值,调整加氨泵的行程,负荷变化时无法及时调整,建议将加氨方式改造为自动,化学运行人员及时远操调节加氨量。
(4)由于机组加氧处理后不能加联氨,今后机组停机保养采用加氨法(加氨调节pH值9.3~9.5)、充氮法、热炉放水法、通干燥空气或通压缩干燥空气法等方法进行保养。
猜你喜欢
中国房地产业(2022年19期)2022-07-18
仪器仪表用户(2022年7期)2022-06-29
干旱地区农业研究(2022年3期)2022-05-24
中学生理科应试(2021年10期)2021-12-07
矿冶工程(2021年4期)2021-09-15
科技创新导报(2021年33期)2021-04-17
世界有色金属(2020年15期)2020-10-10
湖北农业科学(2014年13期)2014-08-28
祝您健康(1985年3期)1985-12-30
中国青年(1965年18期)1965-08-20
