
厌氧生物处理污水的实践与效果研究
2012-08-19 07:29:20平顶山市水利局
河南水利与南水北调 2012年11期
□安 静(平顶山市水利局)
厌氧生物处理是在无氧条件下,由兼性菌及专性厌氧细菌降解有机物,最终的产物是CO2和CH4。“三阶段模式”是当前较为公认的厌氧生物处理理论,即完整的厌氧反应是由水解阶段、产氢产乙酸阶段和产甲烷阶段组成。
厌氧生物处理工艺的共同特点是有机物负荷高,污泥产量低;能耗低,营养物需要量少;应用水质范围广,有些有机物对好氧微生物来说是难降解的,而厌氧微生物则可降解之的;对水温的适宜范围广,厌氧菌能在10~555℃的范围内不同程度地发挥作用;由于厌氧或兼性微生物对有机物只进行不彻底降解,所以厌氧工艺往往作为好氧生物处理预处理。
1.处理的效果
1.1 上流式厌氧污泥床(UASB)处理工艺
1.1.1 工艺特点
一是,该工艺的显著特点是反应器中的污泥培养成熟后呈黑色或褐色颗粒状,活性高,抗冲击负荷能力强;二是,反应器中无需安装搅拌装置,通过反应区产生的沼气上升、迁移作用实现搅拌目的,操作管理简单;三是,UASB 采用脉冲布水器进水,使反应产物CH4和CO2 迅速移出反应器,pH 自行提高,有利于厌氧反应的顺利进行。
1.1.2 设计进水水质
2010年11月份UASB 进水水质指标CODCr 基本稳定在2750mg/L 左右,该项目设计进水水质见表1

表1 UASB 反应器设计进水水质表
1.1.3 运行效果
2010年11月份反应器出水水质可知,出水COD 基本稳定在350mg/L 左右。
1.2 内循环厌氧反应器(IC)处理工艺
1.2.1 工艺特点
有机负荷高,进水有机负荷达到普通厌氧反应器的3 倍以上,污泥浓度高,微生物量大;内循环使得传质效果好。
该项目反应器容积负荷率达到同等规模、水质相近的UASB 反应器3 倍左右,高径比为6,节省投资和占地面积,非常适合用地紧张的企业。
抗冲击负荷能力强,本项目COD 最低接近2000mg/L 时,内循环流量为进水量的3 倍;COD 最高接近15000mg/L 时,内循环流量为进水量的16 倍;内循环水使原水中的有害物质得到充分稀释,大大降低了毒物对厌氧消化过程的影响。
抵抗低温能力强:由于IC 反应器含有大量的微生物,外界温度的变化对反应器的影响不再显著或严重。IC 反应器可在常温(20~25℃)下运行,节省了能量。
内部自动循环,不必外加动力:IC 反应器通过自身产生的沼气作为提升动力实现混合液内循环,无需设泵强制循环,节省了动力消耗,提高了系统的安全性。
1.2.2 进水水质设计
2010年11月份反应器进水COD 基本稳定在12000mg/L左右,设计进水水质见表2。

表2 IC反应器设计进水水质表
1.2.3 运行效果
2010年11月份反应器出水水质可知,出水COD 基本稳定在1700mg/L 左右。
1.3 EGSB 处理工艺
1.3.1 工艺特点
一是,该项目反应器采用了塔式结构,高径比较大,占地面积小;二是,EGSB 是固体流态化技术在有机废水生物处理领域的具体应用。反应器的工作区域运行状态时容积膨胀率最大约为25%,进水速率较低,其结果,既保证了进水基质与污泥颗粒的充分接触和混合,加速生化反应过程,又有利于消除或减轻固定床中常见的底部负荷过重的状况,增加反应器的有机负荷承;三是,污泥呈颗粒状,活性高,沉降性能好,粒径和强度较大;四是,对被处理有机废水浓度要求不严,既能处理高浓度废水,又能处理低浓度废水。
1.3.2 设计进水水质
2010年11月份进水指标波动较大,COD 为2000mg/L~3000mg/L,设计进水水质见表3:

表3 EGSB 反应器设计进水水质表
1.3.3 运行效果
2010年11月份反应器出水水质可知,出水COD 基本稳定在4500mg/L 左右。
1.4 水解酸化(HUSB)处理工艺
1.4.1 工艺特点
一是,水解酸化过程实际上是微生物厌氧反应的第一阶段,各种不溶性大分子有机底物(如纤维素、蛋白质、木质素等)首先水解为溶解性单体或二聚体,然后进一步生成挥发酸。二是,与混合厌氧工艺相比,水解酸化适应条件更为宽松。氧化还原电位(ORP)不超过50mV 即可顺利进行,而混合厌氧系统ORP 必须满足甲烷菌的要求,即-300mV 以下;水解酸化的最佳pH 值为5.5~6.5,但生产过程中由于不存在丙酸抑制的问题,通常不必刻意控制pH 值;水解酸化对温度无特殊要求,常温下运行即可获得较为满意的效果。三是,水解酸化工艺无需设三相分离器,以及生物气的收集、净化和储存等设施,构筑物简单,操作方便。
1.4.2 设计进水水质
2010年11月份进水水质基本稳定在2400mg/L 左右,设计进水水质见表4。
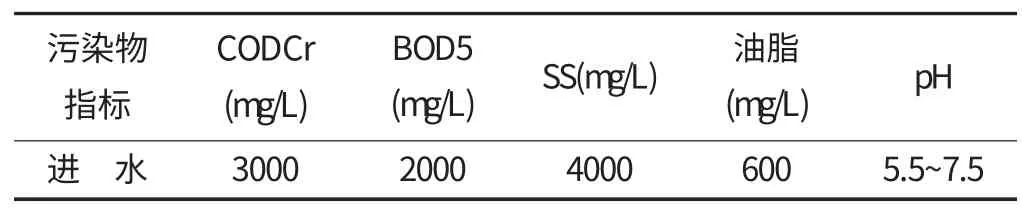
表4 HUSB 反应器设计进水水质表
1.4.3 运行效果
2010年11月份反应器出水水质见表4,由表可知,出水COD 基本稳定在800mg/L 左右。
2.分析研究
运行实践表明,没有脱氮要求的废水可以采用UASB 厌氧反应器;COD 高于2000mg/L 时,IC 工艺是适用的,COD 含量较低时,沼气产生量较少,使反应区的污泥很难形成有效的膨胀和流态化状态,处理效率下降;EGSB 特别适合处理低温和浓度相对较低的废水,当沼气产率低、混合强度低时,较大的进水动能和颗粒污泥床的膨胀将获得比传统UASB 反应器更好的运行效果,从实际工程的运行结果看,EGSB 用于屠宰与肉类加工废水是可行的,但需要一定的径深比,池子需要采用钢板焊接,焊接工艺要求高,施工周期较长,并且每隔一段时间需要进行防腐,运行成本高于UASB;HUSB 工艺处理效率最低,但对于需要脱氮的废水,不宜采用UASB、IC、EGSB 工艺,而适合采用对原水BOD 有一定降解且不影响脱氮碳源量的HUSB 工艺,另外,HUSB 不舍沼气收集、脱硫、储存系统及货柜等配套设施,投资及运行成本均较其它3 种工艺低,目前屠宰与肉类加工废水处理中HUSB 采用占多数。
3.结语
厌氧生物处理工艺多样,能耗低,污泥产量少,操作简单,但不同性质的废水需要根据其生物降解特点和设计目的选取适宜的厌氧工艺,并在厌氧生物处理之后设置好氧生物处理工艺。对屠宰与肉类加工废水以及性质类似的其他废水,UASB、IC、EGSB 和HUSB 工艺均能要求,但综合考虑投资、用地、能耗、操作的便利性等因素,HUSB 越来越受到欢迎。
猜你喜欢
甘肃科技(2020年20期)2020-04-13 00:30:04
天然产物研究与开发(2018年7期)2018-08-21 02:04:12
中国资源综合利用(2017年2期)2018-01-22 02:45:00
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
山东工业技术(2016年15期)2016-12-01 05:30:45
中学化学(2016年2期)2016-05-31 05:27:22
课程教育研究·下(2016年2期)2016-03-25 13:45:48
铜业工程(2015年4期)2015-12-29 02:48:41
发明与创新(2015年21期)2015-02-27 10:39:11
水土保持通报(2014年5期)2014-06-09 08:27:10
