轧后冷却电气控制系统二次开发与应用
2012-08-16 06:28李晓辉
科技视界 2012年35期
李晓辉
(济钢集团有限公司检修工程公司 山东 济南 250101)
0 前言
济钢2500 线轧后冷却系统中轧后冷却系统与辊道系统各自独立,无法实现通讯,轧后冷却二级系统无法对辊道进行控制,导致冷却效果不佳;操作人员紧张而无法配备足够的操作人员对现有设备进行操作。由于中厚板厂2500 产线的生产节奏很快,停产改造势必影响集团公司的效益[1],所以利用现有设备进行不停产改造来实现控制目的是最佳选择。
1 轧后冷却系统硬件设备的开发
为实现控冷辊道的高级控制,需对原控制线控制变频器进行现场总线化改造,通过对控冷辊道进行通讯,控冷辊道线速度统一控制。通过OPC 技术,实现轧后冷却系统与辊道系统实现数据交换,可以对相应的设备进行精确控制。 硬件构造示意图如图1 所示:
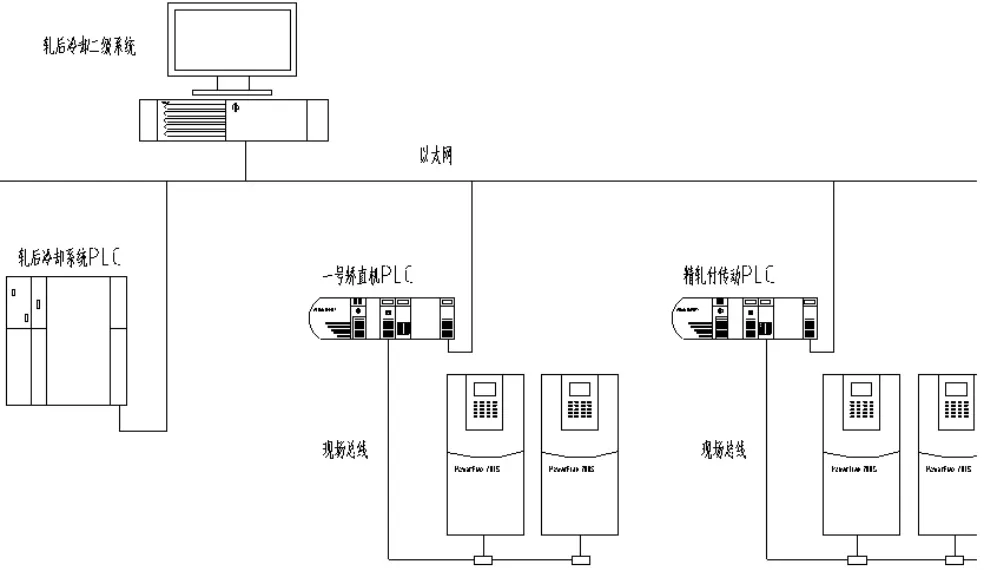
图1 轧后冷却系统硬件设备整合示意图
1.1 轧后冷却系统与辊道系统的通讯
轧后冷却系统二级自动化为基于数据库技术的WINCC 系统,控冷辊道系统为基础自动化, 为罗克韦尔公司的的Controllogix 集成构架和RSview 上位界面,Controllogix 集成构架通过以太网与RSview 上为数据通讯, 怎么将WINCC 系统与RSview 两者之间进行数据传输,是实现控冷辊道与轧后冷却系统整合改造的瓶颈。
经过对两者的研究,依托OPC 技术是解决数据问题的有效手段,OPC 技术定义了一个开放的接口,在这个接口上,基于PC 的软件组件能交换数据。 它是基于Windows 的OLE——对象链接和嵌入、COM——部件对象模型和DCOM——分布式COM 技术。 具体方法为OPC 数据读取方式和周期定义。 在Rsview 服务器上利用双网卡,建立与WINCC 服务器和下位Controllogix 集成构架的数据连接。 Wincc 服务器的链接是用来读写WINCC 中的需要变量, 在Rsview SE 的OPC DATA SERVER 中建立OPCServer.WinCC, 并在相应的网络中查找WinCC 服务器的IP ,即完成了Server.WinCC 的设置。RSVIEW Tag 中读取一级需要的数据。这一环节,数据读取周期的确认十分重要,因为他决定了数据的更新速率。 在自动出钢技术中,充分利用events 的功能和一级Controllogix 集成构架编写速率可调的数据采取周期, 进行数据的读取。 定义RSVIEW Macros 对Events 进行启停操作,读取时充分考虑数据类型问题,防止链接无效和写入错误。
通过OPC 技术采集轧后冷却系统二级自动化系统的速度给定变量, 通过控冷辊道PLC 的运算将线速度转化为0-32767 数制, 通过Controlnet 现场总线利用MOV 指令给至变频器。 0-32767 对应变频器频率为0-50Hz,通过机械提供的减速比和辊径计算出实际的线速度,从而实现调整频率达到调整线速度的目的。
1.2 控冷辊道变频器现场总线通讯改造及线速度统一
由于控冷辊道系统采用的为罗克韦尔旗下AB 品牌的变频器,现有的1336PLUS2 变频器只需要增加1203-GU6 网络通讯模块及1203-C10 的数据线,POWERFLEX700 变频器只需增加20-COMM-D 通讯模块[2],即可对变频器实现现场总线通讯改造。
对程序所做的修改仅需要增加Devicenet 网络使能, 将原先控制线的实际点改为变频器相关控制字, 对原有程序稍作改动即可实现。根据机械专业提供的辊径, 通过测速仪算出在变频器输出50Hz 的情况下辊道的实际转速, 通过计算相应的K 值对变频器的给定进行调整,实际输出频率限制在低于50Hz,从轧后冷却系统接受的速度给定为14077,乘以相应的K 值0.6,得出实际的输出为8446,即为该组变频器的实际给定值。
由于控冷系统需要速度反馈作为闭环调节,所以通过AB 变频器的DATALINK 数据采集功能,将变频器的输出频率定义为输出变量,通过轧后冷却系统WINCC 组态软件的OPC 采集得到。
1.3 集管流量标定方法的优化
由于原设计并不是每一组集管上都有流量计,标定页面无法确保都能够标定,这样会导致整个系统中流量不准,冷却效果不佳。

这样我们把有流量计的集管流量视为Q2,通过测量水柱高度h1,h2,代入公式中计算,即可计算出相应集管的流量。采取五点标定的方法进行标定,即可达到预先设计程度。
2 项目的实施效果及效益分析
轧后冷却系统正常运行后, 钢种初验性能合格率由95.64%提高到99.5%以上,钢板改判率由0.88%降低到0.2%以内;钢板屈服强度平均提高30-40MPa,性能改进效果显著;薄规格水冷工艺得到全面开发,在保证板型的基础上提高了性能合格率。
本项目通过冷却工艺优化,使性能改判率由0.88%降低到0.2%以内,生产需控冷的钢板Q345B 91071.55 吨,可降低质量损失:
91075.55*(0.88%-0.2%)*300 元/吨=16.56 万元
项目年预计可实现直接经济效益:16.56/3*12=66.24 万元
3 结束语
通过轧后冷却电气控制系统二次开发, 成功的实现了轧后冷却、矫直机、辊道系统配合运行,使得产品性能有了极大的提高,收到了良好的效果。
[1]崔凤萍,孙玮,等.中厚板生产与质量控制[M].北京:冶金工业出版社,2008.
[2]邓李.Controllogix 系统实用手册[M].北京:机械工业出版社,2008,9.
[3]Rockwell Automation,1336 PLUS2 Adjustable Frequency AC Drive User manual[Z],1998.
猜你喜欢
冶金设备(2021年2期)2021-07-21
冶金设备(2019年6期)2019-12-25
山东冶金(2019年3期)2019-07-10
山东工业技术(2018年5期)2018-03-10
科技创新与应用(2016年34期)2016-12-23
现代工业经济和信息化(2016年22期)2016-08-23
设备管理与维修(2016年6期)2016-04-09
铜业工程(2015年4期)2015-12-29
陶瓷学报(2015年4期)2015-12-17
天津冶金(2014年4期)2014-02-28