
基于DSP和MCU的交流方波埋弧焊控制系统设计
2012-08-06 04:34陈军根
电焊机 2012年12期
陈军根
(湖南工程学院 电气信息学院,湖南 湘潭 411101)
0 前言
交流埋弧焊接工艺具有电流波形调节参数多、工艺适应性广,且无直流电弧存在的磁偏吹现象等优点,应用广泛。本设计采用单片机与DSP相结合的双机控制方案,有效解决了DSP和MCU单独处理的不足、模拟控制器受温度等外界参数影响大、调试复杂且一致性较差的弊端,采用此控制方案的焊机具有良好的输出特性,可以实现非线性控制满足埋弧焊、手工焊等工艺要求,实现一机多用。引弧、焊接和收弧过程完全由软件控制,具有电弧稳定、焊接质量好等特点,具有焊接数据存储和故障自诊断功能。
1 系统硬件设计
传统模拟逆变埋弧焊的控制电路是由无源或有源器件组成的模拟系统。焊接电流、电压等参数通过传感器采样反馈到控制电路。反馈量与给定信号比较,经过PI控制器输出到PWM控制芯片,PWM信号经过功率放大、隔离来触发功率开关元件的导通/关断,完成系统的闭环控制。模拟控制器的性能由分立元件的参数决定,受温度等外界参数影响较大,调试比较复杂且一致性较差。
针对传统埋弧焊控制系统的不足,设计了一种以TI公司的TMS320F2812和ATMEL公司的ATMEG64A芯片作为主控制器的埋弧焊控制系统。TMS320F2812属于32bit的定点DSP,作为主要的电机控制芯片具有丰富的外设和快速的运算能力,与用于控制方面的其他单片机或DSP相比,优势明显,能够满足埋弧焊控制系统的要求,并能运行较复杂的控制算法,控制效果较好。为了充分发挥DSP强大的运算功能,增加了单片机来负责系统的总体管理,ATMEL的ATMEGA64A芯片应用广泛,抗干扰性强,与TMS320F2812芯片相协调,能够获得较高的性价比。
基于DSP和MCU的交流方波埋弧焊控制系统主要由电源电路、DSP、MCU核心处理器、信号调理电路、通信接口、电机控制、显示接口及一些辅助电路组成,电路结构如图1所示。单片机控制系统主要负责系统的总体管理,采集用户设置的焊接参数、与DSP进行通信、传递数据;实时显示焊接数据与操作人员进行交互以及保护信号处理;DSP控制系统负责运算,进行PI控制,包括基值电流闭环控制部分、峰值电流闭环控制部分、弧长闭环控制部分、送丝电机和行车电机闭环控制。

图1 DSP+MCU的埋弧焊机控制系统
1.1 信号调理模块
逆变焊机控制过程中需要采集焊接电流和焊接电压的瞬时值,这两个参数的数值一般比较高,难以直接进行A/D转换,同时考虑主电路要和控制电路隔离,本系统采用霍尔传感器对焊接电流和电压进行信号取样,被测电流母线从传感器中穿过,副边端子即可输出成比例的电压值。电流互感器规格为100∶1,即当主电路输出电流为100 A时,电流互感器输出为1 V。如图2所示,从霍尔传感器输入的电流从J2进入,经过滤波和跟随电路。由于埋弧焊焊接电流较大,采样得到的电压需要经过R30和R31分压后送入DSP进行A/D转换。

图2 电流传感器电路
焊接电压来自于焊机输出的正负极,经A10进入主控板的电压经电阻分压后整流滤波,然后通过快速光耦隔离及放大器跟随后送入DSP的A/D接口,采样和输入DSP的电压比值设计为40∶1。焊接电压反馈电路如图3所示。
1.2 数据通信
单片机ATmega128L和TMS320F2812之间通过485接口进行通信,RS-485通信的硬件连接如图4所示。RS-485驱动器必须在负载上提供最小1.5 V的差分输出,而RS-485接收器则必须能检测到最小为200 mV的差分输入,这两个值为可靠数据传输提供了足够的裕度。采用美信公司的MAX3081芯片,MAX3081是一款RS-485高速收发器,为了降低RS-485通信过程的干扰,采用光耦对信号进行隔离。
1.3 键盘、显示电路
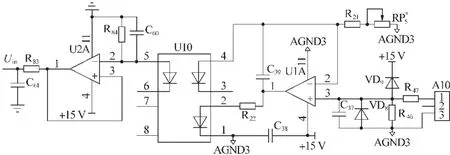
图3 电压传感器电路

图4 RS-485通信电路
键盘、显示模块主要完成采集用户设置的焊接参数和实际电压、电流以及故障代码的显示。采用键盘显示芯片CH451,是以硬件实现的多功能外围芯片,使用串行接口,支持显示驱动和键盘扫描以及μP监控,外围元器件极少,非常适合作为单片机的外围辅助芯片,CH451可以动态驱动8个数码管或者64位LED,具有BCD译码、闪烁、移位等功能,同时还可以进行64键的扫描。本系统显示面板有6个数码管、10个LED和5个按键,由一片CH451驱动和扫描。CH451芯片连线简单,仅需要三根信号线就可以实现。三根信号线包括:串行数据输入线DIN、串行数据时钟线DCLK、串行数据加载线LOAD。
1.4 送丝机和小车控制电路
由于埋弧焊焊机通常使用粗焊丝焊接,电弧的自调节能力无法达到稳定电弧的目的,因此采用变速送丝系统。利用功率MOSFET的开关作用将直流电源电压转换成一定频率的方波电压,加在110 V直流电动机的电枢上,通过调节方波脉冲宽度来改变电枢的平均电压,从而达到调节电动机转速的目的。电机控制可以分为三部分:电机反电动势的反馈、电机的PI运算实现和电机的斩波控制。
DSP通过光电隔离输出PWM波形,控制开关管的通断,实现对电机的起停控制;DSP根据面板设置,修改电机的运行方向;电机的反电动势通过线性光耦反馈到DSP的ADC模块。
开关管的作用是调节PWM的占空比,控制电机的时序。送丝速度的控制分为两个时段:第一个时段是从电机开始送丝到焊丝到达工件之前,以及反向抽丝过程。在这个时间段内,送丝电机控制原理与行车电机控制原理完全一样,都是利用给定电压与反电动势的偏差经过PI运算,实现速度的闭环控制。第二个时段是引弧成功后的焊接过程。在焊接过程中需要实时采集电弧电压与给定电压作比较,偏差作PI运算,最终生成PWM脉冲,用于送丝电机转速控制。电机驱动原理如图5所示。

图5 电机驱动原理框图
2 系统软件设计
2.1 单片机控制软件设计
单片机控制软件主要由键盘显示模块、通信模块、中断模块和焊接参数管理模块等组成。其中键盘显示模块管理人机交互操作界面,负责采集用户设置的焊接参数和实际电压、电流以及故障代码的显示,实现参数输入、修改、实时参数显示等功能。通信模块一方面与DSP交换数据,将用户设置的焊接参数实时下传给DSP,同时,读取DSP上传的实际焊接电流、电压、送丝速度和焊机状态等信息,若出现过热、过电流、过电压、欠电压等故障,应立即通知DSP,切断输出,进入空载状态;另一方面,如果系统和上位机连接,还要与上位机通信,上传实际焊接参数,同时接受上位机控制。中断模块主要处理实时性要求高的事件,过热、过电流、过电压、欠电压等故障触发中断模块。焊接参数管理模块负责交流埋弧焊的参数,包括交流频率、方波交流平衡率、直流偏置、相位、电流、电压、送丝速度等。主程序流程如图6所示。
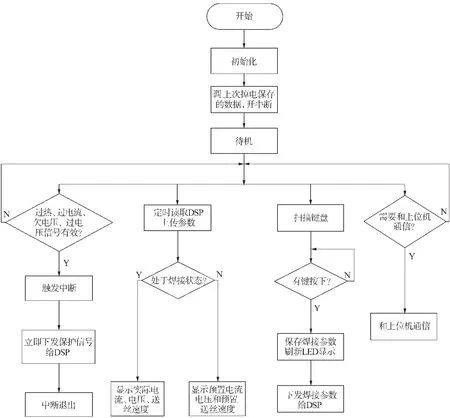
图6 MCU程序流程框图
2.2 DSP控制软件设计
DSP控制软件采用模块化方法设计系统控制软件,整个软件由主程序、起弧控制子程序、收弧控制子程序、通信子程序、故障保护子程序、PI算法子程序等组成。主程序控制埋弧自动焊机工作的整个过程;起弧子程序控制起弧过程,收弧子程序控制收弧过程,通信子程序负责和MCU的通信;故障保护子程序监测MCU下传的数据,一旦接收到故障信息,立即封锁IGBT驱动信号,向送丝机构与行走小车发送停止信号;PI调节子程序主要用于精确控制引弧、焊接、收弧等焊接过程,稳定调节送丝和行车速度。
2.2.1 主程序设计
按照埋弧焊的焊接过程将主程序分为四个阶段,具体过程为:
(1)焊前准备。包括焊接参数、焊丝规格、送丝速度、行车速度等。接通电源,系统上电复位后首先进行初始化;再判断是否有“送丝”或“抽丝”键按下,若“送丝”键按下,则执行点动送丝,若“抽丝”键按下则执行点动抽丝,以此调整焊丝与工件的距离。通过控制箱的按键和旋钮设置焊接参数,单片机读取预置的焊接参数经A/D转换后存入内存,并显示其数值。
(2)引弧。经过焊前准备,在此状态下循环执行以上步骤,等待焊接“开始”键按下,一旦系统软起动建立空载电压,并根据传感器回传的电流、电压信息判断焊丝与工件是否接触,自动选择回抽引弧或划擦引弧。
(3)焊接。当判断电弧引燃后,进入焊接控制子程序。DSP实时采样焊接电流和电压,根据计算的电流、电压偏差循环进行电源外特性控制和送丝速度的控制,并周期调整焊接速度和更新焊接参数的显示。
(4)收弧。当“停止”键按下后,执行焊接收弧子程序,完成焊接全过程。焊接主程序如图7所示。

图7 焊接程序流程框图

图8 焊接程序流程框图

图9 焊接电流、电压波形及焊缝外观
2.2.2 PI子程序设计
焊接过程采用增量式PI控制算法,即给定值与反馈值进行比较,产生的偏差作为PI控制单元的输入量,经过软件运算后,输出量作用到被控对象上,使输出量与给定量保持一致。参数确定则通过大量焊接试验来完成。PI子程序流程如图8所示。
3 试验和结论
交流方波埋弧焊控制系统电路板和软件调试完成后,在湖南超宇科技有限公司(原湘潭市电焊机厂)成熟的埋弧焊主电路上进行试验,图9是在焊接电流600 A、电弧电压40 V的规范下进行焊接工艺试验的结果。由图9可知,焊接过程中电压波动较小,电流过零速度快,焊缝成形光滑,纹波细密美观;表明DSP+MCU的设计方案可行,达到焊接要求,实现较好的焊接效果。而且,各个系统都采用模块化设计,可扩展性高、升级维护方便、二次开发周期短。
[1]童诗白.模拟电子技术基础[M].北京:高等教育出版社,2007.
[2]朱 飞.AVR单片机C语言开发入门与典型实例[M].北京:人民邮电出版社,2009.
[3]陈 坚.电力电子变换和控制技术[M].北京:高等教育出版社,2002.
[4]张光先.逆变焊机原理与设计[M].北京:机械工业出版社,2008.
[5]常 涛.数字化IGBT逆变焊机的研究[D].北京:北京交通大学,2007.
猜你喜欢
焊接(2016年7期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2016年1期)2016-02-27
中国科技纵横(2015年2期)2015-11-05
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
焊接(2015年8期)2015-07-18
焊接(2015年8期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26
科学中国人(2014年16期)2014-11-20
