
超声TOFD图谱多普勒频移估计及增强算法研究
2012-08-06 04:34朱宇宏陈华斌赵亮强
电焊机 2012年12期
朱宇宏 ,陈华斌 ,王 燕 ,姚 强 ,赵亮强
(1.江苏省产品质量监督检验研究院,江苏 南京 210029;2.上海交通大学 材料科学与工程学院焊接所,上海 200240)
0 前言
超声衍射时差技术又称超声渡越时差法(Time of Flight Diffraction,TOFD),是一种依靠从缺陷的端角和端点处得到的衍射能量来检测缺陷的方法,也叫裂纹端点衍射法或尖端反射法[1]。根据缺陷端部产生的衍射信号时间差对缺陷进行定位和定量。根据TOFD原理,在非平行扫查(D扫)条件下,缺陷深度是假定缺陷位于探头连接线中心正下方时所得的结果,忽略了缺陷水平误差,故仅通过D扫描无法准确表征缺陷在焊缝的横向位置,为了精确获得缺陷高度及其相对于焊缝中心位置,须进行平行扫描(B扫描)。利用该方法进行B扫描时,探头跨越缺陷移动,探头发出的波束分布在一定角度范围内[2-4]。当某一时刻缺陷尖端正处于两探头连线的中垂线上时,波程最小;而当缺陷靠近或远离此中垂线时,波程逐渐增加。缺陷尖端的衍射信号在B扫描图像呈抛物线状,导致图像的横向分辨率较低,无法准确区分两个横向接近的不同缺陷。
从合成孔径雷达技术发展过来的超声合成孔径聚焦成像(SAF)方法,通过低的工作频率和较小的换能器孔径获得较好的分辨率。合成孔径聚焦作为超声TOFD后处理方法,能够提高聚焦区域的横向分辨率,同时在聚焦区域产生动态聚焦效果[5]。
本研究利用SAFT对TOFD图谱进行波束锐化和图像增强。首先根据TOFD原理推导出缺陷尖端衍射回波的参数模型和多普勒频移,继而利用匹配滤波实现TOFD衍射信号的波束锐化,以此提高B扫图谱的横向分辨率。
1 B扫描图像参数模型的建立
根据平行扫查成像原理,TOFD探头对沿纵波传播方向运动时,缺陷尖端与收、发探头中垂线的距离由远到近,某一时刻恰落在该中垂线上,然后又逐渐远去。假定两探头中垂线通过缺陷尖端的位置为初始状态,则纵波波程为

式中 S为探头中心距(PCS)的一半;d为缺陷尖端的高度。
随着TOFD探头对沿扫查方向以恒定步长前进,缺陷尖端到两探头的距离也将随之改变,即R是扫查速度va和时间t的函数

假设TOFD发射探头发出连续的正弦波[5],则发射信号fn(t)为

式中 A为正弦波信号的振幅;ωc为发射信号的载频。经过缺陷尖端衍射,接收探头收到的信号sn(t)为

由于多普勒频移的存在,回波的瞬时频率将在发射频率ωc附近变化,回波信号因TOFD探头对匀速移动,调频信号为

探头中心距PCS为40 mm,扫查速度1 mm/s,缺陷尖端高度位于0~20 mm时衍射回波的多普勒频率的变化关系如图1所示。
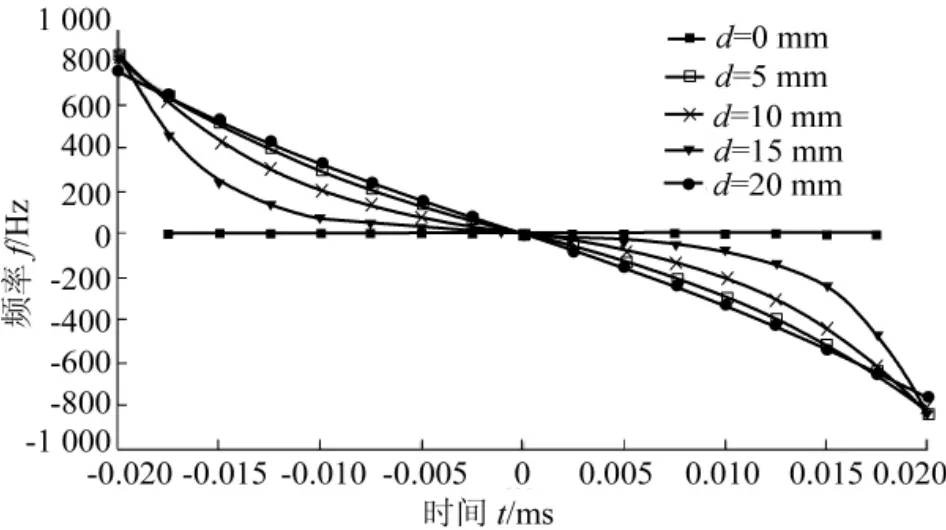
图1 B扫图谱多普勒瞬时频率
由图1可知,在扫描参数不变的条件下,随缺陷深度增加,衍射回波的调频斜率趋于恒定,可以认为回波具有线性调频信号的形式。考虑到超声TOFD检测探头中心距的设置须使纵波的波束中心汇聚在工件厚度的2/3处,因此不能采用单一的匹配滤波技术实现对整幅B扫图谱的合成孔径处理。
2 合成孔径理论值计算
缺陷尖端横过超声波束的最大距离Ls由TOFD探头发出的纵波波束经由楔块折射产生的扩散角 α1、α2决定,如图 2所示。
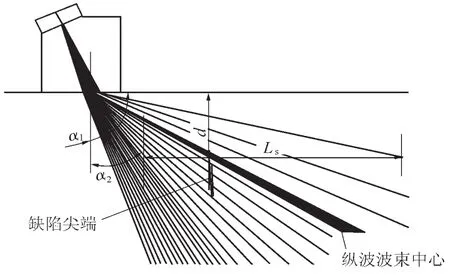
图2 B扫图谱的合成孔径

本研究采用60°楔块,压电换能器晶片直径为6 mm,声波中心频率5 MHz,以纵波声强降低-12 dB为波束边缘,经计算得:α1=90°,α2=45°,代入式(7),可以推导出的合成孔径理论长度趋于无穷。受检测工件几何条件限制,探头对移动范围无法越过焊缝,探头移动距离极限值为PCS距离,故TOFD平行扫查的实际合成孔径长度为2S,相应的综合孔径时间Ts为

结合式(5),在合成孔径的时间间隔里,B扫多普勒频率的变化范围即多普勒带宽Δfd为

式中 λ为超声纵波波长。
根据式(8)、式(9),位置d处的缺陷尖端衍射回波信号多普勒历史的时间带宽积为

3 图谱波束锐化
将TOFD收、发探头连线中点Xn由移动时间为t到达Xn+k处,正下方的缺陷尖端衍射波到达接收探头的时间延时ΔTk(t)为

代入式(2)并将探头移动距离离散化得到

式中 Δx为探头移动的单位增量;n为该增量的计数。对离散信号中的每一个数据点在孔径长度范围内进行加窗处理,由此可得对B扫图谱进行合成孔径处理的数学表达式

式中 s(n,m)为灰度值;N为离散化的孔径长度,引入系数的目的是对所得灰度值作归一化处理。上式与文献[6]合成孔径增强算法在离散化后实质上是一致的。理论上,超声图谱的合成孔径N的理论值应为缺陷尖端扫过探头中心距的时间PCS/Δx,但在实际处理过程中,由式(12)可知,当孔径足够大时,延时ΔTk(t)在孔径边缘的值会随之增大,以致点(n,m)的某些孔径合成点(n,m+ΔTk(n))越过纵波衍射区域,进入底面回波甚至波形转换区域。
缺陷B扫原始图像及合成孔径聚焦增强处理后的图像如图3所示。可以看出,经过合成孔径处理,原本呈抛物线分布的缺陷衍射波信号已被锐化到横向尺度为4.0 mm的范围之内,达到与超声探头的晶片直径相当的数量级。

图3 B扫缺陷尖端图像的SAF重建
由图3可知,经过合成孔径重建,B扫图谱的横向分辨率显著增强。然而,SAF合成后的缺陷信号强度衰减较大;特别是对于两侧波束信号,在进行波束锐化处理后,灰度梯度较小。因此,对孔径范围内的所有合成点都不加处理地进行合成,不利于横向分辨率的增强。
基于上述分析,本研究在图3重建基础上对位于合成孔径两侧的缺陷信号进行增益补偿,以修正由于波束衰减而产生的对比度下降,算法流程如下。
Step1:根据图谱背景灰度值,将图像信号转化为射频信号。
Step2:计算合成孔径两端相对孔径中心信号的衰减程度,确定增益补偿系数。
Step3:循环搜索点(n,m)的孔径合成点(n,m+ΔTk(n))。
Step4:根据孔径合成点距离孔径中心的位置远近,得到相应的补偿加权值。
Step5:对孔径窗口中各合成点进行求和平均。
一幅完整图谱纵波衍射区域进行波束锐化处理结果如图4所示。图4a是利用直接相关法进行孔径合成,图4b是基于增益补偿的孔径合成算法处理结果,图4b波形信噪比优于图4a。
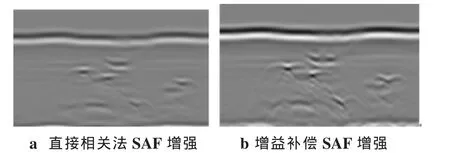
图4 基于增益补偿的SAF重建图像
3 结论
(1)建立了TOFD平行扫查的回波参数模型,在扫描参数不变的条件下,B扫图谱多普勒频率随缺陷深度变化呈非线性关系。
(2)基于TOFD波束特征,计算了平行扫查的合成孔径理论程度,并对实际B扫图谱SAF处理的孔径长度进行了修正。
(3)利用回波延时分析的方法,对缺陷端部的B扫衍射信号进行了孔径合成,采用基于增益补偿的孔径合成方法,有效提高了合成孔径图谱中缺陷信号的横向分辨率和对比度。
[1]梁玉梅,王 琳,王彦启.超声TOFD检测原理探析[J].无损检测,2010,32(7):533-538.
[2]刘 瑾,雷 毅.小波分析在超声检测信号处理中的应用[J].电焊机,2010,40(7):77-80.
[3]迟大钊,刚 铁,盛朝阳.超声渡越时差法检测图像中裂纹端部信号的识别[J].机械工程学报,2007,43(10):103-107.
[4]Sinclair,A.N.,J.Fortin,B.Shakibi,et al.Enhancement of ultrasonic images for sizing of defects by time-of-flight diffraction.NDT&E International,2010,43(3):258-264.
[5]皮亦鸣,杨建宇,付毓生,等.合成孔径雷达成像原理[M].成都:电子科技大学出版社,2007.
[6]刚 铁,迟大钊,袁 媛.基于合成孔径聚焦的超声TOFD检测技术及图像增强[J].焊接学报,2006,27(10):7-10.
猜你喜欢
设备管理与维修(2021年17期)2021-11-02
潍坊学院学报(2021年2期)2021-07-22
电脑知识与技术(2019年13期)2019-07-08
中国特种设备安全(2019年1期)2019-03-13
无损检测(2016年8期)2016-08-30
陶瓷学报(2015年4期)2015-12-17
浙江大学学报(工学版)(2015年6期)2015-03-01
浙江大学学报(工学版)(2015年1期)2015-03-01
科技视界(2014年4期)2014-12-26
舰船科学技术(2012年10期)2012-08-21
