
铝电解槽预焙阳极开槽对气泡排出的影响
2012-08-01 05:40:36杨帅张红亮徐宇杰张翮辉邹忠李劼赖延清
中南大学学报(自然科学版) 2012年12期
杨帅,张红亮,徐宇杰,张翮辉,邹忠,李劼,赖延清
(中南大学 冶金科学与工程学院,湖南,长沙,410083)
现今工业应用的预焙铝电解槽均使用平底的炭阳极,由于其底掌面积较大并且与电解质的润湿性较差,阻碍了铝电解反应过程产出的阳极气体向槽外排放,因此阳极底掌下的电解质层中总是积存着部分阳极气泡。此部分气泡的存在严重恶化了极间电解质的导电性,减小了电解质与阳极的接触面积,增大了极间电压降[1-3]。同时,由于电解质与铝液的水平流动与垂直波动,致使部分气泡与铝液接触并发生氧化反应,引起电流效率的损失。另外,若极间氧化铝浓度降低,炭阳极与电解质的润湿性变差,气泡更难排出并逐渐聚合形成连续气膜覆盖于阳极底掌,就会引发阳极效应,槽电压大幅上升,产生大量额外电能消耗并引起极间过热,导致电解生产不稳定[4]。解决这些问题的关键在于使电解反应过程产出的阳极气体及时排出,并使阳极周围电解质的流动更有利于电解槽的传质传热。国内外研究与应用表明,在炭阳极上开槽可以有效促进阳极气体的排放,表现出良好的节能减排效果[5-9]。然而在阳极开槽的工业应用中也产生了一些问题,改变了原本电解槽的许多行为,出现了若干负面影响,如炭渣上升、阳极使用周期缩短及铝液中铁含量升高等[10-11]。因此,为优化阳极开槽设计,减小开槽对电解槽的负面影响,针对阳极开槽对电解过程影响的研究具有非常重要的意义。Grunspan[12]研究了在阳极上开倾斜向上的导气槽,指出此种开槽方法相对于水平开槽更加有利于气泡排出。李相鹏等[13]从电解质流动及湍动的角度研究了开槽阳极对电解质流动的影响,指出部分阳极气体可以从开槽部位排出,从而减少气体在阳极底掌的停留时间及覆盖率,并且促进电解质向开槽部位流动,对降低极间压降与阳极效应系数以及保持电解槽良好的传质传热都有利;同时,阳极开通槽相对于非通槽更能保持电解质的稳定流动,对电流效率也更加有利。Yang等[14]利用PIV(粒子图像测速技术)研究阳极开槽的深度及宽度对电解质流动的影响,指出随着阳极消耗,导气槽浸没于电解质的部分越来越少,气体从导气槽中排出对于电解质流动影响越大,电解质循环中心向上移动,阳极开槽湍动比不开槽的要小;开槽宽度的增大,从导气槽中排放的电解质流速增大,同时湍动能减小,电解质流动更加稳定。徐宇杰[15]基于考虑电磁力及水平流动影响的非线性浅水模型分别计算了在无气泡影响及有气泡影响情况下的磁流体波动稳定性,指出气泡的存在加剧了铝液-电解质界面的变形程度,对电流分布的均匀性会产生负面影响;因此可以合理推测,减小气泡的影响对于改善槽内磁流体波动性也有作用。工业应用的实际效果及以上研究都表明:阳极开槽可以有效促进阳极气体的排出,然而对于阳极开槽方式的设计,大多基于经验判断,缺少相关理论研究,而这对于气泡排出的效果有决定性影响。本文作者运用数值仿真的方法研究预焙铝电解槽阳极不同开槽方式对于阳极气体排出的影响,从阳极底掌下气泡层存在状态的角度分析不同开槽方式对于阳极气泡排出的作用,结果可为优化阳极开槽设计提供参考。
1 理论基础及模型
1.1 控制方程
在铝电解槽膛内,典型的物相有气泡、电解质、铝液及少量固体分散物等,因此,研究槽内的流体流动时,需采用多相流的计算方法。关于电解质的运动,已有许多的研究表明气体的作用是最主要的因素[14-17],因此本文中仅研究阳极气体作用下的电解质流动,即仅包含气泡与电解质两相。不考虑熔体中的温度差以及气泡的分散与聚合,采用欧拉-欧拉法计算此气泡-电解质两相流动,其连续性方程及动量方程为:
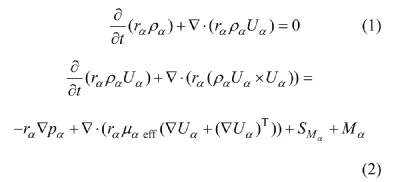
式中:rα,ρα和Uα分别为第 α相(α分为Ba相和Bu相,分别代表电解质和气泡)的体积分数、密度和平均速度;μα,eff为有效黏度;Pα为两相压力;SMα为作用于α相的外部作用力;Mα为流动相间的动量传递,与相间相对速度、密度和曳力有关。在每个流体部分的每个微元内,电解质和气泡同时共存,相互间体积分数满足如下关系:

气泡与电解质间的曳力系数C采用Ishii-Zuber关系式进行计算:
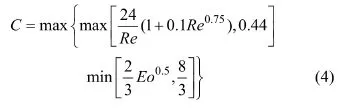
式中:Re为颗粒Reynolds数;Eo为Eotvos数。分别为:
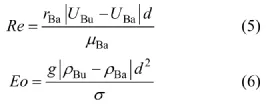
式中:μBa为电解质黏度;d为气泡直径;g为重力加速度;σ为气泡与电解质的界面张力。
非均相多相流动可应用均相湍流模型或非均相湍流模型进行计算,但采用均相湍流模型更为普遍[17]。本文采用均相标准k-ε湍流模型进行计算。
1.2 模型及边界条件
以某预焙铝电解槽设计方案的相关部分为研究对象,其阳极尺寸(长×宽×高)为1 600 mm×650 mm×550 mm。计算中所需的工艺参数如表1所示。
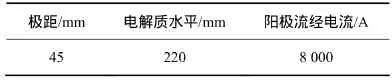
表1 工艺参数Table1 Technical parameters
在铝电解阳极开槽的应用领域,存在长度和宽度方向开槽均在使用的现状,但同时也有学者提出更为复杂的开槽方法,包括竖直方向的开槽或者各方向结合起来开槽的方法,本文分别研究在沿阳极长度方向开槽、宽度方向开槽、竖直方向开槽下气泡在阳极底掌下电解质中的分布及积存情况。对于此几种开槽方式,开槽宽度均为20 mm;长度、宽度方向上开槽深度均为300 mm,竖直方向上导气槽均为通槽,即导气槽连通阳极底掌与阳极上表面,不开槽及几种不同方向开槽的阳极炭块示意图如图1所示。仿真计算时,所有模型在ANSYS中生成并进行网格划分,再输出到CFX中设定相关计算参数并进行计算。
根据槽内流体运动的情况,设定阳极底掌及与电解质接触的侧部为气泡Inlet边界,分别定义气泡覆盖率及气体流量,气体的流量min按照下式计算:

式中:η为电流通过侧部或底部的比例,本次计算取侧部电流占总电流的15%;I为阳极通过的总电流;xa与xb分别为阳极气体中CO2及CO的摩尔分数,本次计算xa与xb分别取78%和22%;F为法拉第常数。电解质上表面为气体出口,定义为Degassing边界,其余面均为不可滑移壁面;在本文选择的工艺条件下,根据前人的研究结果,阳极气泡平均直径可取10 mm[18]。
1.3 材料属性
计算中所需的材料属性见表2[17]。
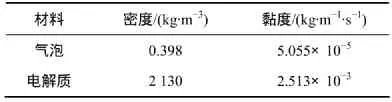
表2 材料性能Table2 Material properties
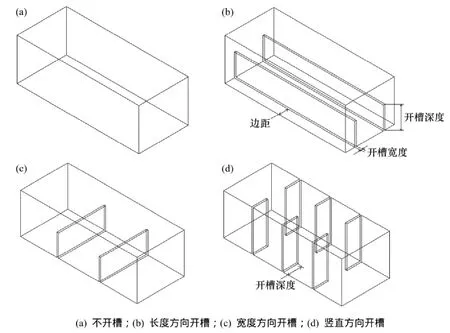
图1 不同开槽方式的阳极示意图Fig.1 Schematic diagrams of different carbon anodes
2 结果与讨论
2.1 长度方向开槽对气泡排出的影响
分别计算阳极不开槽、沿长度方向上中间位置开1条槽、边距分别为50,100,125,150及200 mm的位置上开2条槽及均匀开3条槽后的气泡-电解质流场,分析在阳极长度方向上开槽对气泡排出的影响,各开槽方案分别按上述顺序定义为A至H。
表3所示为A至H开槽方案的阳极底掌下气泡分布状况的计算结果,图2及图3所示分别A至H开槽方案距阳极底掌10.5 mm及21 mm的电解质截面上气泡体积分数分布情况,分布图中左侧指向电解槽的大面。
由图2(a)及图3(a)可知:不开槽阳极底掌下电解质中的气泡在水平方向上可以分为2层,位置较上的一层形态对应于阳极底掌的形状,呈现为一个方形薄层状的分布(浅蓝色部分);靠下的一层为分布于中部位置的气泡层,大致呈半方半椭圆形的分布,气泡含量从中心到边缘逐渐减少,并且较多的聚集在阳极底掌的中部。对比图2(a)及图3(a)可知:距阳极底掌越向下的电解质截面中气泡体积含量越小,并且从上到下减小的很快。由表3可知:在距阳极底掌5 mm的电解质层平均气泡体积分数可达50.96%,在距阳极底掌10.5 mm时减少到17.51%,而当距底掌21 mm时已经减少到约1.69%,因此从竖直方向上看,其下部气泡层的形态呈一个长条薄层状,靠近中心部位的气泡层较厚,边缘较薄,此分布情况与Kiss等[19]的研究结论是基本一致的。由于气泡的存在会严重恶化此层电解质的导电性及与炭阳极的润湿性,同时槽内铝液波动时下部气泡层中的气泡容易接触铝液而造成电流效率的损失,若电解质中氧化铝浓度较低,此气泡层可能会更厚且气体含量更多而更容易引发阳极效应,因此这样的气泡层的存在对实现低电压及低效应铝电解都是相当不利的。
考虑在阳极长度方向开槽,由表3可以看出,所有长度方向的开槽方案均有利于减小电解质中气泡含量及气泡覆盖率。参考图2(b),2(f),2(g)及2(h)可知:合适的阳极长度方向上开槽能消除集聚在阳极底掌下中心部位的下部气泡层,使整个气泡层简化为一薄层,减小了整体厚度并且气泡的分布较为均匀,有效促进了气体的排放,减小气泡与铝液接触的可能性;此外,由表3中方案B,G以及H的气泡在不同电解质界面上的体积分数及气体总积存量可知,开槽数量越多越有利于促进气泡的排放,从而减小气体在阳极下的体积分数及总积存体积;但值得注意的是,开3条槽相对于开2条槽在气泡总积存量上只减小了0.89 L,气泡体积分数也差别较小,但其质量损失已经高达46.08 kg,因此从效率及经济性上考虑,在阳极长度方向上开1条或2条导气槽较为合理。
考虑开槽位置对阳极长度方向上开2条槽的排气效果的影响。对比图3(c),(d),(e),(f)及图(g),并由表3中开槽方案C,D,E,F以及G的气泡体积分数及总积存体积可知:气泡层的形态随着阳极开槽位置的变化而有一定的差别,槽边距增大时,阳极底掌下气泡层的分布范围及体积分数都有所减小,中心部位聚集的下部气泡层逐渐被压缩为长条状,当槽边距达到125~150 mm间的某一值时,中心部位集聚的下部气泡层消失,气泡层变成薄层状;若开槽部位边距继续增大,气体的覆盖率及总积存量继续减小,当槽边距达到200 mm时,气泡总积存量从不开槽时的10.45 L下降到5.98 L,减少了42.78%,阳极底掌下5 mm中电解质气泡体积分数从50.98%下降至23.05%。从以上分析可以看出:在开2条槽时,合理选择开槽位置对于发挥其最大的促进排气效果具有重要意义,本实例中所选择的阳极尺寸及工艺条件均较为具有代表性,因此若确定在阳极长度方向上开2条槽时,开槽的位置距侧边应在200 mm以上。

表3 不同长度方向开槽阳极底掌下的气泡分布状况Table3 Situation of gas distribution below anode with different longitudinal slot cutting
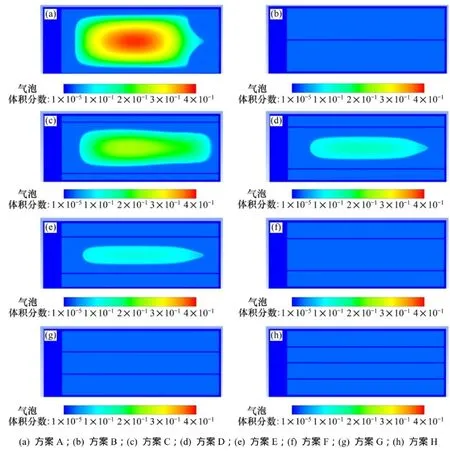
图2 不同长度方向上开槽方案阳极底掌下10.5 mm电解质层中气泡体积分数分布Fig.2 Distribution of bubble volume fraction in electrolyte layer of 10.5 mm below anode with different longitudinal slot cutting
从减少阳极质量损失及开槽成本考虑,在底部开槽应尽量少,则开1条槽已经足够;若要达到更好的排气效果,则需开2条槽并且合理的选择开槽的位置,但开槽后阳极质量损失相对于开1条槽增加1倍。
2.2 宽度方向开槽对气泡排出的影响
分别计算沿阳极宽度方向上开1条槽、均匀开2条槽及3条槽,整体左移50 mm的3条槽及均匀开4条槽的气泡-电解质流场,分析在阳极宽度方向上开槽对气泡排出的影响,各开槽方案分别按上述顺序定义为I至M。
表4所示为I至M开槽方案的阳极底掌下气泡分布状况的计算结果,图4所示分别为开槽方案为I至M时距阳极底掌10.5 mm的电解质截面上气泡体积分数分布情况,各分布图中左侧指向电解槽大面。
由图4可知:在阳极宽度方向上开槽有利于减小气泡在阳极底掌的分布范围及体积分数。开槽数在3条以下时,阳极底掌下部聚集的下部气泡层不能消除,并且因为开槽而分裂为数个小气泡层,此部分气泡层的范围和气泡体积分数都有所降低。同时,由图4(a)及图4(b)可知:在阳极宽度方向上均匀开槽并不能得到对称的气泡体积分数分布,靠近阳极中缝的气泡更容易排出,在此部分聚集的气泡比在靠近槽大面的气泡体积分数及分布范围都要小。另外,由图4(c)及图
4(d)可知:在阳极宽度方向上开槽与长度方向开槽不同,开槽位置对气泡排出的影响不大,均匀的3条槽及非均匀的3条槽都不能完全消除底部的中心气泡层,而由表4可知:无论是气泡覆盖率还是气泡总积存体积均相差不大,虽然此时下部气泡层的范围和含量都已较小,但只有在开4条导气槽时才能完全消除阳极底掌的中心聚集的下部气泡层。由表4可知:在阳极宽度方向上开槽的方案在阳极质量损失方面相对于长度方向的开槽要小得多,例如在宽度方向上开4条槽的质量损失为24.96 kg,少于长度方向上开2条槽时30.72 kg的质量损失,而其对于加强排气的效果相差不大。
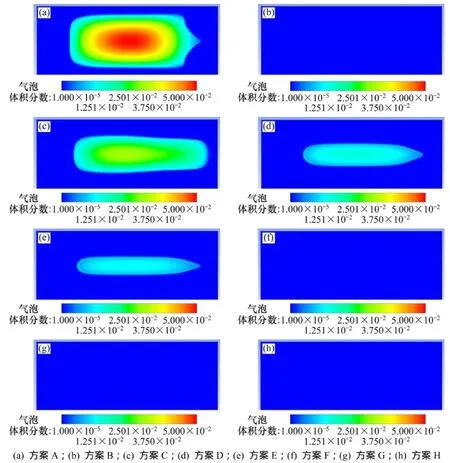
图3 不同长度方向上开槽方案阳极底掌下21 mm电解质层中气泡体积分数分布Fig.3 Distribution of bubble volume fraction in electrolyte layer of 21 mm below anode with different longitudinal slot cutting
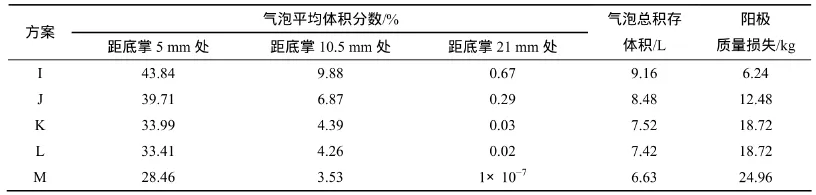
表4 不同宽度方向开槽阳极底掌下的气泡分布状况Table4 Situation of gas distribution below the anode with different transverse slot cutting
由于过多过密的开槽可能会带来阳极力学性能方面的下降,并且考虑3条槽或4条槽已经可以达到较好的排气效果,并且与长度方向上的开槽相比,阳极的质量损失更小并且避免了开槽内电解质流动时对侧部炭块造成冲刷侵蚀,因此若在宽度方向上对阳极进行开槽时,3条槽或者4条槽是较为合理的方案。
2.3 竖直方向开槽对气泡排出的影响
分别计算在阳极竖直方向上对称开4条深度为150 mm的导气槽、6条深度为150 mm的导气槽、6条深度为200 mm的导气槽及交错相间开6条深度为200 mm的导气槽下的气泡-电解质流场,分析沿阳极竖直方向开导气槽对气泡排出的影响,各开槽方案分别按顺序定义为N至Q。
表5所示为N至Q开槽方案的阳极底掌下气泡分布状况的计算结果,图5所示分别为开槽方案为N至Q距阳极底掌10.5 mm的电解质截面上气泡体积分数分布情况,各分布图中左侧指向电解槽大面。
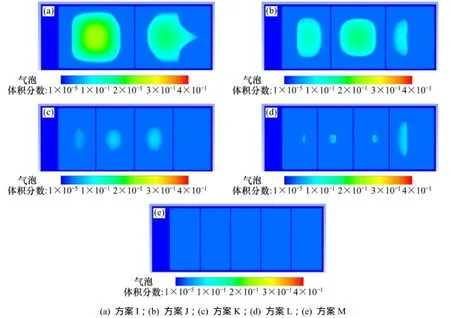
图4 不同宽度方向上开槽方案阳极底掌下10.5 mm电解质层中气泡体积分数分布Fig.4 Distribution of bubble volume fraction in electrolyte layer of 10.5 mm below anode with different transverse slot cutting
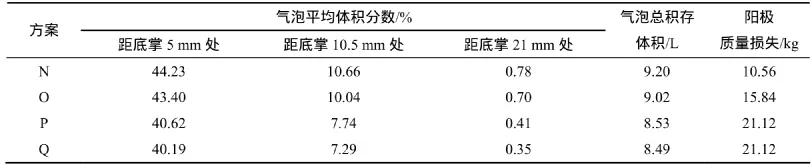
表5 不同竖直方向开槽阳极底掌下的气泡分布状况Table5 Situation of gas distribution below anode with different vertical slot cutting
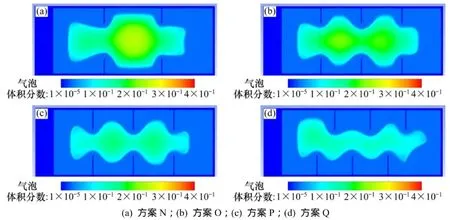
图5 不同竖直方向上开槽方案阳极底掌下10.5 mm电解质层中气泡体积分数的分布Fig.5 Distribution of bubble volume fraction in electrolyte layer of 10.5 mm below anode with different vertical slot cutting
由图5可以看出:对阳极侧部竖直方向上开槽,对于减小阳极底掌以下中心聚集的下部气泡层范围和大小都有一定作用,但相对于长度和宽度方向上的开槽方式,这种作用总体并不太显著,合适的长度方向或宽度方向的开槽可以完全消除气泡直径范围以下的中心气泡层,而竖直开槽的计算结果则显示不能得到较好的排气效果。由图5(c)与图4(c)对比可知:由于竖直方向开槽时底掌部分不能连通并且靠近侧面的气体本身就较为容易排放,因而即便在侧面开槽数量较多也不能有效地促进气体排放,综合3种开槽方式可知,开槽位置要选择尽量靠近气泡体积分数分布最大的位置才能起到较好的效果,这在表5中得到体现,气泡层厚度和含量与侧部竖直开槽数量之间关系并不大,即使开设6条槽也并不能有效地减小气泡层的气泡体积分数及气泡积存量,对比相同深度的4条槽,其相同电解质截面上的气泡体积分数只减小了不到1%,气泡总积存量只减小了0.2 L。对比图5(b)与5(c)可知:竖直方向上的开槽深度对气泡层的范围和气泡体积分数有一定的影响,开槽深度为200 mm的气泡层范围及气泡体积分数相对于开槽深度为150 mm时都有明显减小,由表5可知:开槽深度由150 mm加大到200 mm时,气泡的总积存量减小了0.5 L。此外,对比图5(c)与图5(d)可以看出:交错相间的侧部竖直开槽能在一定程度上减小气泡层中的最大气泡体积分数,减小此部分气泡层与铝液接触的可能性,相对于对称的竖直开槽促进排气的效果稍好。
从减小阳极底掌下电解质中气泡含量考虑,在阳极上进行侧部竖直开槽不应作为主要的开槽方式,但相对于长度与宽度方向上导气槽有寿命限制的缺点,其在阳极的整个使用期间都能发挥作用的优点同样值得利用,可以考虑将竖直开槽与长度方向或宽度方向开槽结合起来使用。
3 结论
(1)阳极在不开槽时,底掌下电解质中的气泡在水平方向上可以分为2层,靠上的一层为方形薄层状的分布,靠下的一层为聚集于中部位置的气泡层,大致呈半方半椭圆形分布,气泡含量从中心到边缘呈减少的趋势,并且较多的聚集在阳极底掌的中部,整个气泡层厚度较大且气体含量多,这对于降低槽电压及实现低阳极效应系数都是相当不利的。
(2)在阳极长度方向上的开槽,可以有效减小气泡层的厚度与分布范围。开槽的数量及位置对开槽后的排气效果均有影响,在阳极长度方向上开1条槽、在侧边距大于200 mm的位置上对称的开2条槽是较为合理的选择。
(3)在阳极宽度方向上开槽有利于减小气泡层的分布范围及气泡含量,且效果受开槽数量的影响较大,只有在开4条导气槽时才能完全消除阳极底掌的中心聚集的气泡层;此外,考虑气泡分布不均匀,宽度方向上的导气槽可以向大面稍微靠近。
(4)在阳极侧面竖直方向进行开槽对减小气泡层分布范围和气泡含量作用不太显著,其效果主要受开槽深度的影响,开槽深度越大则气泡层范围及含量都越小;此外,交叉相间的开槽比对称的开槽更有利于促进气泡排放。
[1]Hyde T M, Welch B J.The gas under anodes in aluminum smelting cells PartⅠ: Measuring and modeling bubble resistance under horizontally oriented electrodes[C]//Huglen R.Light Metals 1997.Orlando, FL: TMS, 1997: 333-340.
[2]Aaberg R J, Ranum V, Williamson K, et al.The gas under anodes in aluminum smelting cells PartⅡ: Gas volume and bubble layer characteristics[C]//Huglen R.Light Metals 1997.Orlando, FL: TMS, 1997: 341-346.
[3]Thonstad J, Kleinschrodt H D, Vogt H.Improved design equation for the interelectrode voltage drop in industrial aluminum cells[C]//Tabereaux A T.Light Metals 2004.Charlotte, NC: TMS, 2004: 427-432.
[4]李劼, 丁凤其, 李明军, 等.预焙铝电解槽阳极效应的智能预报方法[J].中南工业大学学报: 自然科学版, 2001, 32(1):29-32.LI Jie, DING Feng-qi, LI Ming-jun, et al.Intelligent anode effect prediction method for prebaked-anode aluminum reduction cells[J].Journal of Central South University of Technology:Nature Science, 2001, 32(1): 29-32.
[5]Meier M W, Perruchoud R C, Fischer W K.Production and performance of slotted anodes[C]//SØrlie M.Light Metals 2007.Orlando, FL: TMS, 2007: 293-298.
[6]Berane G, Gadd D, Lix S.The impact of slots on reduction cell individual anode current variation[C]//SØrlie M.Light Metals 2007.Orlando, FL: TMS, 2007: 305-310.
[7]王金融.带沟槽阳极的开发及在铝电解槽上的应用[J].矿冶工程, 2008, 28(6): 251-253.WANG Jin-rong.Development on the anode with ditchs and application in the aluminum electrolytic cell[J].Mining and Metallurgical Engineering, 2008, 28(6): 251-253.
[8]任必军, 王兆文, 石忠宁, 等.大型铝电解槽阳极开槽实验的研究[J].矿冶工程, 2007, 27(3): 61-63.REN Bi-jun, WANG Zhao-wen, SHI Zhong-ning, et al.Experimental research on anode grooving in large-scale aluminum electrolytic cell[J].Mining and Metallurgical Engineering, 2007, 27(3): 61-63.
[9]Dias H P, Moura R R.The use of transversal slot anodes at ALBRAS smelter[C]//Kvande H.Light Metals 2005.San Francisco, CA: TMS, 2005: 341-344.
[10]Wang X W, Tarcy G, Whelan S, et al.Development and deployment of slotted anode technology at ALCOA[C]//SØrlie M.Light Metals 2007.Orlando, FL: TMS, 2007: 299-304.
[11]Rye K A, Myrvold E, Solberg I.The effect of implementing slotted anodes on some key operational parameters of a PB-LINE[C]//SØrlie M.Light Metals 2007.Orlando, FL: TMS,2007: 293-298.
[12]Grunspan J J.Slot cutting in anodes[C]//SØrlie M.Light Metals 2007.Orlando, FL: TMS, 2007: 283-285.
[13]李相鹏, 李劼, 赖延清, 等.预焙铝电解槽阳极底部开排气沟对电解质流场的影响[J].中国有色金属学报, 2006, 16(6):1088-1093.LI Xiang-peng, LI Jie, LAI Yan-qing, et al.Influences of gas discharging grooves at bottom of prebaked carbon anodes ob bath flow pattern in aluminum reduction cells[J].The Chinese Journal of Nonferrous Metals, 2006, 16(6): 1088-1093.
[14]Yang W, Cooksey M A.Effect of slot height and width on liquid flow in physical models of aluminum reduction cells[C]//SØrlie M.Light Metals 2007.Orlando, FL: TMS, 2007: 451-456.
[15]徐宇杰.铝电解槽内熔体运动数学建模及应用研究[D].长沙:中南大学冶金科学与工程学院, 2010: 51-53.XU Yu-jie.A study of mathematical modeling and its application for the melts motion in aluminium reduction cells[D].Changsha: Central South University.School of Metallurgical Science and Engineering, 2010: 51-53..
[16]Severo D S, Gusberti V, Pinto E C V, et al.Modeling the Bubble Driven Flow in the Electrolyte as a Tool for Slotted Anode Design Improvement[C]//SØrlie M.Light Metals 2007.Orlando,FL: TMS, 2007: 287-292.
[17]LI Jie, XU Yu-jie, ZHANG Hong-liang, et al.An inhomogeneous three-phase model for the flow in aluminum reduction cells[J].International Journal of Multiphase Flow,2011, 37(1): 46-54.
[18]Cassayre L, Utigard T A, Bouvet S.Visualizing gas evolution on graphite and oxygen-evolving anodes[J].JOM, 2002, 54(5):41-45.
[19]Kiss L I, Poncsak S, Antille J.Simulation of the bubble layer in aluminum reduction cells[C]//Kvande H.Light Metals 2005.San Francisco, CA: TMS, 2005: 559-564.
猜你喜欢
欣漾(2024年2期)2024-04-27 15:19:49
化工管理(2022年14期)2022-12-02 11:44:06
新潮电子(2021年7期)2021-08-14 15:53:12
建材发展导向(2021年13期)2021-07-28 07:14:48
陶瓷学报(2021年1期)2021-04-13 01:33:40
陶瓷学报(2021年1期)2021-04-13 01:33:38
儿童故事画报·发现号趣味百科(2019年9期)2019-02-02 04:12:19
中学生数理化(高中版.高二数学)(2017年1期)2017-04-16 05:33:49
材料科学与工程学报(2016年1期)2017-01-15 13:33:40
船舶标准化工程师(2015年5期)2015-12-03 11:00:28
