
双焊枪自动焊接机控制系统设计
2012-07-11 07:42刘江涛弋景刚
制造业自动化 2012年19期
刘江涛,弋景刚
(河北农业大学 机电工程学院,保定 071001)
0 引言
T型管散热器是一种节能、高效和成本低的新型散热器,其有横、竖管件相贯焊接而成,立管间距小,又带有铝翼障碍,焊接空间很小,不允许焊渣飞溅,焊接难度大。目前,国内散热器T型多立管相贯线壁障连续焊接多采用人工焊接,存在不易保证焊接质量和生产效率低等缺点。对于T型管相贯线的焊接,国内曾有单位研制了基于机械结构的自动焊接机,该焊接机自动化程度较低,焊接质量低,不能实现T型多立管相贯线壁障连续焊接[1]。从国外引进的弧焊机器人多采用示教编程模式,需要控制焊枪在离线状态下沿预定的焊缝曲线轨迹走一遍,把焊接轨迹和相关参数记录到控制器中;当被焊件尺寸发生改变时需要另外示教;机器人发生故障时,需要国外生产厂家指导,维修不方便。基于此,设计了双焊枪自动焊接机控制系统。
1 机械结构设计
散热器T型管相贯线的模型如图1所示,它是散热器横管和立管两圆柱面正交所形成的相贯性,是一条三维空间曲线,又被称为马鞍曲线[2]。
在实际散热器T型管相贯线的焊接中,加工对象往往不是一条相贯线或一个管子,而是一排管子的连续焊接,而且在立管上还有用来加大散热面积的涨铝,大大限制了焊枪移动范围,加大了T型管相贯线自动化焊接难度。

图1 散热器T型管相贯线模型
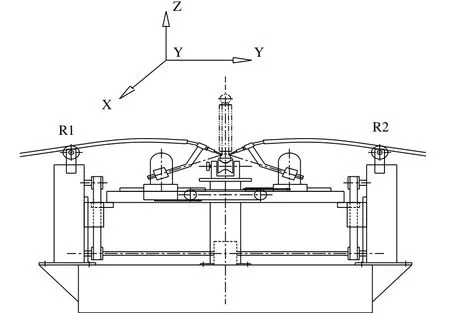
图2 双焊枪自动焊接机机械本体结构
针对这种特殊的应用需求,设计了如图2所示的双焊枪自动焊接机机械本体结构。该焊接机采用双焊枪同时焊接的方式对散热器T型管相贯线进行连续焊接。机械本体由五个轴组成,分别是控制工件输送台移动的X轴,控制焊枪进给运动的Y轴,控制焊枪垂直移动的Z轴,以及分别控制双焊枪摆动的R1轴和R2轴。其中R1轴和R2轴电机由6K4运动控制器的电机驱动口发出的同一组脉冲驱动,保证了双枪摆动的同步性,提高了焊接精度。
2 控制系统设计
2.1 控制系统硬件
硬件系统主要由IPC,6K4多轴运动控制器、交流伺服系统、步进驱动系统、MIG数字焊机,MCS-51单片机及、限位开关、位置传感器等组成,如图3所示。工控机、MCS-51单片机和6K4多轴运动控制器共同构成了一主二从式的多处理器结构。上位机采用工业控制机(IPC),下位机采用6K4多轴运动控制器和MCS-51单片机并行控制模式。
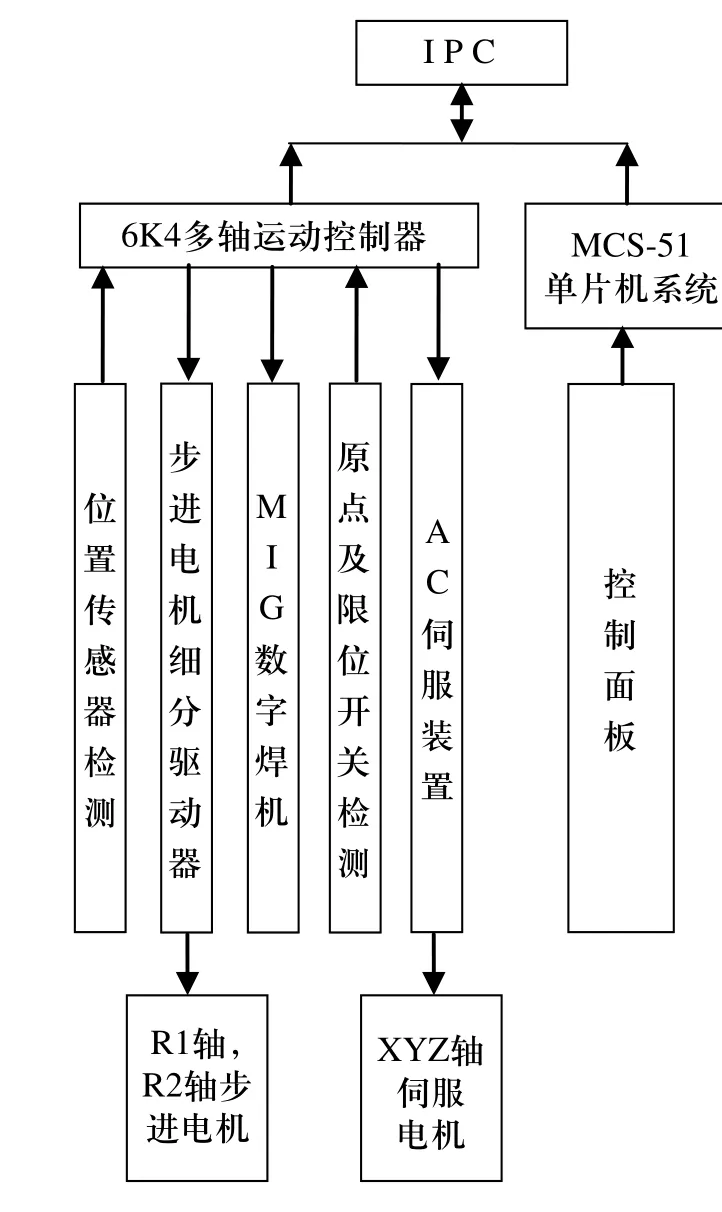
图3 控制系统硬件结构图
以IPC为控制中心,通过RS485接口与MCS-51单片机通讯,对控制面板上的各种按钮,指示灯进行控制,完成对各轴伺服系统上电、状态显示、伺服系统报警等功能;通过工业以太网接口与6K4运动控制器通讯,完成对各轴伺服系统运动轨迹规划、伺服状态实时读取等功能。
用户通过上位机IPC进行相关参数设定,如横管直径、立管直径、插补速度、插补周期、相对原点、焊接电压、焊接电流等,还可以进行运动路径规划、任务指定等工作;同时通过RS485接口和MCS-51单片机通讯,读取控制面板上开关控制信号,生成相应运动控制方案。此外,根据用户通过人机界面输入的控制参数,用6000运动语言生成相应运动控制程序,利用工业以太网接口将该程序下载到6K4运动控制器程序存储器中,供控制系统自动运行时实时调用。6K4运动控制器根据上位机的命令发送指令给各轴伺服驱动系统,驱动各轴电机按一定规律动作,完成T型管相贯线自动焊接。
控制系统X轴,Y轴和Z轴采用交流伺服系统,R1轴和R2轴采用混合式步进电机和步进电机细分驱动器组成开环控制系统。
2.2 控制系统软件
控制系统软件由上位机IPC管理模块、通讯模块、下位机控制模块组成。上位机IPC是整个控制系统的后台管理模块,完成一些实时性不强和多任务协调等方面的工作。利用基于可视化的VB语言编程设计上位机应用程序,开发了双焊枪自动焊接机人机控制界面,上位机应用程序主界面如图4所示。控制系统工作时,用户只需在人机控制界面输入相应参数就能自动完成焊接任务。在系统运行发生异常时,操作人员可以通过人机界面上或控制面板上的按钮,使系统各轴伺服系统忽略当前运动控制指令而紧急制动,同时运动程序也暂停运行,人为解除紧急制动命令后,运动程序从紧急制动时刻开始继续执行,自动焊接机控制系统软件结构如图5所示。
2.3 状态监控子系统
状态监控子系统由后台PLC程序、6K4运动控制器I/O口转接板、电机编码器等组成。能够对双焊枪自动焊接机各轴伺服系统运行位置、运行状态等进行监控。用户还可以通过6K4运动控制器的后台PLC程序和控制面板上的波段开关设置各轴运动速度。为完成T型管相贯线焊接,在机械本体上安装了测量工件运动位置的光纤传感器。
3 实际焊接效果分析
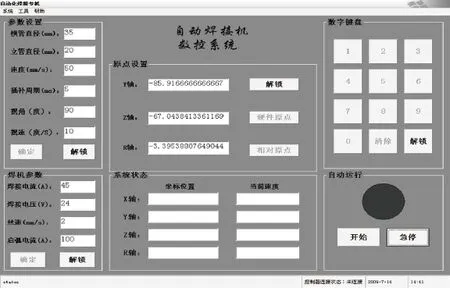
图 4 上位机应用程序主界面
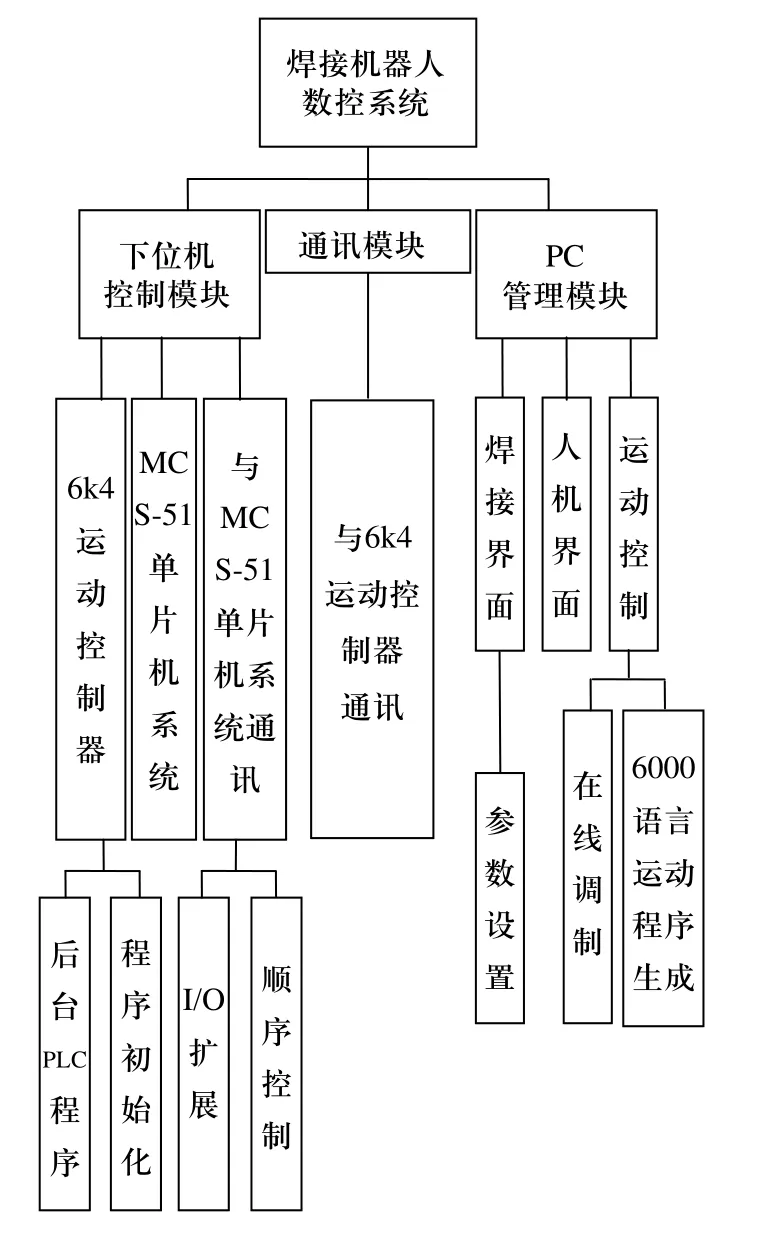
图5 自动焊接机控制系统软件结构图
本控制系统采用双焊枪实现T型管散热器自动焊接,焊接强度高,承压能力强,焊接过程平滑。双焊枪自动焊接的起始点和终点易漏气,水中2MPa压力下测试没有发现气泡,不漏气,满足T型管散热器要求。T型管散热器实际焊接效果如
图6所示。

图6 实际焊接效果图
4 结论
基于工控机(IPC)和多轴运动控制器(6K4)设计了双焊枪自动焊接机控制系统,利用VB编制了操作简单、交互性较好的人机界面。实际焊接和测压试验表明:该系统焊接过程平滑,焊接精度高、不漏气,能满足T型管散热器焊接要求。
[1] 王新辉, 于丹, 等. 基于Pro /E的相贯曲面堆焊运动仿真分析[J]. 焊接学报, 2011, 32(2): 73-75.
[2] 亓化振, 田新诚, 张雪伊, 等. 基于角度逼近的马鞍形曲线自动焊接插补算法[J]. 焊接学报, 2007, 28(3): 93-96.
[3] 刘蕾, 唐为义, 原所先. 基于VC++与PMAC的机器人控制软件的开发[J]. 机器人技术. 2008, 24(02-2): 203-205.
[4] 苗新刚, 汪苏, 李晓辉. 大构件相贯线焊缝轨迹拟合方法[J].焊接学报, 2011, 32(1): 89-92.
[5] 胡鹏, 方康玲, 刘晓玉. 基于PMAC的开放式机器人控制系统. 微计算机信息. 2006, 22(4-2): 171-173.
猜你喜欢
现代农机(2022年3期)2022-07-11
化工管理(2021年7期)2021-05-13
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
组合机床与自动化加工技术(2019年11期)2019-11-27
建材发展导向(2019年11期)2019-08-24
时代汽车(2019年22期)2019-02-05
中国海上油气(2017年5期)2017-11-06
智能制造(2017年4期)2017-07-24
中华心脏与心律电子杂志(2017年4期)2017-01-10
