面向数控加工工时估算的模型特征识别
2012-07-09 01:16张宝源
图学学报 2012年5期
王 宁, 席 平, 张宝源
(北京航空航天大学机械工程及自动化学院,北京 100191)
随着数控加工技术水平的不断提高,采用数控加工的整体结构件被广泛采用在机械制造行业中。制造企业迫切需要提高制造车间的数字化水平,在优化资源配置、优化生产过程的同时,实现车间执行、控制过程的有效管理和控制,实现由上至下的信息集成。实现车间的数字化管理是制造业企业面向未来市场竞争的有力武器。工艺规划,加工成本估算是数字化车间管理的必备关键技术,而通过数控加工结构件进行特征识别,可以为实现工艺规划提供依据;统计提取相关特征参数信息,再结合机床加工参数信息,则可以实现零件加工工时估算,为零件加工成本估算提供了依据。
特征识别的方法从整体上可以分为两大类[1]:一类是基于边界匹配的特征识别方法[2-3],另一类是基于立体分解的特征识别方法。具有代表性的基于边界匹配的特征识别方法,主要有3种:基于规则的特征识别方法,基于图的特征识别方法[4-5]和基于痕迹的特征识别方法[6]。这些方法都在一定程度上解决了特征识别中的一些问题,其中基于图的特征识别方法一直被广泛采用。但是数控加工的结构件有其自身的特点,构成结构件特征的特征面数目是不定的,特征面的面类型也是多样的,并呈现复杂的多样性,无法有效建立预定义的特征库,基于边界匹配的方法难以进行此类结构件的特征识别。基于立体分解的特征识别方法[7-9],无需建立特征库,但识别效率不高,应用在该类结构件上识别效果更不理想。
鉴于上述特征识别方法一定程度上存在识别效率不高、识别效果不理想的问题,同时为了能更好的提取特征的几何参数信息,便于对零件加工工时进行估算,本文提出了基于面邻接关系的特征识别方法,并在数控加工结构件上进行了验证,根据统计得到的特征几何参数,再结合机床的加工参数,对生产零件的加工工时进行了估算,从而可以更好地指导车间生产调度。
1 数控加工结构件特征
特征定义与其应用领域相关,不同领域所考虑产品的基本元素不同,从加工的角度看,特征被定义为与加工操作和工具有关的零部件形状、技术特性和工艺参数等。数控加工结构件有其自身的结构特点,经过归纳,将数控加工结构件的典型特征分为槽、孔、筋、轮廓4类,典型结构件及特征如图1所示,过渡特征对零件加工工时影响较小,故本文没有考虑过渡特征的识别。

图1 典型结构件及特征示意图
数控加工结构件4类典型特征的定义如下:
槽:有底部及与其近似垂直侧壁的一种周边封闭或者半封闭型腔结构。
孔:零件上圆形或者非圆的封闭贯通部分。
轮廓:由曲面或者平面构成的零件外形。
筋:槽及轮廓加工完成后顶部需加工或侧面顶部独立加工的一种结构。
2 基于面邻接关系的特征识别方法
2.1 基准面、基础面和约束面及相关概念
基准是机械制造应用十分广泛的一个概念,机械产品从设计时零件尺寸的标注、制造工件时工件的定位、校验时尺寸的测量、一直到装配时零部件的装配位置确定,都要用到基准的概念。基准就是用来确定生产对象上几何关系所依据的点、线或面。基准面是指以之为参考用来确定其他点、线、面等尺寸的表面。基准面分为设计基准面和加工基准面。每个待加工的零件都有确定的基准面(可由用户指定,基准面通常为一平面)。因为在加工过程中,工件必须有与机床工作台贴合的平面。
以基准面的外法线矢量作为零件的基准方向,将零件三维模型中的所有面元素划分为基础面和约束面。划分方法为与基准方向近似垂直的定义为基础面,与基准方向近似平行的定义为约束面。在面对具体问题时,可将基础面简化定义为:与基准方向垂直的为基础面,与基准方向不垂直的为约束面。
层由每一个基础面及所有与其凹邻接的约束面组成,则数控加工零件可以简化为层的组合,在所有层中,按照槽、孔和轮廓特征的定义再组合相关的层,即可识别出零件的所有特征。
2.2 面凹凸邻接的定义与判断方法
两个相邻面之间的夹角小于180°,则称这两个面属于凹邻接关系;两个相邻面之间的夹角大于180°,则称这两个面为凸邻接关系。
邻接面之间的凹凸邻接关系判断,如图2所示。面F1和面F2相交,面F1的外法向为n,P1和P2分别为面F1和面F2上的一点,且点P2不在两个面的公共边上,则判断这两个面之间的凹凸邻接关系准则为:

图2 判断凹凸邻接关系
若n⋅P1P2>0,则称面F1和面F2为凹连接关系;
若n⋅P1P2<0,则称面F1和面F2为凸连接关系。
2.3 特征识别算法流程
由于需要对结构件加工工时进行预估算,筋特征的加工对加工工时的影响较小,故本文仅识别了结构件上的槽、孔和轮廓特征。
自动识别算法以数控加工结构件的STEP模型作为输入,如图3所示,算法步骤如下:
1)得到零件模型的所有面,按照基准面的法向进行划分,将面分为基础面与约束面,对基础面的面集合进行分组,把邻接的基础面视为一组。
2)对得到的基础面和约束面,按照约束面和基础面是否凹邻接进行分组,得到3个大的集合,分别为:无凹邻接约束面的层集合,有凹邻接的约束面的层集合和不与任何基础面凹邻接的约束面集合。
3)对得到的层的集合,依据槽、轮廓、孔的相关特征定义,便可识别出结构件的典型特征。
2.4 特征识别过程中曲面法向量的选取
在进行面凹凸邻接关系判断时,仅需要判断基础面同约束面之间的凹凸邻接关系,而不需要判断约束面之间的凹凸邻接关系,基础面为一平面,但约束面曲面类型不定,在判断基础面同约束面凹凸邻接关系过程中,需要用到基础面的法矢量,基础面上中心点,和约束面上的一点,对于基础面的法矢量可直接取其中心点的法矢量来代表基础面的法矢量,对于约束面上点的选取,首先找到约束面与基础面公共边的中点,取该点在约束面上的法矢量,取该点在约束面与基础面公共边上的切矢量,中点的法矢量叉乘切矢量得到一个新的矢量,然后将约束面与基础面公共边上中点,沿着新得到的矢量方向进行偏移,得到的点就是所需要的点,使用得到的点的法矢量来进行凹凸邻接关系判断。另外,在CATIA V5平台中,面的法矢量并不是默认指向实体外部的,在进行凹凸邻接关系判断时,需要判断该面的法矢量是否指向实体外部,如果不是,则需要取其相反方向。
3 加工工时的估算
识别出加工特征后,根据特征识别之后统计的相关特征数目及相应的特征几何参数,如表1所示。

表1 特征参数信息
再结合机床的加工参数,则零件工时的估算公式可表达为

在这里,假定孔的加工工时仅与孔的个数有关,槽的加工工时与槽的个数、高度、底面积有关,而轮廓的加工工时则与轮廓的周长和平均高度有关。则相应的加工工时可表达为:
1)孔的加工工时估算

k表示孔的个数,thole表示加工单个孔的时间。
2)槽的加工工时估算
如图4所示,槽的底面积S,高度H,假定机床的切削速度为v,切削深度为h,刀具直径d(以平面端铣刀为例),则槽的加工工时可近似表达为

n表示槽的数目,Si表示第i个槽的底面积,Hi表示第i个槽的高度。
3)外轮廓的加工工时估算
假定外轮廓的周长为L,平均高度为H,机床的切削速度为v,切削深度为h,


图4 槽的尺寸示意图
4 算法应用实例
根据以上算法,使用CAA开发了特征识别系统,已经在CATIA V5平台上得到验证,图5是示例零件1特征识别结果示意图,图6是其对应工时估算结果示意图,图7是示例零件2特征识别结果示意图,图8是其对应工时估算结果示意图。表2是特征识别测试结果的统计。
对于给定的测试模型零件,系统已能准确识别出槽、孔、轮廓特征,系统自动识别出的特征数目与手动统计的特征数目是一致的。在此基础上,对零件加工工时进行了估算。对于给定的测试模型零件,系统自动识别加工特征,并进行工时估算可以在2秒左右完成,提高了工时估算的效率。

图5 示例零件1特征识别结果显示
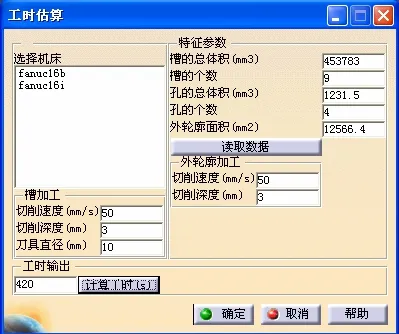
图6 示例零件1加工工时估算

图7 示例零件2特征识别结果显示

图8 示例零件2加工工时估算

表2 测试结果表
5 结 束 语
本文针对数控加工结构件特点和便于工时估算的需要,提出了基于面邻接关系的特征识别方法,对数控加工结构件的加工特征进行识别,并统计相关特征数目和特征几何参数,再结合相关机床加工参数,对零件的加工工时进行了估算。对给定测试零件,已经可以正确识别出零件模型中的加工特征,且具有较快的执行速度。目前对相交特征、过渡特征尚不能较好的识别,对这部分特征仍需要进行后续的研究处理。本文所提出的特征识别和加工工时估算方法,可以初步为车间合理安排生产计划、制定零件生产节点提供参考。
[1] 高曙明. 自动特征识别技术综述[J]. 计算机学报,1998,21(3): 281-288.
[2] Rameshbabu V,Shunmugam M S. Hybrid feature recognition method for setup planning from STEP AP-203 [J]. Robotics and Computer-Integrated Manufacturing,2009,25(2): 393-408.
[3] Rahmani K,Arezoo B. A hybrid hint-based and graph-based framework for recognition of interacting milling features [J]. Computers in Industry,2007,58(4): 304-312.
[4] Gao S,Shah J J. Automatic recognition of interacting machining features based on minimal condition sub-graph [J]. Computer-Aided Design,1998,30(9):727-739.
[5] 周 炜. 基于图的边界模型的特征加工识别技术[D].南京: 南京航空航天大学,2006.
[6] Han Junghyun,Regli W C,Steve Brooks. Hint-based reasoning for feature recognition: status report [J].Computer-Aided Design,1998,30(13): 1003–1007.
[7] Vandenbrande J H,Requicha A A G. Spatial reasoning for the automatic recognition of machinable features in solid models [J]. IEEE Trans on Pattern Analysis and Machine Intelligence,1993,15(12): 1269-1285.
[8] Kim Y S. Recognition of form features using convex decomposition [J]. Computer Aided Design,1992,24(9): 461-476.
[9] Sakurai H. Volume decomposition and feature recognition: part I-polyhedral objects [J]. Computer-Aided Design,1995,27(11): 833-843.
猜你喜欢
数学年刊A辑(中文版)(2022年3期)2023-01-05
装备制造技术(2020年4期)2020-12-25
中国化工贸易·中旬刊(2020年5期)2020-11-06
价值工程(2019年30期)2019-12-02
科技创新与应用(2019年24期)2019-10-24
制造技术与机床(2019年9期)2019-09-10
科技创新导报(2019年6期)2019-06-11
小天使·六年级语数英综合(2018年6期)2018-10-08
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23