DC20传动胶带自动测长机设计
2012-07-05 15:44张远宏禹永伟李英丹
科技视界 2012年9期
张远宏 禹永伟 李英丹 任 强
(1.铁岭橡胶工业研究设计院 辽宁 铁岭 112002;2.北京杰利阳能源设备制造有限公司中国 北京 100101;3.铁岭陆平机械有限公司 辽宁 铁岭 112000)
1 总体设计及方案论证
DC20测长机主要技术要求有:
1.1 测量对象
传动用橡胶皮带(包括汽车V带、汽车多楔带、汽车同步带与一般传动同步带等)。
1.2 测量参数
a.皮带的节线长度(通过测量带轮的中心距来换算)。
b.皮带的露出高度(对于V带与多楔带)或皮带的厚度(对于同步带)。
1.3 测量范围:
带轮中心距≤1000mm。
1.4 测量精度
a.对于节线长度≤±0.05mm。
b.对于厚度≤±0.05mm。
1.5 具有较高的自动化水平。
2 机械结构设计
2.1 外形及总体结构的确定
DC20胶带测长机由八个机械部件、一个电气控制部件组成,其总体布局如图1所示。
(1)立柱底座部件
立柱底座部件是安装其他各功能部件的基础。立柱为圆柱形,兼作主动轮及滑座部件位移的导轨。底座为长方形,用过渡法兰用螺钉与立柱相连接。
(2)滑座部件
滑座部件上装有主动轮部件,测长标尺的游标也与滑座连接,通过滑座升降部件丝杆的转动,滑座连同主动轮部件沿立柱上下移动。根据各种长度的待测皮带节线长度来调整两个测量带轮的零位中心距,并带动游标,显示零位中心距的名义尺寸数值。当滑座移动到预定位置,可用夹紧装置把滑座紧固在立柱上。
(3)主动轮部件
主动轮部件安装在滑座上,用于带动被测皮带转动,以使被测带的带齿与轮齿良好啮合或切边V带与带轮V形槽良好啮合,并使测量力均匀分布在被测带的两边。
(4)从动轮部件
从动轮部件的底板紧固在顶座的侧面。从动轮可以自由转动,并借助底板上的直线滚动导轨上下灵活移动,它与张力杠杆及测长位移传感器均用关节轴承铰链连接。通过从动轮把预定张力施加于被测皮带,同时从动轮产生位移又使位移传感器同步位移,从而精确测出被测带轮的中心距。测厚的激光传感器也安装在从动轮座上。
(5)顶座部件
顶座部件安装于立柱顶端,用来安装滑座升降部件的箱体、张力部件的杠杆支架位移传感器支架以及从动轮部件。
(6)张力部件
张力部件由重锤、气缸、杠杆、连杆组件等组成,它主要有两个功能。一是由于气缸活塞杆顶出,通过杠杆、连杆迫使从动轮向主动靠近,以便操作人员装卸被测皮带。二是由于活塞杆缩进,吊起重锤,从而把预定的重锤的重力,通过杠杆改变方向,施加于被测皮带上。重锤总重量的大小,根据被测皮带所需的张力来增减。
(7)滑座升降驱动部件
滑座升降驱动部件的箱体紧固于顶座侧面,摇动中心距调节手轮,通过一对减速伞齿轮带动丝杆转动。丝杆螺母固定于滑座,所以转动手轮,就能使滑座上下升降,从而调节测量带轮的中心距。
(8)标尺部件
标尺部件主要是一把定制的游标卡尺,分辨率为0.02mm。它的定尺两端分别固定在滑座升降驱动部件的箱体和立柱底座部件的底座上,滑尺则装在滑座部件上。当摇动手轮时,就可以从游标卡尺上读出滑座上的主动轮中心和顶座上的从动轮基准点之间的相对距离,该距离就是两轮中心距的名义值。
(9)电气控制部件
电气控制部件控制各功能部件协调动作,把所测的皮带节线长度、皮带厚度显示出来,并判断合格与否,此外还具有报警、统计、打印功能。
2.2 主动轮、从动轮部件设计
主动轮、从动轮的设计从略。
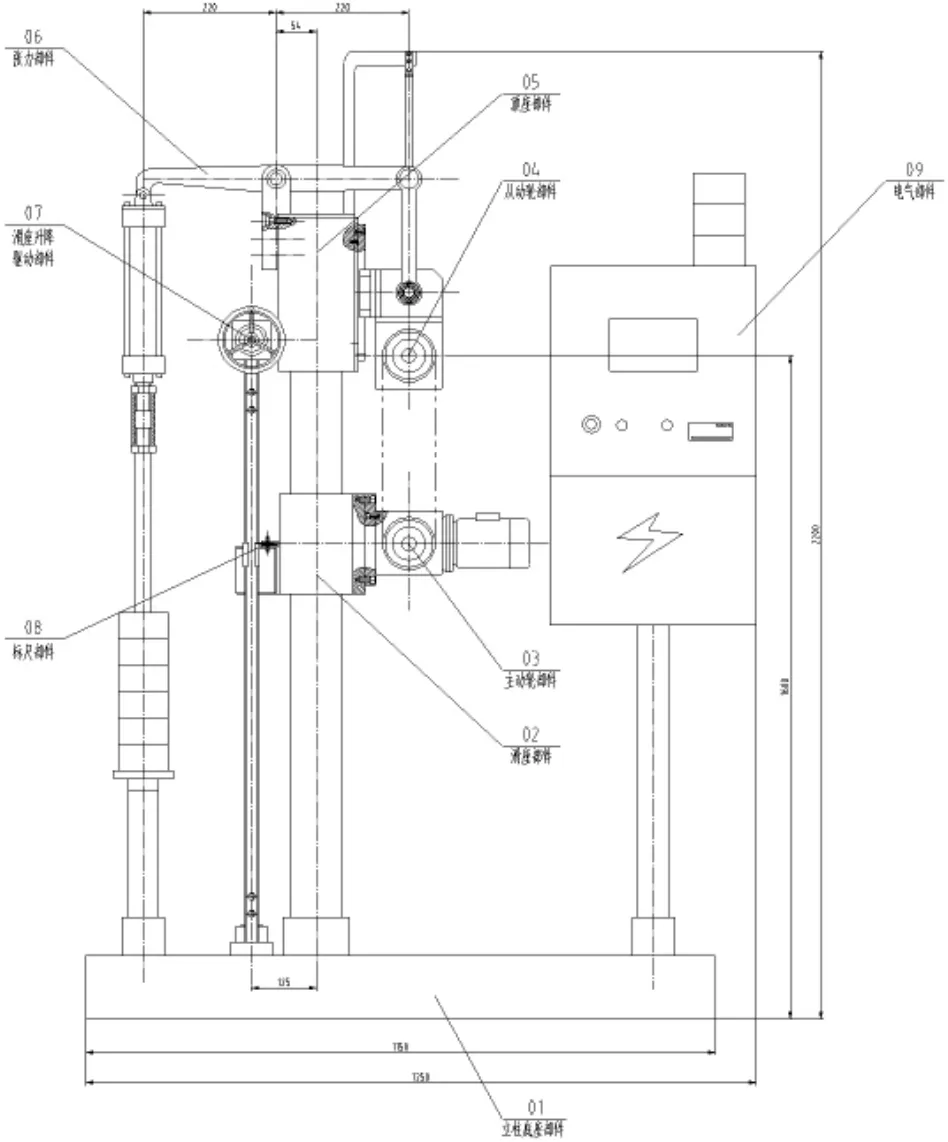
图1 DC20测长机的总体布局
2.3 张力控制系统的设计
张力加载系统设计概述
本机采用重锤加载的方式,通过等力臂的杠杆把重锤的重力转化为对从动轮的拉力,即为皮带的初始张紧力。重锤就相当于磅称的称砣,也可以做成不同的规格,如20kg、10kg、5kg、2kg、1kg各若干个。 实际测量时,根据标准所规定的张紧力数值,用上述规格的重锤来调整到满足要求。
(1)重锤的结构设计
为了更换的方便,重锤的结构设计成带有台阶的阶梯形,并且在直径向开了一条槽。重锤的结构如图2所示。
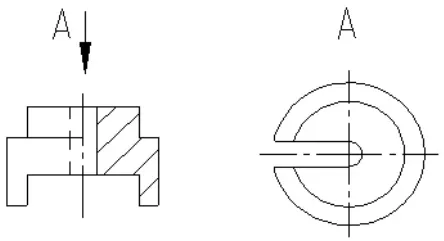
图2 重锺的结构示意图
(2)张力加载系统的标定从略
(3)气动系统的设计。根据系统的功能要求,由一个气缸来提拉重锤,气缸体与杠杆连接,气缸活塞杆与重锤拉杆连接,当气缸活塞杆侧(下部)进气时,重锤被拉起同时张紧皮带,当气缸无活塞杆侧(上部)进气时,重锤放下同时皮带松开。所以需有一个换向阀控制气路,并采用单向节流阀控制气缸的运动速度。
另外,为了减小皮带张紧时由于气缸过冲而产生回弹和抖动以及皮带松开时重锤落座的震动,决定在进气路上在加一个换向阀和单向节流阀。气缸采用带有磁性行程开关的品种,当气缸快到行程终点时行程开关接通,使换向阀动作,进气由单向节流阀控制,使气缸速度减得较慢。
为了保证必要的进气压力,在进气回路中串联一个压力继电器,当气源压力达到设定的压力值时气源指示灯亮,否则气源指示灯灭。具体气动回路图见图3所示。
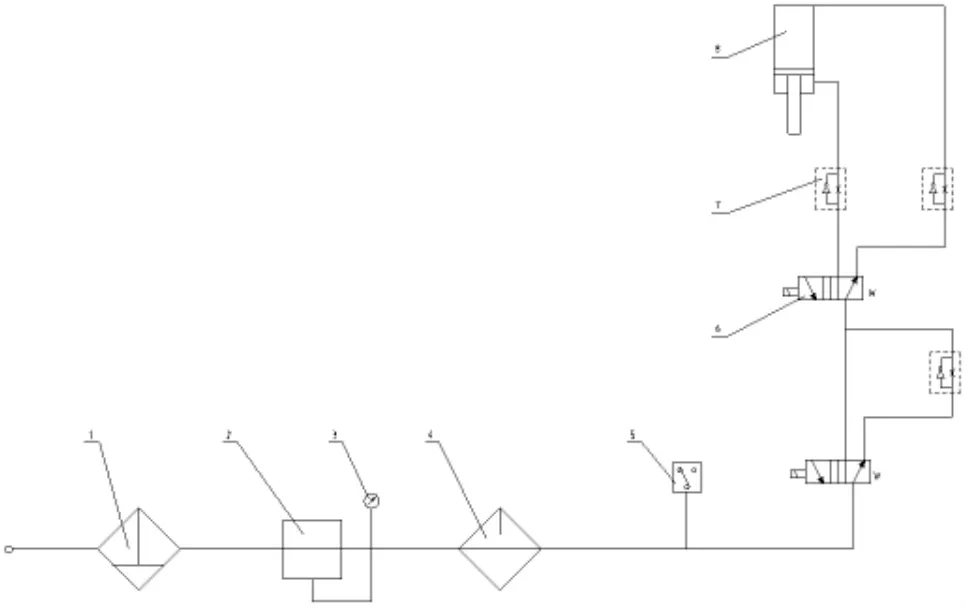
图3 气动回路图
3 传感器的选择
对于DC20胶带自动测长机,需要测量的参数有两项,即皮带的节线长度和皮带的厚度(这是对同步带而言的,对于切边V带和多楔带,则是测量其露出高度)。所以需要选用测长传感器、测厚传感器,测量上述两项参数。
4 电气控制系统设计
4.1 人机界面(显示与键盘)的确定
显示方式的确定液晶显示器。决定选用与夏普LM64P89型液晶显示器相配的10寸电阻式触摸屏。
4.2 打印系统的选择
选用北京炜煌科技有限公司生产的WH-A36-5型汉字微型打印机。
4.3 计算机控制系统设计
(1)在方案论证时已经确定DC20胶带测长机的电气控制采用单片机控制系统。采用AT89系列的AT89C51单片机作为计算机控制系统的CPU。
(2)I/O接口电路扩展设计
本系统扩展了一片8255可编程I/O接口芯片。
(3)触摸屏和液晶显示控制器的选用
触摸屏控制器选用AD公司的ADS7843转换器。液晶显示控制器的选用北京清华蓬远科茂公司QPY-ENH6255控制板。
(4)其他辅助电路设计
1)复位电路。2)时钟电路。3)掉电保护电路。
5 系统主电路的设计
本系统要控制一个三相交流电动机、两个220V交流电磁阀、两个220V交流报警灯,其中电磁阀和报警灯由8255接口经交流固态继电器直接控制,而三相交流电机则通过220V的交流接触器来控制,交流接触器由交流固态继电器控制。
为防止电动机因过热而烧坏,电路中用热继电器来保护。为应付突发事件的发生,在电路中使用了急停按钮开关。
为了对单片机系统供电,系统中还安装了变压器给集成稳压电路供电(交流10V与32V)。
6 软件设计
6.1 屏幕显示界面设计
DC20胶带自动测长机在接通电源后,液晶显示器立即显示主菜单及欢迎屏幕,如图4所示。
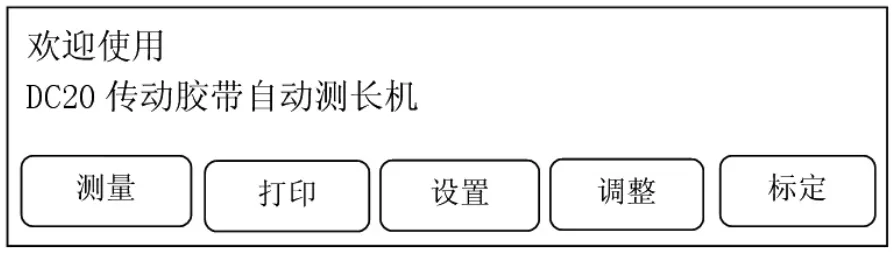
图4 屏幕主菜单
(1)测量屏幕。进入测量屏幕后,显示器显示内容如图5所示。
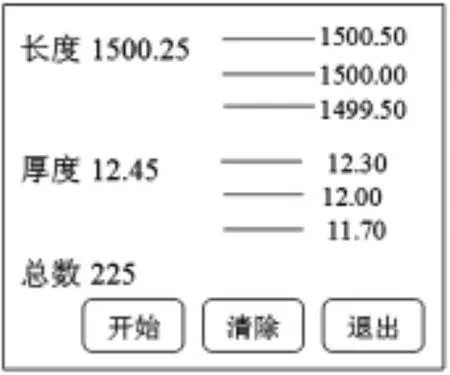
图5 测量子菜单
(2)打印屏幕。进入打印屏幕后,显示器显示内容如图6所示。
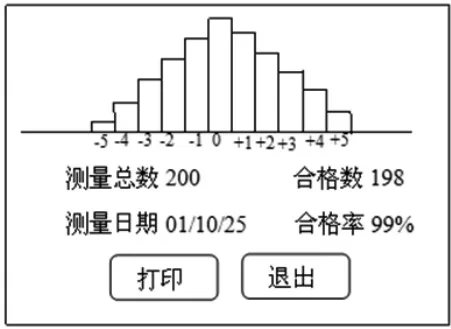
图6 打印子菜单
(3)设置屏幕。进入设置屏幕后,显示器显示内容如图7所示
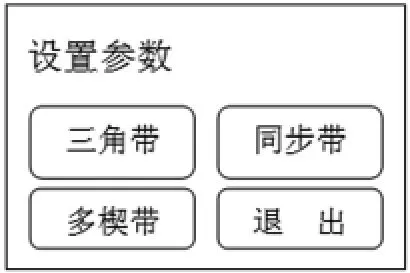
图7 设置子菜单
①三角带。按“三角带”键,进入三角带测量设置屏幕,如图8所示。
②多楔带、同步带同三角带图样。
参数设置结束后,按“确认”键,计算机把所做的设置数值存
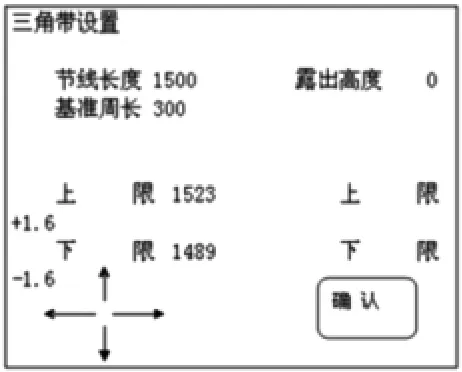
图8 三角带设置子菜单
(4)调整屏幕。
(5)标定屏幕略。
6.2 软件设计方案
本控制系统的软件采用模块化设计方法,主要包括以下模块:
初始化模块,用于系统初始化。其中初始化包括8255初始化、显示控制板初始化、打印机接口初始化、AD7705初始化、定时/计数常数的设置、主菜单显示、开中断等。程序从略。
[1]徐灏,主编.新编机械设计手册[M].机械工业出版社,1995.
[2]汤慧瑾,王清达.机械零件课程设计[M].高等教育出版社,1990.
[3]李华,主编.MCS-51系统单片机实用接口技术[M].北京航空航天大学出版社,1993.
[4]李维提,等,主编.液晶显示器件实用技术[M].北京邮电学院出版社,1993.
[5]北京威立姆电子技术有限公司,编制.AT89系统单片机技术手册[M].1996.
[6]赵长德,主编.微机原理与接口技术[M].中国科学技术出版社,1990.
[7]余永权,主编.89 系列 Flash 单片机原理与应用[M].1997.
猜你喜欢
橡塑技术与装备(2021年17期)2021-09-04
西安航空学院学报(2020年5期)2020-12-08
绿色科技(2019年22期)2019-12-30
高考·上(2019年1期)2019-09-10
精密制造与自动化(2018年3期)2018-09-19
制造技术与机床(2018年9期)2018-09-19
橡胶工业(2016年6期)2016-02-24
山东冶金(2015年5期)2015-12-10
科技资讯(2014年23期)2014-10-20