
叶片加工可调试夹具的设计与实现
2012-07-04 09:43陈文兵
制造业自动化 2012年15期
陈文兵
(四川工程职业技术学院 ,德阳 618000)
0 引言
叶片是汽轮机的主要部件之一。加工装夹对叶片精度的非常重要:是保证加工型线符合图纸要求。如果夹具定位不准确[1],加工出的叶片装入机器后会引起转子不平衡,受力不均,导致机组振动和轴承损坏。直接影响到汽轮机产品的质量。
叶片模型参见图1。

图1 叶片
每种叶片都有普通片、加厚片和末叶片三种规格。夹持端图形如图2所示。
目前很多工厂加工的夹具,如图3所示。
从图3可看出,夹具由两部分组成:左边为夹具体,右上部为夹持盒。夹持盒以底部凸台定位到夹具体的开放槽中,用螺钉固紧。工件以底部斜面2、前侧定位面3、左侧定位杆3定位。
夹紧由两部分组成:

图2 叶片左端尺寸
1)前后侧夹紧
将工件放入夹持盒中,底面、前侧面、左侧面与定位面贴合,然后拧紧螺钉2。

图3 传统夹具定位示意图

图4 传统夹具夹紧示意图
2)上下侧夹紧
将双头螺杆5固定端拧紧到开放槽的螺孔中,放入垫块6、压板4、螺母3,旋紧螺母3。
装上工件后的图形如图4所示。
从图4可以看出,由于夹持座右端做成L形,导致夹持盒的刚性较差。另外由于夹持盒与夹持座是分开的,存在装配误差。夹持盒底部斜平面高度达到定位要求难,通常用加垫片的方法,调整不方便,花费时间长、定位精度低。定位面磨损后不能重用。压板与工件上表面小面积接触,会损伤工件表面。
另外对同规格的加厚片、末叶片(图4),由于定位斜面距安装底面的距离不同需制作另外的夹持盒。 对于不同规格的每种叶片都需制作三块夹持盒,成本高。
因此,需要设计一种刚性好,重复定位精度高,适应范围较广的可调式夹具。
1 车铣复合机床加工可调试夹具的结构
本夹具由定位部件和夹紧部件组成(用UG软件绘制[2,3])。
1.1 定位部件分为三部分(如图5所示)
1)底部定位块16为斜面,与叶片左端夹持端底部5斜面接触,限制了三个自由度。用车铣复合加工中心加工,准确保证斜度复合图纸要求。
2)为保证斜面与工件回转中心的尺寸,需调整左侧定位锁紧螺钉6的位置,调整好后用螺母锁紧。
3)为保证夹持端前后两侧对称,调整前侧边定位块4,先松开紧定螺钉2,调整螺钉3,然后拧紧螺钉2。
定位调整需要将夹具安装到机床卡盘,夹紧后用百分表检查。

图5 可调式夹具
1.2 夹紧部件为两部分(如图5所示)
松开情况下,后侧夹紧块回弹螺钉10和上部压板回弹螺钉13由于外围弹簧会拉动后侧夹紧块8和上部夹紧块15离开工件。
1)装入工件后,右选后侧夹紧螺钉9,螺钉9向前 移动,使后侧夹紧螺钉8移动,前侧面与工件后侧面接触,拧紧螺钉9即将工件前后方向夹紧。
2)右旋上部夹紧螺钉14,螺钉14向下移动,接触上部夹紧块15向下移动,使夹紧15底部斜面与工件上部斜面接触,拧紧螺钉14使得工件上下方向夹紧。
为了保证加工过程中的铁屑不进入夹具体,在上盖11右侧面安装防护板17,用固定螺钉18将防护板拧紧。
1.3 定位调整量计算方法如下
1)左侧定位调整螺钉的螺纹为普通螺纹,其直径为M12,螺距1.75mm,将相应的参数填入下列的应用程序中,即可算出螺钉的旋转角度,如值为正,则顺时针旋钻,如值为负,则逆时针旋转相应角度。如图6所示(用VB编程软件制作[4])。
2)前侧定位调整螺钉为普通螺钉,其直径为M6,螺距为1mm,将相应的参数填入下列的应用程序中,即可算出螺钉的旋转角度,如值为正,则顺时针旋钻,如值为负,则逆时针旋转相应角度。如图7所示。
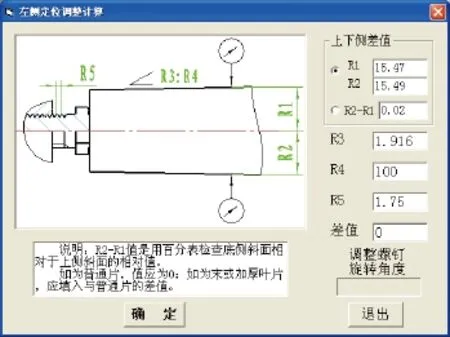
图6 左侧定位调整程序
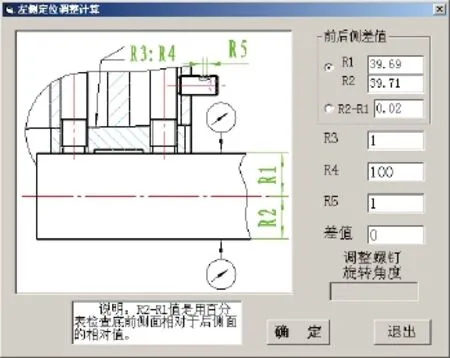
图7 前后侧定位调整程序
2 叶片可调试夹具的特点
1)对于同一规格叶片只需按底部定位尺寸的不同,制作不同的底部定位块。
2)对于不同规格叶片只需按底部和宽带定位尺寸的不同,分别制作不同的底部定位块16和前侧面定位块4即可。
3)夹紧后夹具体与工件融为一体,让叶片在加工过程中能承受较大的切削力。由于夹具体中没有铁屑,不需要在安装过程中清理,大大提高了装夹精度,缩短了装夹时间。使用一段时间后,前侧面定位块4和底部定位块16的定位面将会磨损,调整相对应的调整螺钉即可。
3 结论
本夹具精度高、刚性好,调整方便装夹省时,重复定位精度高。克服了目前每种规格和定位尺寸不同的叶片都要制作一套夹具,且刚性差、成本高、重复定位精度低,不易调整的难题。对不同规格或同一规格不同定位尺寸的叶片不需单独制作,降低了加工成本。本夹具已成功应用于德阳重装基地的几家企业和加工单位,并且适于广泛推广应用。
[1] 兰建设.机械制造工艺与夹具[M].北京: 机械工业出版社, 2006.
[2] 袁锋.UG机械设计工程范例教程(高级篇)[M].北京: 机械工业出版社, 2006.
[3] 谢国明.UG CAM实用教程[M].北京: 清华大学出版社,2003.
[4] 李天启.Visual Basic6.0 学习捷径(中文版)[M].北京: 清华大学出版社, 1999.
猜你喜欢
中学生数理化·八年级物理人教版(2021年6期)2021-11-22
芜湖职业技术学院学报(2021年3期)2021-10-20
中学生数理化(高中版.高考理化)(2021年3期)2021-05-21
中学生数理化·高一版(2021年2期)2021-03-19
哈尔滨轴承(2021年4期)2021-03-08
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
