抗燃油泡沫特性超标原因分析及处理
2012-06-12 09:42王辉
综合智慧能源 2012年9期
王辉
(广东大唐国际潮州发电有限责任公司,广东 饶平 515723)
0 引言
20世纪50代中期,在发生了多起由于液压油管破裂和矿物油喷到热表面而引起火灾的事故之后,三芳基磷酸酯抗燃油开始用于汽轮机调速控制系统,目前已广泛用于大型汽轮机组,至今已积累了近30年的使用经验。
磷酸酯抗燃油的自燃点比汽轮机油高,一般在530℃以上(按 DL/T 706—1999《电厂用抗燃油自燃点测定方法》规定的方法试验),而汽轮机油的自燃点只有300℃左右。汽轮机电液调节系统使用磷酸酯抗燃油,可大幅度降低因油泄漏而引起火灾的危险性。
在维护和使用抗燃油时必须小心,应延长抗燃油的使用寿命并保证设备的正常运行。若抗燃油的泡沫特性超标,会使油箱内的泡沫过量累积,对机组的安全运行构成危害,同时会加速油质劣化。油中若含气泡,会加速油的氧化与劣化。在高压下气泡破裂会引起调速系统振动,气泡进入油泵会引起油泵的气蚀。如果泡沫过多还可能会影响油泵的正常工作,甚至会发生泡沫从油箱顶部呼吸口溢出的事故,这种事故在其他电厂曾经发生过。
1 事故过程
某电厂#3,#4机组于2010年6月投产运行,其中,A,B小机、主机调速控制系统液压油采用的是磷酸酯抗燃油。
2010-12-20,在对抗燃油进行化验检查时发现,#3机组主机EH油泡沫特性为980/0,严重不合格,其他各项指标正常。#4机组A小机泡沫特性为450/0,EH 油密度(20℃)为 1.122 kg/L,泡沫特性和密度均不合格。
2011年1月,用再生滤油机(KZTZ-2抗燃油在线再生脱水装置)对#3机组主机EH油进行了滤油再生处理。再生处理1周后进行化验,泡沫特性及各项指标达到合格标准。
因#4机组当时已转入C级检修,所以,未在线对4A小机EH油进行再生处理。检修清理A,B小机EH油箱时,将A,B小机EH油放至同一临时油箱进行过滤再生处理。A,B小机油箱进油时仅对水分和颗粒度进行了化验,未对泡沫特性及其他指标进行监督化验。
2011-03-10,检修完成且正常运行后,在对抗燃油泡沫特性进行化验检查时发现,A小机泡沫特性(540/150)不合格,B小机泡沫特性(510/110)也不合格。发现问题后立即对A,B小机油质进行再生过滤处理,1周后化验仍不合格。2011-03-20,分别对A,B小机EH油箱补充了新油。2011-03-25,再次进行油质化验,A小机为380/40,B小机为440/65,泡沫特性有所好转,但仍不合格(合格标准为200/0)。
2 原因分析
油质泡沫特性不合格的主要原因是抗燃油在运行一段时间后,油质逐渐劣化变质,消耗掉了油中所含抗泡沫的成分,使油的泡沫逐渐增多。因#3,#4机组投产不足1年,笔者认为抗燃油劣化的速度不应该这么快。#3机组主机EH油混入新油后泡沫特性达到了合格标准(因滤油机为新设备,再生处理前对滤油机进行加油循环过滤);但#4机组A,B小机抗燃油再生处理并补油后仍不合格,在A,B小机检修时,由于A,B小机EH油不当混油,导致了B小机泡沫特性也不合格。
2011-04-07,对#4机组A,B小机EH油密度进行了化验,结果:A小机EH油密度为1.129kg/L,不合格;B小机EH油密度为1.130 kg/L,不合格(EH油密度合格指标为1.130~1.170 kg/L)。
小机EH油密度不合格的主要原因是油中混入了其他液体或取样化验时在某个过程被污染。后来多次取样化验仍不合格,可能是在基建期间油被污染或混入了其他液体,从而导致EH油密度、泡沫特性等指标不合格;在#4机组C级检修时,A,B小机出现混油导致B小机泡沫特性也不合格。因此,A小机EH油被污染的可能性极大。
2011-05-27,对#4机组主机及4A,4B小机EH油取样送至西安热工研究院对矿物油含量等主要指标进行了化验,化验结果见表1。
从表1可以看出,3个油样的泡沫特性均不合格,且A,B小机矿物油含量偏高,依据国标DL/T 571—2007《电厂用磷酸酯抗燃油运行与维护导则》的规定,矿物油质量分数≤4.0%为合格。
标准规定矿物油质量分数≤4%为合格,主要是针对抗燃油的防火性能和氧化安定性而制定的。当矿物油质量分数>4%时会降低抗燃油的防火性能,矿物油质量分数偏高,标准未对降低磷酸酯抗燃油的空气释放特性和泡沫特性作出明确说明及规定。
根据抗燃油厂家提供的数据,新抗燃油中矿物油质量分数为0,在高压下运行和使用伺服阀的系统,矿物油质量分数必须降低到0.1%或更低,当抗燃油中矿物油质量分数超过0.1%时,会对抗燃油的泡沫特性及空气释放值产生较大影响。
因此,可确定造成抗燃油泡沫特性不合格的主要原因是4A小机EH油中混有矿物油,使得矿物油含量超标,影响了抗燃油的泡沫特性。
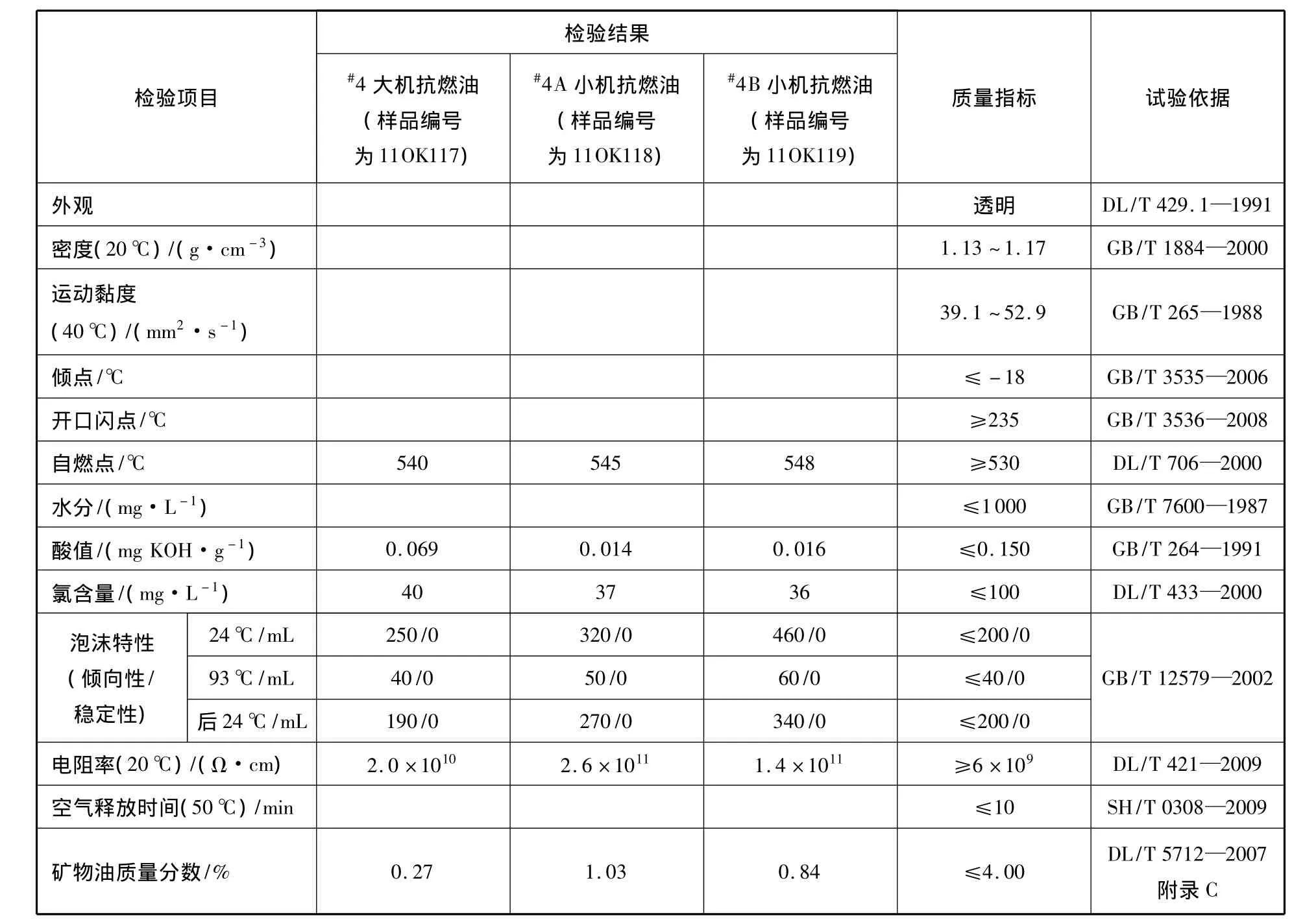
表1 矿物油含量主要指标的化验结果
3 处理措施
新抗燃油中含有抗泡沫的成分,所以,新抗燃油基本上不起泡沫。当抗燃油运行一段时间后,由于油逐渐劣化变质会消耗部分或全部抗泡沫成分,使油的泡沫逐渐增多。当运行油的泡沫超标不严重时,可向运行油中添加部分新抗燃油,新抗燃油中所含的抗泡沫成分分散到运行油中,使泡沫得以消除。当运行油的泡沫超标严重时,解决泡沫问题只有采取向油中添加消泡剂的办法。可在运行状态下添加,这样不会影响机组的正常运行。
在抗燃油被污染而造成泡沫超标时,可先加装抗燃油在线再生处理设备,加强油质再生处理,分析查找污染原因对症处理,必要时可彻底更换抗燃油。
4 结论及建议
通过以上分析和论证,EH油泡沫特性不合格的主要原因是在基建期间抗燃油中混进了矿物油,导致抗燃油被污染。
为了保证抗燃油系统不被污染,应从以下4个方面着手加强管理。
(1)在设备生产制造阶段,应规范设备监督管理,要求设备制造厂在进行出厂设备调试时使用合格的抗燃油。在设备安装调试时,对系统应彻底冲洗,必要时可联系专业人员进行指导。
(2)在运行阶段,应加强油质管理,油质在不符合要求时,要及时进行再生处理。当抗燃油长时间运行老化后,可及时添加消泡剂或补充新抗燃油,以防影响系统运行,从而造成事故。
(3)在检修阶段,应加强检修管理,对抗燃油系统严格要求,禁止使用煤油,不准用带丝的碎布进行清洗作业,以防在检修时对抗燃油系统造成污染。
(4)在科研方面,定量分析矿物油的含量对抗燃油泡沫特性及空气释放值的影响,进一步完善相关技术标准。
[1]李保国,张建丽,刘长武.抗燃油油质异常分析及处理[J].华北电力技术,2003(10):10 -12.
[2]DL/T 571—2007,电厂用磷酸酯抗燃油运行与维护导则[S].
[3]赵瑞菊,毋世行.磷酸酯抗燃油体积电阻率超标的分析与处理[J].热力发电,2011(1):76-78.
[4]高为,李莉.抗燃油油质异常原因分析与解决措施[J].四川电力技术,2011(2):82-86.
[5]吴景峰,叶宝娟,徐仁军.抗燃油酸值升高的原因分析及预防措施[J].华电技术,2008,30(11):53-54.
[6]雷建平.汽轮机进口抗燃油的维护和保养[J].华电技术,2008,30(10):57 -58.
猜你喜欢
石油化工应用(2022年5期)2023-01-08
高分子材料科学与工程(2022年5期)2022-08-11
科学与财富(2022年3期)2022-06-01
肉类工业(2022年1期)2022-02-16
魅力中国(2021年24期)2021-11-26
化工管理(2021年31期)2021-01-09
商品与质量(2020年23期)2020-11-26
发明与创新(2020年5期)2020-05-06
发明与创新·大科技(2020年2期)2020-04-17
科学导报(2019年73期)2019-12-20