
移动成型鼓无线通信数传技术研究✴
2012-06-02 08:18曹梦龙王小骥
测试技术学报 2012年1期
曹梦龙,王小骥
(1.青岛科技大学自动化与电子工程学院,山东青岛 266042;2.软控股份有限公司研究生院,山东青岛 266042;3.青岛科技大学机电工程学院,山东青岛 266042)
0 引 言
轮胎成型设备的市场竞争,提出了对设备质量、效率和成本的新要求.为此,从技术上突破两鼓、三鼓、四鼓成型机的结构设计概念、创立新型的轮胎成型设备结构是必需的.本文提出基于单元组合生产线的概念,目标是提高和改善轮胎成型设备质量、效率和成本,并力求使上述指标有所突破.根据技术调研,20世纪90年代中期,日本、意大利已经开始研究组合式成型生产线,但至今没有产品推向市场.除了日本和意大利,在世界范围内成型机的技术基本上都处于相对稳定期,也没有在技术、质量、效率方面具有突破性指标的产品在市场上出现.由此看出两鼓、三鼓和四鼓成型机的技术已经成熟,大的结构性的改进空间已经不存在,有必要在生产线的设计上进行创新性改进.
成型机的机械化、联动化、自动化发展很快.目前,成型设备已由完备的成型鼓、带束层贴合鼓、功能齐全的供料架、传递环、压辊装置及自动的激光指示灯系统组成.在成型过程中的各种布料及橡胶部件的导开、定长、截断、送头、贴合、接头以及钢丝圈的输送就位等工序均由机械化、联动化的功能来执行.这些动作又通过各种传感元件将信号输送到PLC,由电脑进行控制,用以实现一定程度的自动化生产过程.现在的成型机每个鼓担负许多功能,很多工序必须在一个鼓上完成,这势必导致供料架的复杂化以及联动动作的相互干扰,不利于成型过程的全自动化控制.如果将每个工序由一个鼓来完成,则供料机构也可以分解,这对全自动化技术的设计将带来很大方便.
工业化国家已投入了大量的人力、物力、财力对全自动化轮胎成型技术及设备进行了多年研究,目前有些技术和成型设备已经具备投产条件,但是他们对这些技术都进行了严格保密.从一些资料中可以看出目前国内外新技术具有如下共同点:以成型为中心,全面铺开自动化操作;采用低温连续混炼工艺;撤并部件预制及停放工序.可见,全自动化轮胎成型技术将是最具有发展前景和最活跃的发展动向[1].
为进一步提高轮胎企业综合自动化水平,使综合自动化技术深入到轮胎成型各生产设备,实现及时掌握成型设备运转状况,力求达到无人值守,全面提高轮胎生产的管理水平,开发设计了组合成型生产线综合数据采集与监控系统.在该系统中,由于移动鼓存在移动工作特性,其电气参数的传输需采用无线收发方式与监控系统联网.随着通信技术的发展,信息的获取与传输方式逐步从有线过渡到无线.作为无线通信方式的一种,无线数传技术近年来得到了广泛关注及应用,相应的产品也已渗透到社会生活的各个领域,如工业数据采集、无线抄表、区域报警系统、城市路灯监控、水文监测、热网与气网监控、环境监测等[2].在移动成型鼓上,通过连线的方法得到传感器的信号显然有一定难度.采用无线方式来实现信号的传送,可以较好地解决这一问题[3].
1 新概念成型生产线单元组成
成型生产线是一个复杂的系统,系统输入的是与制造有关的物料、设备、工具、能源、人员、制造理论、制造工艺和制造信息等,输出的是一个合格的产品[4],新概念组合式成型生产线在模型建立的过程中考虑系统的可重构性,目的在于改进系统的内部架构,更加适应于市场需求的变化,更好地满足客户的需求,最大限度延长系统的生命周期,包含可重构特性设计的生产线在系统发生故障时可以通过系统内部的一次重组来切换或替换故障单元,起着补充和冗余的作用.组合式生产线具有全自动化的因素,在系统发生故障后,可以通过故障检测和定位采取相应的故障处理策略使系统从故障状态恢复到正常工作状态.组合式可重构成型系统连续工作模拟流程以及内部动态重构如图1和图2所示.
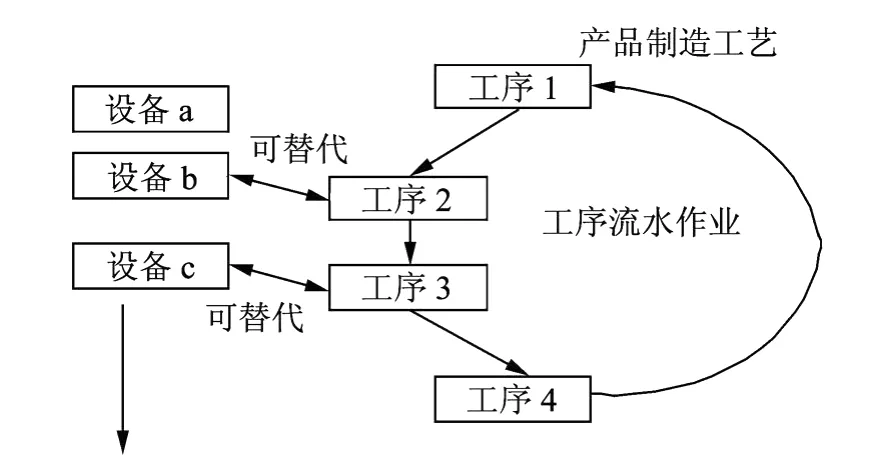
图1 组合可重构成型系统连续工作流程示意图Fig.1 Continuous work flow diagram of combined reconfigurable tyre building system
基于上述思想在成型工艺流程中对各个环节进行分解,如图3所示,依据分解环节建立组合式生产线模型.
组合生产线中移动鼓是带有地面安装轨道的传递式设备,围绕轮胎成型生产线可配置一些不同部件的供料装置,例如:带束层供料装置;冠带层供料装置;供胎面装置;胎体供料装置;压合装置.所有这些设备和供料装置可组成一个完整的组合轮胎成型生产线.系统的设计所要达到的第一个目的是减少人工操作的含量,这不仅仅为了增加生产能力,也是为了改善重构性.组合轮胎成型生产线是高度自动化的生产线,人工操作含量被减到最小,具有高生产能力.
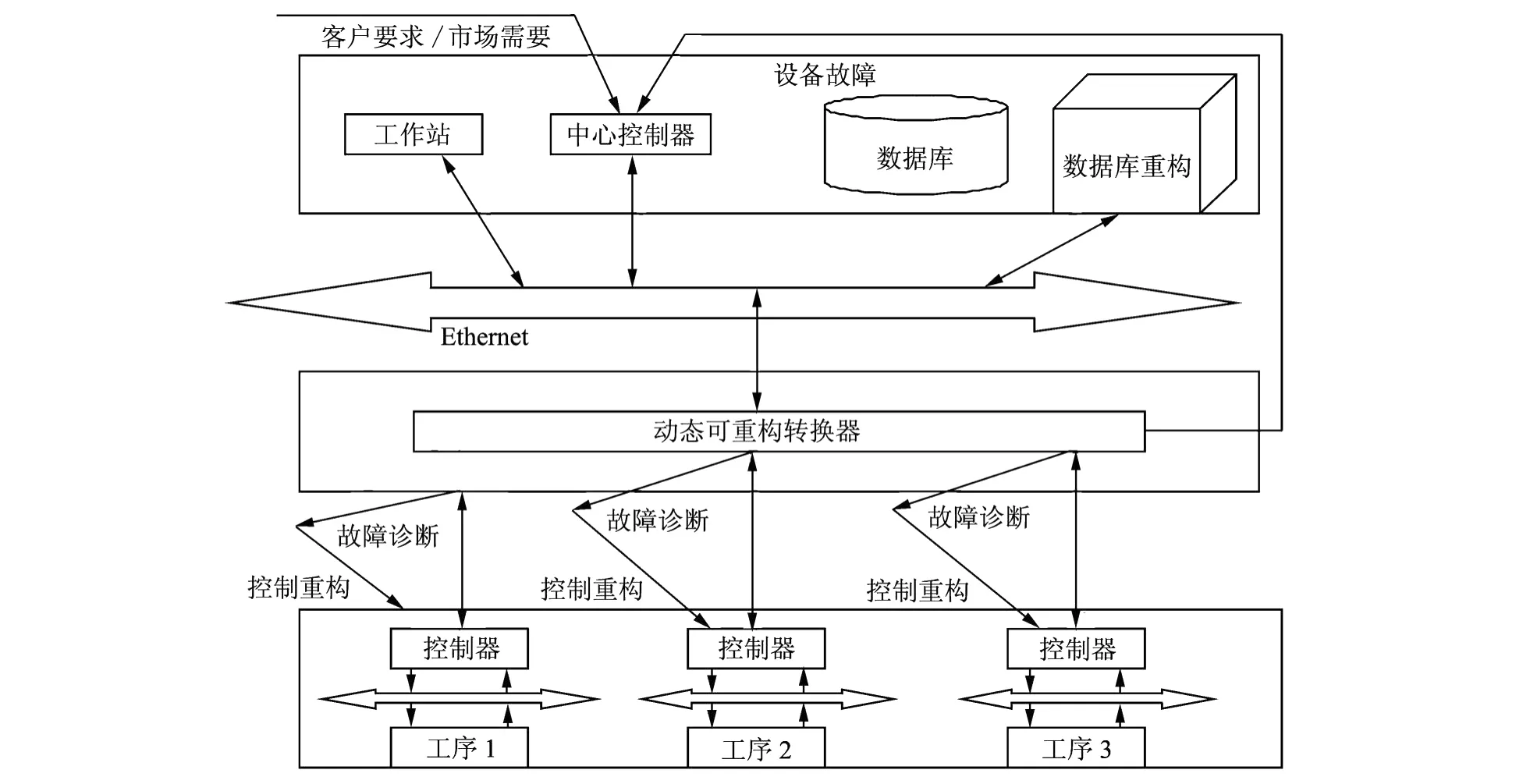
图2 组合式成型系统动态重构实现示意图Fig.2 Dynamic reconfigurable schematic diagram of combined tyre building system

图3 成型系统工艺分解Fig.3 Process decomposition of tyre building system
带束层自动供料装置设计成具有自动测量(没有变形),定长切割,精确导向定位功能等单元,包括:①主机架结合件,上面装有两个驱动滚道输送装置,同时每个输送装置的顶部有带束层裁断系统;②两个导开工位,用标准的或定做的卷轴;③带束层裁断系统;④带束层导向对中系统,可实现精确的对接.
冠带层供料装置包括:①导开,适合操作灵活宽度的冠带层;②环路控制;③具有前端导向的贴合装置;④冠带层切刀;⑤布卷卷轴.
胎面供料装置配置在带束胎面贴合鼓的前面,容易放置胎面胶,包括带有滚道和导向装置的主架,可以借助于中心的沟槽或者胎面胶的边沿来导向.胎面供料装置适用宽度可调的胎面胶,胎面导向装置高度可调.
控制单元可用工业上的可编程序逻辑控制器,采用伺服传动实现精确的同步,可以把故障诊断、轮胎规范和维护指南存储在上位机中.
2 移动成型鼓单元的协议统一无线通信
针对组合成型生产线中移动鼓单元的运动特性,将传感器技术与无线通信技术相结合,研制适用于各类传感器的无线数传模块以实现对被监测点的无线测量.采用RS-485总线作为数据传输链路,把无线终端设备和其它终端设备通过统一协议挂接到总线上[5].先将移动鼓 PLC的RS485通信接口与无线发射装置进行有效电气对接,然后将无线接收装置安装在现场监控分站固定部分,从而使移动鼓的数据采集与控制实现无线传输模式,最后经RS485通信接口与成型系统通信主站联网.
2.1 移动成型鼓的移动载体控制方案设计
移动成型鼓的运动载体是一个半自主移动四轮小车,小车的整个控制系统在结构上是分布式的,由上位机和下位机两部分构成.上位机是一台PC,作为监控中心,其作用是实现控制策略,进行路径跟踪以及路径规划,发出控制指令进行远程监控.下位机采用可编程控制器,固定在小车移动车体上,负责接收主控计算机指令并分配给各个子系统,同时把各个子系统的传感信息发送到计算机,两者通过无线模块进行通信[6].
小车底层控制系统根据接收到的来自监控中心的指令以及传感器信息控制小车的运动,完成小车前进、后退、转弯、停止等动作.为了满足在复杂环境下对小车的有效控制,控制系统必须具有良好的机动性和灵活性,使小车具有向各个方向行驶的能力和可控能力,最终实现小车的平稳运动.
采用无线通信方式从上位机监控中心接收指令信息,根据指令信息实现小车的运动控制.在这个过程中需要对通过无线通讯接收到的指令信息进行通信协议解算,得到小车下一步的位置信息和速度信息,并且需要把小车当前位置信息与下一步的位置信息进行比较得到小车下一步的运动方向,最后根据解算信息进行运动判断,完成闭环运动控制,返回后继续接收下一步的指令信息.
将解算信息中的速度信息和位置信息作为给定输入进行闭环运动控制,主要完成对驱动小车的直流电机进行运动控制,使小车能够平稳运行.对驱动小车的直流电机采用电流环和位置环构成的全数字双闭环PID控制策略,如图4所示.
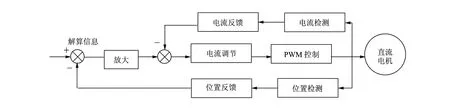
图4 小车直流电机双闭环 PID控制图Fig.4 Chart of vehicle DC dynamo double loop PID control
小车启动、停转或者大幅度增减设定值的时候,短时间系统会出现较大的偏差,引起积分饱和效应,造成系统震荡.为消除积分饱和,在控制系统中可采用抗积分饱和控制策略.工作时时监控中心将移动小车的运行路线通过无线通讯以指令的形式传给小车,小车解算指令后响应指令做出相应的动作.
2.2 通信协议选择
轮胎行业的工业控制模式已从单机走向集中监控.工业控制器联网也为网络管理提供了方便.Mod-Bus协议就是工业控制器网络协议中的一种,通过此协议,控制器相互之间、控制器经由网络(例如以太网)和其它设备之间可以进行通信.它的开放性、可扩充性和标准化使它成为一个通用工业标准.ModBus可以应用在支持ModBus协议的PLC和PLC之间、PLC和个人计算机之间、计算机和计算机之间、远程PLC和计算机之间以及远程计算机之间(通过Modem连接).由于ModBus是一个事实上的工业标准,许多厂家的PLC和HMI、组态软件都支持ModBus,因此,ModBus有着广泛的应用基础.在实际应用中,可以使用RS232、RS485/422、Modem加电话线、甚至TCP/IP来联网.本文联网通信总线采用RS485传输,通信协议采用ModBus标准通信协议.
组合式成型生产线监控系统的终端设备可以分别选用三菱公司的F2NX系列 PLC、西门子公司的S7200系列PLC以及LG公司的K120系列PLC,这几种终端设备在移动鼓上应用具有较高的性价比.可以采用LG公司PLC提供的RS485通讯接口,激活其通讯模式,因LG本身支持ModBus标准通信协议,所以可突破 LG联网瓶颈.西门子S7-200PLC支持ModBus标准通信协议,但需要进行软件设置,通过软设置可实现其联网功能.三菱FX2N系列PLC本身不支持ModBus标准通信协议,可通过扩展通讯模块以硬设置的方式完成其联网功能.
2.3 移动鼓无线通信技术设计方案及实现
确立通信协议后就可以设计无线通信联网方案.组合成型生产线移动鼓选用三菱FX2N-64MR型PLC可编程控制器进行各种动作控制.移动鼓运行状态数据包括运行速度、定位角度、牵引电流、液压系统压力、故障状态等,可通过 RS485通讯接口实时向外传输.基于移动成型鼓 PLC控制器装载在移动部位,难以通过通信电缆介质与成型机系统现场总线网络联接,方案采用无线通信网络方式,通过无线收发装置收发状态数据,依据所选择的协议模型设定通讯协议,实现与其它终端设备联网[7].
1)移动成型鼓无线通信技术方案设计
首先将移动鼓PLC的RS485通信接口与无线发射装置设置在移动设备上,如图5所示.然后再将无线接收装置设置在现场监控分站固定位置,如图6所示.通过此种通信方式使移动成型鼓的状态信息上传下达.无线数传模块通信收发功率为1 W,开阔地域发收距离为4 km,具有抗强干扰的有效距离也可以达到300 m,成型生产线现场使用无线方式通信足以满足要求.
无线数据传输模块通过RS-485总线获取现场终端设备的参数,并依无线方式发送出去,现场监控分站的无线数据接收模块接收数据,并经RS-232总线发送到中心数据服务器,服务器记录、存储采集的参数形成报表.

图5 移动鼓PLC通信无线发射转换装置Fig.5 Wireless launch device of PLC in mobile building drum
2)移动成型鼓无线通信技术方案实现
正常数据采集通信时序为:发射端的无线数据传输模块通过RS-485总线间隔lS循环发送数据采集命令(命令字符串中包含数据采集模块的地址),相应地址的数据采集模块接收命令后将采集到的参数回送至无线数据传输模块,无线数据传输模块立即将接收到的数据发出,接收端的无线数据传输模块接收这些数据并转送到中心数据服务器.
无线通讯系统起着核心作用的部分选用上海某公司的某型号无线数传开发模块,对其进行二次开发,其提供标准RS-232,RS-485和UART(TTL电平)3种接口方式,可与计算机、用户的RS-485设备、单片机或其它UART器件直接连接使用,该型号无线数传模块应用原理如图7所示.
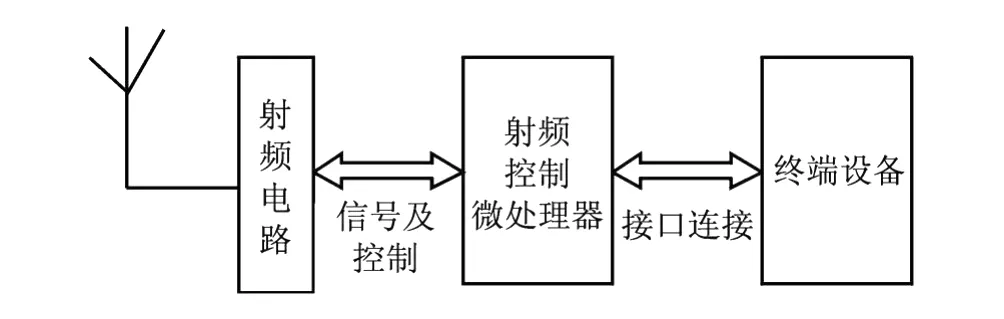
图7 无线数传模块原理Fig.7 Principle of wireless communication
无线数传模块使用直流电源,电压为 +9.0 V±0.5 V,根据用户的需要可以与其它设备共用电源,模块提供1个9针的连接器(JP1),一个天线接口(ANT),一组调线短路器(JP2),可以根据终端设备的设定进行连接和跳线调整.
无线模块端口的定义及配置方法,如图8所示:
①GND电源地;
②VCC电源DC9V;
③RXD/TTL串行数据接收端;
④TXD/TTL串行数据发射端;
⑤SGND信号地;
⑥A(TX)RS-485的A,RS-232的TX;
⑦B(RX)RS-485的B,RS-232的RX;
⑧SLEEP休眠控制(输入);
⑨RESET复位控制(输入).
系统采用 KDW-0.6/12型隔爆兼本安直流稳压电源,采用精密铸造,铸钢外壳,箱盖设有电源指示灯,机芯与电源变压器为一整体,采用双重过流、过压保护,输出 DC10-DC12V,额定电流700 mA.
为完成供电电源与无线模块的电压匹配,选用广州普田电子有限公司的DC/DC电源模块.该模块性能稳定,工作寿命长,采用SIP封装,体积小,温度特性好,可直接焊在PCB上.
3)移动成型鼓无线通信工作模式设定
考虑到无线数传模块的电源电压为9V,为简化设计,使接口电平兼容、统一,无线数据传输模块的所有芯片采用9V供电.RS-485电平转换芯片采用低功耗半双工收发器,RS-485网络为“单主/多从”通信方式,任一时刻只能有一个RS-485发送器工作在“发送”状态,其余节点必须工作在“接收”状态,如果同时有2个或以上RS-485收发器工作在“发送”状态将会导致通信数据紊乱,甚至损坏 RS-485收发器[7].采用高效前向纠错信道编码技术,提高了数据抗突发干扰和随机干扰的能力,数据传输采用实时同步,32 B的同步结构和完善的通讯协议使该产品更加稳定可靠.在视距情况下,采用吸盘天线,在天线摆放合理的条件下,通信距离可以达到2 km以上.
设计透明的数据接口,适应任何标准或非标准的用户协议,自动过滤掉空中产生的噪音信号及假数据,所发即所收.配置8个信道满足用户多种通信组合方式的需求.通过短路器设定接口方式为单一协议的RS-485接口.传输速率设定为9600bit/s,数据位设为8 b,结束位设为1 b,采用偶校验.

图8 无线数传模块端口定义Fig.8 Port definition of wireless communication module
3 基于无线通信的移动成型鼓数据采集与控制
建立起移动成型鼓无线通信模式后,组合成型生产线就可以通过综合数据采集与控制系统把移动成型鼓的运行速度、定位信息、牵引电流、液压系统压力、故障状态等信息在现场监控分站进行显示与控制.
借助于无线通信方式,监控系统可显示移动成型鼓的总体运行状况,包含历史曲线、报警记录、参数设置、状态查看、操作帮助信息、设备运行统计等.带束层供料装置、冠带层供料装置、供胎面装置、胎体供料装置、压合装置等设备的电气参数采用有线组网的方式与现场监控分站联网,利用自主开发的通讯程序,通过现场总线的方式与主站通讯.上位监控画面以及实时数据显示画面如图9所示.
数据显示区实时显示现场采集的数据,监控画面设备以动画形式与现场设备同步,用鼠标点击任一个设备框图均会显示该设备的工作状态,显示实时数据、历史曲线以及报警信息.

图9 组合生产线参数设置以及实时数据显示Fig.9 Parameter setting and real time data display of combined production line
4 结束语
研究开发的移动成型鼓无线通信技术,运用现代计算机控制理论,结合多年自动控制系统设计经验,改变了轮胎企业传统的生产方式,提高了现场操作人员的工作效率,减少了工作强度,提高了设备的可利用率,减少了设备的损耗,突出了在减员增效方面的效果.
成型鼓的移动无线通信技术使得用户无需任何编码就可实现其联网功能,解决组合成型生产线成型鼓等移动设备进行数据通信的技术难题.构造现场总线协议转换以及监控网关通信组态模块,解决485总线到现场监控分站的通讯问题.同时,在移动设备实现无线通信的基础上可以利用先进的实时信息集成技术和集成化的编程组态技术实现成型生产线“监视、监控、调度、管理”信息一体化集成平台,在Internet浏览器方式下实现多种信息源的数据共享.
[1]Bi Z M,Lang S Y T,Shen W,et al.Reconfigurable manufacturing systems:the state of the art[J].International Journal of Production Research,2008(46):967-992.
[2]蒋正义,朱善安,韩东芳.基于MSP430和nRF401的无线自动抄表系统[J].电子技术应用,2004(11):74-75.
Jiang Zhengyi,Zhu Shangan,Han Dongfang.Based on the MSP430 and nRF401 wireless automatic meter reading system[J].Application of Electronic Technology,2004(11):74-75.(in Chinese)
[3]江冰,赵辉,奚吉.采用nRF401实现单片机与PC机无线数据通信[J].微计算机信息,2002(9):42-43.
Jiang Bing,Zhao Hui,Xi Ji.NRF401 realize the use of single-chip computer and PC wireless data communication[J].Micro computer information,2002(9):42-43.(in Chinese)
[4]Xie Weihong,Cheng Xiaochao,Jiang Luan.An empirical research of relationship between corporate strategy[J].Manufacturing Flexibility and Performance,2009:12-14.
[5]毛德平,凌有锩.一种基于RS485总线的温度湿度测控系统[J].现代电子技术,2007(2):168-l70.
Mao Deiping,Ling Youjuan.A RS485 bus based temperature and humidity control system[J].Modern electronic technology,2007(2):168-l70.(in Chinese)
[6]符初生,庞晓风,文红.一种虚拟中继的无线数传系统设计[J].电子科技大学学报,2006,35(6):901-904.
Fu Chusheng,Pang Xiaofeng,Wen Hong.A virtual relay for wireless data transmission system design[J].Journal of University of Electronic Science and Technology of China,2006,35(6):901-904.(in Chinese)
[7]李兴春,李恒文,张巍.基于nRF905的温度数据无线采集系统的设计[J].仪器仪表用户,2007(2):5l-52.
Li Xingchun,Li Hengwen,Zhang Wei.Based on nRF905 temperature wireless data acquisition system design[J].Instrumentation Customer,2007(2):5l-52.(in Chinese)
猜你喜欢
轮胎工业(2022年10期)2022-12-30
今日农业(2021年13期)2021-11-26
锻压装备与制造技术(2021年2期)2021-07-19
快乐语文(2020年36期)2021-01-14
科学大众(2020年17期)2020-10-27
文苑(2018年22期)2018-11-19
电子制作(2018年8期)2018-06-26
制造业自动化(2017年2期)2017-03-20
轮胎工业(2017年9期)2017-03-09
现代企业文化(2016年1期)2016-12-23
