
FANUC电池更换策略
2012-04-29 23:12:09金志刚
科技创新导报 2012年14期
金志刚
摘 要:数控车床配套使用的FANUC电池价格很高,而且购买时间周期长,不方便使用。我们在使用过程中巧妙地将电池盒和4粒1.5V的电池串联,把原装电池上面的引线拆下,接在电池盒上。这样不仅可替换原装电池,让机床正常运转,还能节约费用及时间。
关键词:FANUC电池数控车床
中图分类号:TP21 文献标识码:A 文章编号:1674-098X(2012)05(b)-0131-01
沈阳一机生产的CAK5085di数控车床CAK50系列经济性数控车床CNC数控系统标准配置采用的是日本FANUC公司生产的FANUC-0i-mate 系统,原配的电池是松下 Panasonic BR-CCF2TH 6V锂电池。目前大多数机械都是采用锂电池安装方式,因为锂电池体积小而且优点多。一般情况下厂家建议对于α系列及β系列的伺服系统,1年更换1次电池,αi系列及βi系列的伺服系统,2年更换1次电池。
有一次有学生在操作机床时说机床不能移动了,一开机就有报警,不知道怎么回事。我连忙跑到现场。一看,是APC类报警,主要是由电池电压低引起的。
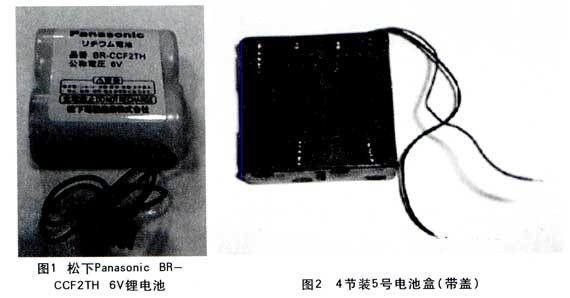
其中的FANUC一个电池单元在一年内可以保存六个绝对位置编码器的当前位置信息。当电池电压低时,在LCD显示器上将显示“APC报警3n6~3n8(+轴号)”。显示APC报警3n7时,请尽快更换电池。通常,在第一次报警出现后,应该在1~2个星期内换电池,然而,这取决于使用的脉冲编码器的数量。当电池的电压下降的更低,脉冲编码器的当前位置将丢失。在这种状态下接通控制单元的电源,会出现APC报警3n0(要求返回参考点)。更换电池后,使用刀具返回到参考点位置。但是由于原装电池是2节3V松下电池(图1)串联封装成,而且不可以充电,只能使用一次。目前市场上这样的电池价格很高,而且购买时间周期长,不方便使用。如果让机床厂家直接来更换开价就是200元/组,数控车一次就要换2组。这样一来成本太高了。我又检索了相关资料,发现后续原厂FANUC推出了可以使用一般碱性电池的电池盒,供客户追加选择使用,它的最大优点是在世界各地都可以买到一般电池来使用,让机械售服更加便利及人性化。因此,我就想到了一个巧妙的方法,就是去买了一电池盒(图2)和4粒1.5V的电池串联,把原装电池上面的引线拆下,接在电池盒上,这样即可替换原装电池,能节约费用及时间。
例:机型:CAK5085di厂家:沈阳一机系统:FANUC 0i Mate TC。
由于机床两轴伺服系统选用的是绝对位置编码器,具有记忆功能,机床在出厂前已经设定好并返回参考点建立机械坐标系,该坐标系在断电后由编码器记忆保持。因此在使用时不用返回参考点。但由于电池失效或在维修时伺服电机与丝杠的相对位置发生改变,机床的坐标系就发生变化,需要从新设定参考点。
首先,把参数1815.4设为0。
Z轴参考点设定方法:
(1)用手动方法把机床移动至图示位置,使100mm量块一端与卡盘端面完全接触,另一端面与刀架b端面之间接触,用0.04mm塞尺塞不进去。
(2)取出量块,把Z轴坐标W清零,把机床向+Z方向移动400mm的距离,在参数1240的Z轴中输入500000。
(3)把参数1815.4的Z轴中设为1,然后下电,重新上电后Z轴参考点设定完成。
X轴参考点设定方法:
(1)用手动方法把机床移动至图示位置,使35mm量块一端与台尾外圆面完全接触,另一端面与刀架a端面之间接触,用0.04mm塞尺塞不下。
(2)取出量块,把X轴坐标U清零,把机床向+X方向移动305mm的距离,在参数1240的Z轴中输入450000。
(3)把参数1815.4的X轴中设为1,然后下电,重新上电后X轴参考点设定完成。
用以上方法设立坐标系后,就不必再用G50指令设定坐标系了。不论断电或故障,刀架移动到任何位置都和绝对坐标显示的位置相吻合,因此,只要不干涉,刀架在任何位置都可以启动程序加工。如果用返回参考点自动设定坐标系后,又以G50设定坐标系,则G50设定的坐标系优先。
还有一点要特别提醒的是,更换电池时,容易碰触模块高压电。若没有把握,还是应该交由服务人员安装更换。
猜你喜欢
设备管理与维修(2020年23期)2021-01-04 00:15:10
电脑报(2020年31期)2020-08-20 08:00:31
中小企业管理与科技(2019年22期)2019-09-09 00:40:04
仪器仪表用户(2019年4期)2019-04-09 05:05:58
中国自行车(2017年5期)2017-06-24 10:45:35
制造技术与机床(2017年3期)2017-06-23 08:11:51
山西青年(2016年22期)2016-11-30 05:44:07
大科技(2016年32期)2016-07-12 13:05:58
汽车维修与保养(2015年1期)2015-12-12 11:30:06
科技与企业(2014年23期)2014-10-21 20:10:09
