
三辊无缝钢管连轧管机的安全系统
2012-04-27 09:54:04闫文秀
电气传动 2012年7期
闫文秀
(太原重工股份有限公司 技术中心,山西 太原 030024)
三辊无缝钢管连轧管机的安全系统
闫文秀
(太原重工股份有限公司 技术中心,山西 太原 030024)
安全已成为设备不可缺少的一部分,出口产品的安全更是必不可少的,安全继电器是一种成熟的安全产品。介绍了三辊无缝钢管热连轧管机的工艺概况及对安全性的需求,通过使用安全继电器建立了三辊无缝钢管连轧管机的安全系统,满足了生产和维护的安全需要。增加安全继电器后使设备的安全生产更加有保障,为产品的出口提供了有力的支撑。
安全系统;PSR系列安全继电器;SINAMICS S120
1 引言
在欧美,早已制定出相关的规范和标准,来保护人、机械设备和加工材料的安全。现今,任何一台进入欧洲市场的机器,都必须施加CE标志,以证明这台机器符合EU机械指令,达到安全方面的要求。从技术的角度来看,现代自动化技术的不断发展,一方面大大提升了机械的生产能力;另一方面,自动化技术也会引发事故,特别是在一些非正常操作的过程中(如试车、清洗、维修等),事故不仅会对操作人员或维护人员造成严重的伤害,而且还会造成设备的损坏,加工材料的浪费,甚至延误货期。因此设计本质安全的机器设备,是每个设备供应商的责任,同时也是每个雇主的义务。
2 安全系统介绍
控制系统和安全系统属于两个完全不同的概念。控制系统用来保持设备在各种外部条件下能够在正常的限定范围内运行,安全系统是为了确保设备在安全和故障情况下,都能正常工作,保证系统的安全,安全系统的优先级别高于一切控制系统。
一个完整的安全系统通常由以下3部分组成,见图1。

图1 安全系统组成Fig.1 Components of security system
图1中,安全输入设备(安全传感器)由急停按钮、安全门、双手控制按钮、安全光栅以及需要进行安全监控的输入信号(如上死点和下死点的安全位置信号)等组成。安全逻辑设备由安全继电器、可编程安全模块、安全PLC和安全总线组成。安全输出设备由接触器、电磁阀、AC驱动器组成。以上3个部分之间的互联接线由电缆线或光缆连接。
3 项目介绍
三辊无缝连轧管机是二辊连轧管机的技术革新和升级,2010年太原重工承揽了韩国日进制钢公司○/180TCM无缝钢管热连轧项目,该项目为韩国的第1条热轧无缝钢管项目,也是太原重工的第1条自主出口国外的热连轧无缝钢管项目。连轧机区主要由以下部件组成:1)毛管横移,主要由毛管旋转、毛管内表面抗氧化系统、毛管移送、毛管拨料组成;2)主轧机,主要由轧机传动、辊缝控制、机架组成;3)脱管机,由脱管机传动、孔型、机架组成;4)芯棒限动装置,由传动装置、限动齿条、芯棒头部夹持装置组成;5)芯棒循环系统,主要由芯棒冷却、新芯棒上料、旧芯棒下料、芯棒外表面润滑剂、毛管外表面除磷系统组成;6)流体系统,主要由液压系统、稀油润滑系统、甘油润滑系统组成。
热连轧无缝钢管系统的工艺性强、自动化程度高、运动机构多。毛管被移送到轧机前台,外表面喷过润滑剂的芯棒插入到毛管,此时的毛管已经过内表面抗氧化和外表面除磷,毛管和芯棒一起进入轧机,毛管被轧制,轧制过程芯棒在毛管中位置要根据毛管轧制位置来确认,毛管轧制结束后,在脱管机作用下芯棒和钢管分离,芯棒快速回退至原点,轧制后芯棒通过芯棒移送装置移送后进入芯棒冷却工序。轧机有5个机架,每个机架由3台电机组成;脱管机有3个机架,每个机架有1台电机;限动电机由4台电机组成。
4 三辊连轧管机的安全系统
根据项目需要,项目组选择菲尼克斯PSR安全继电器组搭建连轧机的安全控制系统。安全继电器的输出用于连轧机区传动装置、轧机辊缝液压伺服、液压阀、气动阀的安全控制。传动装置采用西门子SINAMICS系列变频装置,传动装置的安全控制采用安全继电器输出直接接到传动装置和传动控制的输入方式;其余的执行机构的安全控制通过安全继电器输出到各PLC的输入然后在程序中实现安全控制。
整个连轧区域有PLC逻辑控制单元7套,112台控制柜,还有主操作台2个,现场台9个,位置分布于轧线和轧线的电气室、操作室。整个区域对安全输出触点需要为126个。安全继电器组为菲尼克斯PSR安全继电器加安全继电器扩展模块组成。安全继电器组的系统方案采用二级架构,一级架构以安全继电器为主,其输出作为二级安全继电器的输入,二级安全继电器安装于对应的传动装置控制柜内,这样既可满足安全输出触点过多的需求,也可解决安全输出设备位置过于分散的问题。
一级架构即主安全继电器,其结构简图见图2,安全输入信号为分布于操作台和现场台的双回路急停按钮,采用手动复位方式,安全继电器故障状态输出至PLC,一级架构的安全继电器输出NO作为二级架构的输入。
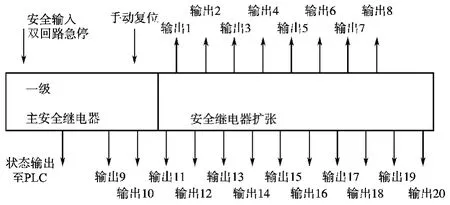
图2 一级安全继电器的结构简图Fig.2 First level of safety relay structure chart
二级架构即现场安全继电器组,其结构简图见图3,输入为一级架构安全继电器主模块的输出,采用自动复位方式,安全继电器故障状态输出至PLC,安全继电器输出直接至安全控制设备。二级安全继电器的数量和位置根据实际需要设置为轧机第1架安全继电器、轧机第2架安全继电器、轧机第3架安全继电器、轧机第4架安全继电器、轧机第5架安全继电器、限动安全继电器、轧机辅助传动安全继电器、循环区辅助传动安全继电器、脱管机安全继电器、毛管横移安全继电器。

图3 二级安全继电器的结构简图Fig.3 Second level of safety relay structure chart
5 传动装置的安全控制
连轧机的安全控制系统中,安全的重中之重在传动装置的安全控制上,传动装置中有高速旋转机构,快速运行机构。传动装置实现安全控制能最大限度保证三辊无缝钢管连轧管机组的安全需求。
以轧机第1架安全继电器为例,其受控于一级安全继电器。西门子SINAMICS系列变频装置采用传动单元和传动单元控制器分体式结构,安全触点信号需要直接连接至传动单元和传动单元控制器的安全控制信号输入端子上。由于轧机第1架主传动采用能量回馈控制方式及整流回馈单元+逆变单元来控制轧机主电机,轧机第1架安全继电器的主安全继电器选用菲尼克斯输出触点带延时功能的安全继电器PSR-ESD/300,NO延时功能触点直接连接至整流回馈装置的传动单元和整流回馈单元的控制器上,不具有延时功能的触电直接连接至逆变单元和逆变单元的控制器,用于确保停车时逆变装置停止逆变,电机的动能通过逆变装置和整流回馈单元的回馈桥实现能量的回馈,电机停止后延时功能触点动作整流回馈装置停止工作。
轧机第1架安全继电器的电气线路如图4所示;传动装置控制器的安全连接如图5所示;传动装置的电气连接如图6所示。

图4 轧机第1架安全继电器Fig.4 Safety relay of 1#rolling mill stand

图5 传动装置控制器的安全连接Fig.5 Drive controller security connection chart

图6 传动装置的电气连接Fig.6 Drive security connection chart
6 结论
连轧机控制系统分为通用控制系统和安全控制系统,安全控制系统具有优先控制权限。在本项目的连轧机安全控制系统中,使用了双回路急停按钮作为安全输入,安全继电器作为安全控制设备,系统的安全性得到了较大提升,使安全生产更加有保障,为太原重工产品走向世界提供了有力的支撑。
[1] ISO 13849-1.新版机械行业安全标准[S].
[2] EN 954-1.旧版机械行业安全标准[S].
[3] EN 50205.触点机械联动特性标准[S].
[4] 菲尼克斯电气.安全控制设备[Z].
[5] 西门子.高性能多机传动变频调速器[Z].
[6] 西门子.高性能单机传动变频调速器[Z].
修改稿日期:2012-02-16
Three Rollers Seamless Steel Tube Mill Security System
YAN Wen-xiu
(TechnologyCenter,TaiyuanHeavyIndustryCo.,Ltd.,Taiyuan030024,Shanxi,China)
Security is an indispensable part of equipment,especially in export project.Safety relay is a kind of mature safety product.The process and security needs of the three rollers seamless steel tube mill system was introduced,and established the three rollers seamless steel tube mill security system with safety relays,which met the needs of production and maintenance.Safety relays make products work more properly and safely,and support the products exporting effectively.
security system;PSR series safety relays;SINAMICS S120
TP276
A
闫文秀(1975-),男,大学本科,工程师,Email:369012270@qq.com
2011-11-29
猜你喜欢
钢管(2021年5期)2021-03-09 01:32:58
钢管(2020年4期)2020-10-29 06:13:12
铁道建筑技术(2020年11期)2020-05-22 06:26:42
中国自行车(2018年11期)2018-12-03 08:20:22
电线电缆(2018年3期)2018-06-29 07:41:00
现代冶金(2018年6期)2018-02-20 11:00:50
电站辅机(2017年3期)2018-01-31 01:46:44
时代农机(2016年6期)2016-12-01 04:07:27
现代工业经济和信息化(2016年4期)2016-05-17 05:35:43
钢管(2014年5期)2014-03-30 20:02:49
