机械自动变速器换挡冲击对策研究
2012-04-16 07:42刘成武刘珂路佘建强
汽车科技 2012年3期
刘成武,刘珂路,佘建强
(1.湖北汽车工业学院 汽车工程系,十堰 442002;2.东风汽车公司 技术中心,武汉 430056)
电控机械式自动变速器 (Automatic Mechanical Transmission,)是在原有齿轮式机械变速器的基础上加装自动操纵系统,代替由驾驶员完成的离合器控制、变速器选挡、挂挡以及发动机转速同步调整等操作,最终实现起步及换挡过程的自动化。由于保持了原有的齿轮传动结构,所以传动效率高、油耗低、机构紧凑、工作可靠等优点被很好的继承下来,与液力自动变速器相比,又具有成本低、生产继承性好、安装方便等优势,因此,在满足重型车的动力传递要求方面,更具发展优势。各国都将电控机械自动变速器作为发展重点[1]。
AMT系统同样利用同步器进行换挡,换挡时需要通过离合器切断与发动机的动力传递,因此,换挡过程越长,将严重影响汽车动力性,但换挡时间过短,又将导致“不同步换挡”而产生冲击,影响平顺性。如何解决好这一矛盾,是AMT的关键技术之一。
所谓“不同步换挡”,是指在换挡过程,当前挡位与目标挡位的待啮合齿轮未达到转速一致时即挂入目标挡,从而造成“换挡冲击”的现象。相关实验表明该现象也会造成同步器的早期损坏。本文通过详细的换挡过程分析,找到了同步器在换挡过程中“不同步换挡”的原因,提出了换挡力的控制方法,以解决所造成的冲击问题。
1 不同步换挡冲击产生机理
变速器在挂挡过程中,必须使所选挡位的待啮合齿轮与输出轴转速同步,即齿轮的圆周速度相等,才能使之无冲击地进入啮合而挂上挡。如果在两者间存在转速差强行挂挡,势必发生冲击和噪声,甚至导致齿轮损伤。同步器在减小冲击、改善换挡平顺性方面,起到了突出的作用,它是在结合套换挡机构的基础上发展起来的,有常压式、惯性式、自行增力式等种类,目前广泛应用的是惯性式同步器。其工作过程如图1所示[2],可以将挂挡过程分为3个阶段:
空挡阶段:如图 1(a)、(b)所示,滑块在拨叉轴和拨叉的施加的换挡作用力下向左推动结合套,结合套通过定位销带动同步环左移动,消除间隙后同步环与待啮合齿轮的齿圈接触。
同步阶段:同步环与待啮合齿轮的齿圈接触促使同步环沿旋转方向偏转一定角度,使结合套及同步环的花键齿的齿尖锥面相顶。此时,滑块继续向左推结合套,一旦压紧同步环与齿圈,则可利用同步环与齿圈锥面之间产生的摩擦力矩T来减少两者之间的转速差,直至两者转速相等时为止。在两者同步之前,结合套及同步环的花键齿的齿尖锥面相顶,换挡作用力在锥面上的切向分力形成了拨环力矩M,试图将同步环相对于结合套向后退转以便啮合,但在没有同步之前,M总是小于T,即使接合套作用在同步环上的作用力非常大,同步环也会阻止结合套继续往左移动,不能与齿圈接合。
进挡阶段:如图1(d)所示,同步环与齿圈同步,同步环的锁止作用消失,此时结合套的齿尖与齿圈的齿尖抵触产生的拨环力矩,使齿圈相对于结合套转动,实现齿圈与接合套的接合,直至结合套的端面与齿轮的端面相接触而限位,完成挂挡的全过程。
在上述换挡同步阶段,同步环与结合齿圈锥面产生的同步摩擦力矩T的大小与锥面摩擦系数μ、作用在摩擦锥面上的轴向分力F、摩擦锥面的平均直径d和锥面角α相关,其大小为[3]:
而拨环力矩M与结合套及同步环的花键齿的齿尖锥面上的切向分力和齿面摩擦系数μ′相关。
通过合理选择同步器花键齿的锁止角和摩擦锥面的锥角,可以确保同步环与结合齿圈锥面压紧后,产生的同步摩擦力矩T总是大于拨环力矩M。但在同步环和结合齿圈锥面没有完全压紧前(图1a),若换挡力过大,将导致结合套移动速度过快,同步环没有产生足够的同步摩擦力矩T,就在拨环力矩作用下稍作转动,结合套从而直接越过同步环与目标挡齿圈结合(图1c),造成未同步即与结合齿圈啮合而造成打齿现象,即出现了前述的“不同步换挡冲击”。
变速器换挡过程中,可将离合器、变速器输入轴至目标挡齿轮等看作动力输入端,将同步器和输出轴至驱动轮部分看作动力输出端。在输入端转动惯量大的车辆上(比如混合动力汽车,其输入端往往连接动力电机,使转动惯量增大),换挡时需要更大的换挡杆推力,才能产生足够的同步力矩,缩短换挡同步时间。换挡力的增大,使得“不同步换挡”现象更容易出现。
换挡力的增加,对同步环与齿圈的性能也提出更高要求,其在短时间内同步摩擦将产生大量的热量,达到一定温度时,会导致同步环的烧蚀,同时大的换挡力也会增加摩擦件的磨损,甚至拨叉的弯曲变形;同步器过度磨损,也是造成出现“不同步啮合”的原因之一。当过度磨损,造成同步环锥面形成台阶,使得接触面积减小而降低同步力矩,当其小于拨环力矩时,导致“不同步啮合”。
综上所述,换挡力过大,是导致换挡冲击的最终原因。故如何选择并实现换挡力的合理控制,是有效避免换挡冲击,兼顾换挡时动力性的关键因素。
2 挂挡过程中最佳换挡力的确定
根据前述挂挡过程分析,换挡时保持一个固定不变的过大换挡力不可避免会产生冲击,理想情况下,应在不同阶段随结合套位移调整换挡力大小。
空挡阶段主要消除结合齿圈与同步环的间隙,可施加大力矩快速完成,有利于缩短挂挡时间。
同步阶段时换挡力矩应变化,当结合套与同步环接触时,应适当减小换挡力矩,确保锁环被目标挡齿圈带动使其正常锁止,这是避免不同步啮合,充分发挥同步器的关键。锁止后再适当增加力矩,以使其迅速同步。
鉴于现有AMT是基于原机械变速器直接改装的,其最大换挡力不应超过原变速器手动换挡力的最大值,以避免同步器早期损坏。具体值的确定应根据试验,综合考虑换挡时间与冲击度来确定。
进挡阶段中接合套与齿圈已经同步,只需要继续将接合套往前推动,就可以实现接合套与齿圈的接合。但力矩应在结合套到位前及时减小,避免接合套的端面与齿轮的端面相接触而限位导致振动。具体换挡力变化过程如图2所示。
换挡动作结束后,拨叉及拨叉轴在自锁装置的作用下保持相应正确位置,拨叉静止不动,同步器则随同齿轮高速旋转。此时应注意将换挡力矩完全撤除。对于电控电动换挡机构一般采用减速电机,其减速机构具有自锁作用的特殊性,如换挡结束后即使准确控制电机停止,虽然电机不再施加力矩,但其减速器自锁作用仍将导致滑块与结合套接触面压紧而无法将力矩完全消除,增加滑块的磨损,故应采取措施予以避免。
3 挂挡力控制策略
针对电控电动AMT操纵机构,其换挡力矩可根据结合套位移调节换挡电机PWM的方式实现,通过换挡位置传感器检测挂挡过程中结合套的实际位移,并结合挂挡过程中电流的变化判断同步器的3个阶段。调节电机在同步阶段工作时的占空比,来实现挂挡力的精确控制,换挡结束后,以极小的力矩反向微量移动,达到完全撤销压力的目的。图3为换挡过程的控制流程图。
通过实验检测换挡电机PWM与其输出力矩关系如图4所示,挂挡力值随着占空比的变化线性度较好。根据这一特点,结合同步器的设计工作压力,可以选择合适的占空比来控制电机,保证换挡力的调节。在换挡结束后,也可实现反向的微量移动,彻底消除换挡力矩且不造成啮合状态的改变。
4 挂挡过程控制试验结果分析
基于试验样车,针对改进的挂挡过程控制策略进行了实车行驶试验,并与原固定大换挡力的试验数据进行了比对,其中典型的试验数据见表1。
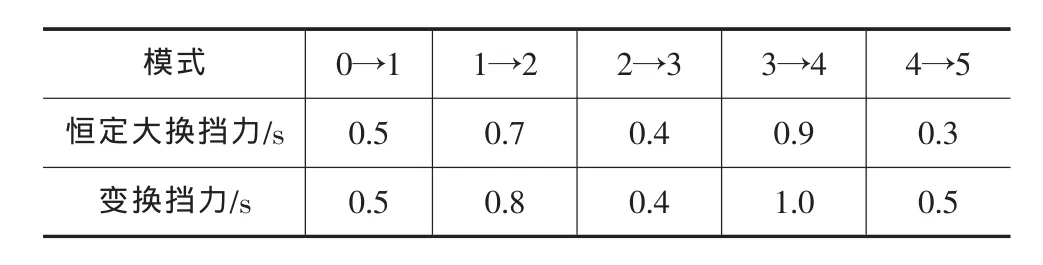
表1 不同换挡力矩下的升挡时间
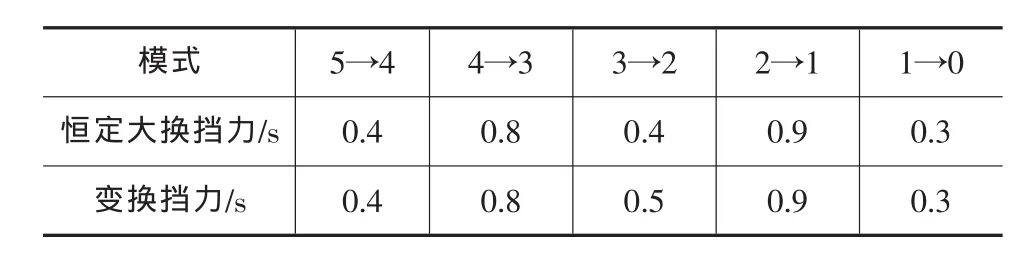
表2 不同换挡力矩下的减挡时间
试验结果说明采用挂挡力控制的新策略后,挂挡时间并未受太大影响。
实车试验过程中,按照新换挡策略换挡造成的车辆振动和冲击消除,台架试验时换挡噪声和振动也明显改善,其效果显著。
由于换挡力得到控制,挂挡冲击减小,必然减小同步器工作的负荷,延长同步器的使用寿命,减小滑块等摩擦件的磨损量。由于新策略增加了换挡结束的撤力控制,对比原固定大换挡力换挡策略,相同行驶里程下的滑块磨损情况见表3,磨损量明显减小。

表3 滑块磨损量对比
5 结论
(1)通过对机械变速器换挡过程的理论分析,得出了造成换挡冲击的原因:换挡同步阶段的换挡力是关键,换挡力过大将造成不同步啮合产生冲击;同时指出换挡力过大将造成同步器过度磨损,也易出现不同步啮合产生冲击。
(2)通过分析得出换挡过程中,换挡力随结合套位移合理的变化趋势。
(3)结合电控电动AMT换挡操纵机构提出了可行的控制方案,并进行了实车验证。试验表明,该方法能有效避免换挡过程中的冲击,并减小同步器磨损。
[1]何忠波,白鸿柏.AMT技术的发展现状与展望 [J].农业机械学报,2007,38(5).
[2]陈家瑞.汽车构造[M].北京:机械工业出版社,2008.
[3]高维山.变速器设计[M].北京:人民交通出版社,1995.
[4]何忠波,白鸿柏,张培林 等.提高AMT车辆换挡品质控制策略与试验研究[J].汽车工程,2006,28(9):839-843.
猜你喜欢
汽车实用技术(2019年3期)2019-03-05
时代汽车(2018年12期)2018-06-18
求学·理科版(2017年10期)2017-12-19
科技与创新(2017年1期)2017-02-16
婚姻与家庭·性情读本(2017年1期)2017-02-16
汽车文摘(2015年12期)2015-12-12
汽车与驾驶维修(维修版)(2015年4期)2015-08-16
汽车零部件(2014年1期)2014-09-20
汽车零部件(2013年11期)2013-12-23
中学生数理化·高一版(2008年4期)2008-11-15