
杨梅果醋的加工工艺研究
2012-04-13 12:30周增群阮慧娜朱永峰杨凯宇
中国酿造 2012年11期
周增群,阮慧娜,朱永峰,杨凯宇
(1.浙江聚仙庄饮品有限公司,浙江 仙居 317300;2.浙江大学 生物系统工程与食品学院,浙江 杭州 310058)
仙居被称为“中国杨梅之乡”,是全国最大的杨梅生产基地。截至2011年,仙居的杨梅栽培面积达到12.5万亩,06年杨梅产量就已达4.5万t,并以每年20%的幅度递增。
杨梅果实中的维生素、花青素和多酚类物质等营养成分非常丰富,这些成分具有很强的抗氧化、抗肿瘤、清除活性氧自由基等保健功效。每年的3月下旬,杨梅花开,在杨梅的生长过程中,落果现象严重,加上果农为了提高所卖杨梅的质量,不断进行疏果,造成大量的杨梅青果浪费。同时杨梅一般都是以鲜果的形式上市,且杨梅成熟期较短且不易贮存,不易运输,即使收成很好,鲜果未能及时卖出去而大量腐烂在农民家中的现象依然严重,造成农民增产不增收,大大打击了种植的积极性。因此,对杨梅进行深加工可以充分开发杨梅产业。如今杨梅已被加工成杨梅饮料、杨梅干红、杨梅干白等多种产品。但目前,关于杨梅原醋的酿造国内报道较少。
杨梅果醋的研发成功能消化大量的落果、青果、低值杨梅以及一些无法直接食用的高酸低糖杨梅,变废为宝,能增加果农的收入,提高果农种植的积极性,为杨梅的可持续发展增加了一条新的出路,促进了仙居杨梅产业的发展,带来了显著的社会效益。
果醋有着丰富的营养价值和保健功能。果醋中含有多种有机酸,能够维持体内的酸碱平衡,调节体内代谢。果醋中还含有碳水化合物、维生素、无机盐、微量元素和多种人体必需的氨基酸[1-2]。具有降低血脂、降低胆固醇、提高免疫力、促进血液循环、抑制血糖升高、开胃消食、解酒保肝等的作用[3-4]。
果醋的风味比食醋更好,食醋中的主要成分是挥发酸,果醋中含有较多的柠檬酸、乳酸、琥珀酸等不挥发酸,这些酸的味道比较柔和,同时果醋中保留了水果的浓郁香气,这些是食醋所不具备的优势[5]。
1 材料与方法
1.1 材料与试剂
杨梅:浙江省仙居县西炉杨梅基地。
酵母:法国诺盟集团L13酵母。
醋酸菌:陕西时代科技酿造有限公司LB醋酸菌种。
果胶酶:法国LALLZYMEHC。
植物水解酶:VISCOZYME L(NOVOZYMES北京公司提供)。
木瓜蛋白酶(酶活力500000U/g):广东汕头市明德食品添加剂有限公司。
1.2 设备
脱壳打浆机,压榨机,UHT灭菌机,控温发酵罐,DF酿醋专用设备,恒温水浴锅,酒精计,蒸馏装置,化糖锅,电子天平。
1.3 酵母活化
将酵母加到糖浓度为2%的水中,控制温度为30℃~35℃,活化15min,再加入少量的杨梅汁,活化30min。
1.4 工艺流程

1.5 检测方法
总酸(以醋酸计)含量的测量:酸碱滴定法[6-7]。
挥发酸的检测:先蒸馏后酸碱滴定法。
总糖含量的检测:斐林试剂法。
酒精度检测:蒸馏酒精计法[8]。
2 操作要点
2.1 三效酶解
青果和落果由于果胶含量高,直接压榨出汁率低,需要经过酶解,尽可能的提高出汁率。依次加入20mg/L果胶酶、300mg/L植物水解酶、80mg/L蛋白酶,3种酶在45℃~50℃联合作用4h后,出汁率可高达85%。
2.2 酒精发酵
由于原料大部分来自于青果和落果,酶解后的果汁中酸度较高,在进行酒精发酵时,需要选择耐酸性较好的酵母进行发酵。选用法国诺盟集团L13酵母,按200g/t的量加入,加入前要预先活化,以达到迅速启动的目的。发酵期间,每天测试温度3次、酒精度1次,总糖1次,波美度2次,控制发酵温度在23℃~28℃,当波美度在0以下时,重点检测总糖含量,待酒精度为5%vol,总糖为2g/L以下时,发酵结束,得到原酒。
2.3 醋酸发酵
将发酵后的杨梅原酒打入到已装满玉米芯的DF自动酿醋机。同时接种200mg/L的醋酸菌种于其中,自动开启泵自上而下喷淋式倒罐,设置时间2h 1次,每次20min,最佳温度控制在30℃~35℃,可通过调节通风口大小及降温来控制发酵剧烈程度,要求酒精度每小时降低不小于0.2%vol,每2h检测1次总酸含量,24h后待酒精度降至0.4%vol以下,总酸含量在40g/L以上时停止发酵,发酵结束立即分离。
DF自动酿醋机是一台将生物菌床保持在一个特定的容器内,反复进行生化反应,在人工固化菌床中增殖发酵、积累产物的设备。该机包括:电子监控自动上料、固化菌床系统、自动育种培菌均匀布气系统、冷热循环水系统、酸气酒精回收系统。整机由不锈钢板制作,备有手动、自动温控、时控操作选项开关。生产中,从进料口泵入杨梅原酒,部分通过自流均匀地穿过特制的固化菌床,菌床表层固化的醋酸细菌在不断运动中产生代谢物质。完成整个醋酸发酵需8h~24h,乙醇转化率达95%以上。该设备和配套工艺科技含量高,具有深层液体发酵和固化菌技术的核心,运行平稳,操作方便,故障少。
2.4 澄清分离
原醋比较浑浊,可通过加入一定量的DHG复合快速澄清剂下胶,4h后即可通过清夜阀自流分离。将分离出的原醋,先采用硅藻土粗滤,然后用微孔膜精滤,要求醋液光亮澄清透明,使浊度值小于0.2EBC。
2.5 杀菌
将精滤后的澄清透明的原醋液泵入到UHT杀菌机中。杀菌温度110℃~115℃,出口温度45℃左右。灭菌后放到无菌罐或无菌袋中贮存。
3 结果与讨论
3.1 酒精发酵
在酵母的作用下,进行酒精发酵,其反应式:

酒精发酵过程中,要严格控制糖的含量。17g/L的糖能产生1%vol酒精度,发酵的终点要达到酒精度在5%vol,因此,要严格控制糖含量在85g/L。因为原料来自青果和落果,糖含量较低,因此要适量加入白砂糖,保证酒精发酵能够达到酒精度为5%vol。加入活化后的酵母,进行酒精发酵,酒精发酵过程中酒精度和糖度的变化情况见图1。
由图1可知,酒精发酵前1d,糖度降低较少,酒精产生量很少,为酵母的适应期;发酵1d~3d,糖度迅速降低,酒精度也上升较快,为发酵的主要阶段;发酵3d~4d,糖度和酒精度的变化趋于平缓,酒精度达到最高值,此时高浓度的酒精也对酵母的有抑制作用,为后发酵期。发酵温度控制在22℃~26℃,发酵时间约为4d,酒精度为5%vol。
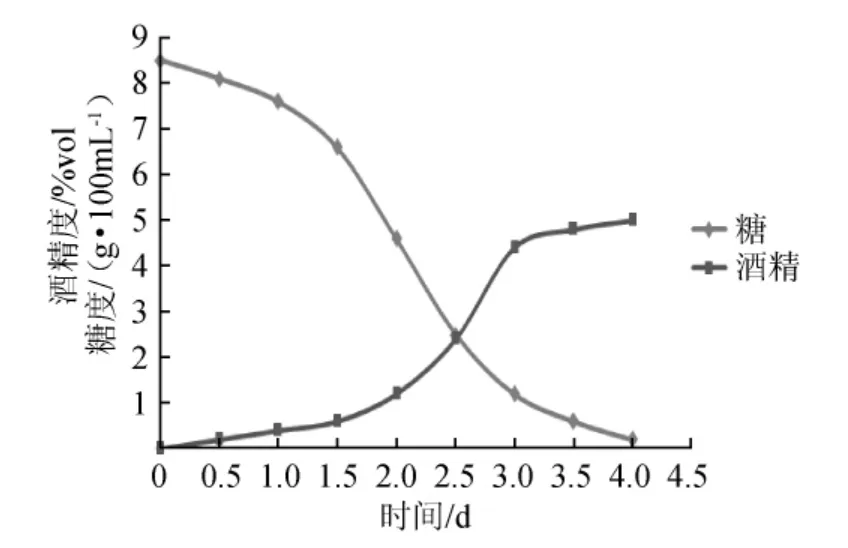
图1 酒精发酵过程中糖度和酒精度的变化Fig.1 Changes of brix and alcohol in the alcohol fermentation process
3.2 醋酸发酵
醋酸发酵的反应式如下:

将酒精度为5%vol的杨梅原酒打入到已装满玉米芯的杨梅果醋专用发酵罐中,发酵温度控制在30℃~35℃,发酵时醋酸和酒精随着发酵时间变化见图2。
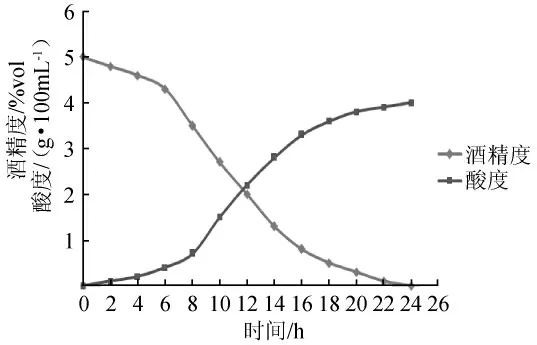
图2 醋酸发酵过程中酒精度和酸度的变化Fig.2 Changes of brix and alcohol in the acetic fermentation process
由图2可知,随着醋酸发酵时间的延长,酒精度逐渐下降,酸度不断升高。在发酵的前4h,酒精度和酸度的变化比较缓慢;4h~18h酒精度和酸度的变大比较大,此阶段为发酵的主要阶段;18h~24h为发酵后期,酒精度和酸度都趋于平缓,最终的酸度为40g/L,其中固定酸(杨梅本身含有的柠檬酸、乳酸、琥珀酸等不挥发性酸)含量为15g/L,酒精度<0.2%vol。
在醋酸发酵过程中,通气量和发酵温度对发酵的影响尤为明显,通气量过大、温度过高会使酵母代谢过于旺盛,造成过早老化,导致产酸率低,不利于发酵的顺利进行;通风量过小、温度过低,发酵时间延长,增加生产成本。
最后制成的杨梅原醋呈深琥珀色,澄清透明,有光泽,而且具有杨梅自然的固有香气,口感丰满圆润、柔和,典型性强,可以作为原料用于生产饮料或者保健醋。
4 产品质量指标
4.1 感官指标
色泽呈深琥珀色,澄清透明有光泽,果香馥郁,入口圆润、柔和,不刺喉,协调性良好,具有本品种很强的典型性。
4.2 理化指标
总酸(以醋酸计):40g/L
酒精度<0.4%vol
总糖(以葡萄糖计)<4g/L
4.3 微生物指标
细菌总数:50cfu/mL;
大肠杆菌:3MPN/100mL;
致病菌(沙门氏菌、志贺氏菌、金黄色葡萄球菌):不得检出。
5 结论
果醋具有丰富的营养和特有的保健功效[10]。杨梅加工杨梅醋饮饮料,产品风味好、市场前景广阔,能够很好地适应我国具体国情,充分发挥我国食品加工企业规模小的优势、避免加工原料分散的弊端。是除了杨梅罐头和杨梅汁加工途径外新创一条适宜我国杨梅的深加工转化途径。不仅解决那些不能用于生产杨梅罐头和杨梅汁低值残次果和青果落果难销售的问题,解决杨梅不易保存,运输销售受到限制导致大量鲜果腐烂在农民家中造成农民增产不增收的问题,又可以增加农民收入、增加就业岗位。
同时,本课题采用三酶联效降解法,多菌种发酵生产发酵果醋技术未见文献报道。本课题所开发的DF自动酿醋机酿醋法,结合了固态淋浇发酵法和液态淋浇发酵法两者的优点。发酵周期短;劳动效率高;节省厂房和节约填充物为50%以上;工艺的固定资产的设备投入,较液态深层发酵的设备投入要少40%以上。采用本法较单纯的固态发酵制醋法解决了醋酸生成速率慢、转化率低、发酵周期长的缺点,使平均醋酸转化率达到95%以上,也解决了液态发酵制醋风味不足的缺点,兼有固态发酵和液态发酵两者的优点,其工艺技术为独特,适宜于杨梅果醋的生产应用推广。
[1]王春霞,王 敏,鲁梅芳,等.新一代健康饮品—果醋[J].食品工业科技,2002,23(4).
[2]鲍金勇,王 娟,林碧敏,等.我国果醋的研究现状、存在的问题及解决措施[J].中国酿造,2006(10):1-4.
[3]王同阳.果醋的功能性[J].中国调味品,2006(6):10-13.
[4]邢志利.果醋的保健功效及加工工艺研究进展[J].中国调味品,2005(4):42-43.
[5]牛 蕾,杨幼慧.健康食品—果醋[J].中国酿造,2004(2):9-11.
[6]许凯扬,熊诗璇,陈璇等.苹果果醋加工过程的发酵工艺研究[J].食品机械,2011(3):130-132.
[7]朱正军,孔国平,夏 燕,等.杨梅果醋发酵工艺研究[J].试验报告与理论研究,2008,11(10):28-31
[8]GB/T15038-2006,葡萄酒、果酒通用分析方法[S].
[9]卢丙俊.苹果醋的加工[J].现代农业,2011(5):28-29.
[10]李巨秀,师俊玲.新型保健饮料—果醋的酿造技术[J].中国调味品,2001(10):3-6.
猜你喜欢
幼儿教育·父母孩子版(2022年10期)2022-11-02
河西学院学报(2022年2期)2022-07-13
广西蚕业(2021年2期)2021-07-15
昆明医科大学学报(2020年11期)2020-12-28
文苑(2019年20期)2019-11-16
西江月(2018年5期)2018-06-08
中国调味品(2017年2期)2017-03-20
科技视界(2016年20期)2016-09-29
药学研究(2015年11期)2015-12-19
中国生化药物杂志(2015年4期)2015-07-07
