
再制奶酪的配料与加工(二)
2012-04-13 03:47
中国乳业 2012年12期
3 再制奶酪特性因素与配料
CFR规定,再制奶酪的成分主要包括天然奶酪和其它成分,如乳化盐。再制奶酪的配料主要取决于再制奶酪的类型和最终的用途。由于所选用的天然奶酪(类型和成熟时间),成本,其它成分的有效性,是否返工,这些参数每天都不相同,制造者必须改变产品的配料以保证每批产品功能特性的一致。相同的再制奶酪所使用的配料却有所不同。再制奶酪的制作者通常会根据经验选择适当的配料混入特定的配方中。传统的再制奶酪制作者们靠经验决定原料的配比。近年来,制作者们开始应用各种计算机软件来帮助计算最低成本配方的原料配比,只需输入想要的再制奶酪品质参数,即可得到以成本和原料比例作为参数的最低成本配方。例如,再制奶酪生产使用不同乳清和乳脂肪含量的原料(乳清粉、乳清蛋白浓缩物、乳脂肪、奶油粉等),它们的化学组成和市场价格不同,最低成本配方应用各种可用原料的成本和化学组成数据,根据它们对总成本的影响优选最低成本配方。目前,作者实验室使用程序是Owl软件公司的“TichwizardTM”(Metzger,2003;Kapoor and Metzger,2004)。
如前所述,不同的化学成分影响再制奶酪的性质,这些指标包括脂肪含量、水分含量、pH值、总钙含量、酪蛋白含量、乳糖含量、乳清蛋白含量等。FDA于2006年对再制奶酪、再制奶酪食品和涂抹型再制奶酪中的脂肪和水分含量作出了明确规定,由于每天制造再制奶酪所用的天然奶酪的来源和成熟期有所不同,使再制奶酪的钙含量、pH值和酪蛋白含量也有所不同,进而使再制奶酪的功能性也有所不同。再制奶酪产品的品质除了受天然奶酪的影响外,添加的乳化盐的种类和量影响再制奶酪中钙的存在状态和再制奶酪pH值;其它的原料(脱脂乳粉、乳清粉、乳清蛋白浓缩物等)影响产品中乳清蛋白和乳糖的含量;再制奶酪化学成分的变化会对其功能性造成重大影响;再制奶酪配方中参数种类、量的重新设置同样会影响产品的最终品质。因此,控制配方参数对于保持稳定的产品性质非常重要。

3.1 总钙含量
再制奶酪中的钙总量不仅在加工过程中发挥重要作用,而且会影响产品的功能性质。较高的钙含量会增加再制奶酪的制造难度,需要添加乳化盐从天然奶酪中除去钙(Sood等,1979;Caric等,1985;Cavalier-Salou and Cheftel,1991;Zehren and Nusbaum,2000)。Cavalier-Salou和Cheftel(1991)在奶酪类似物,即酪蛋白酸钠的研究中发现,随着奶酪类似物中钙含量的增加,奶酪的硬度增加,而融化性下降。天然奶酪在引起总钙含量变化中起主要作用。总钙含量较高的天然奶酪制成的再制奶酪,其硬度较大且融化性较差(Olson等,1958;Zehren and Nusbaum,2000)。
3.2 pH值
再制奶酪的终pH值对其品质、微观结构和蛋白质交互作用都有重要影响(Palmer and Sly,1943;Meyer,1973;Marchesseau等,1997)。不同的研究者都证明了,保证再制奶酪品质良好的pH值范围为5.4~5.8(Palmer and Sly,1943;Marchesseau等,1997)。根据Palmer和Sly(1943)的研究,当再制奶酪的pH值低于5.4或高于5.8时,其稳定性下降。Marchesseau和其他人(1997)的研究检测了不同终pH值再制奶酪的微观结构,发现低pH值(pH值5.2)下,由于接近蛋白质的等电点,再制奶酪的蛋白质交互作用增强,更易聚合,对脂肪相的乳化作用减弱;而在较高的pH值(pH值6.1)下,再制奶酪的蛋白质结构打开,乳化效果较好。pH值为5.7的再制奶酪具有均一的脂肪乳化状态和紧密的蛋白质网络。所以再制奶酪的终pH值是控制其结构和功能性的重要因素。较早的一项研究证明了再制奶酪pH值对其硬度的影响(Templeton and Sommer,1932b),在再制奶酪终pH值从5.0提高至6.2的过程中,其硬度开始一直提高,至大约pH值为5.8时达到最大硬度,之后随着pH值的提高,硬度下降。与其相反,另有研究表明,再制奶酪pH值与其融化特性间的相关性很小(Arnott等,1957)。乳化盐的种类和含量(见“乳化盐”)(Gupta等,1984;Shirashoji等,2006a),以及天然奶酪的种类和成熟期(见“天然奶酪”)都对最后的再制奶酪pH值有明显影响。
上述这些研究没有进行多因素综合效果的研究,也没有强调这些因素影响了再制奶酪品质的程度和机理。目前,作者实验室正在研究多因素对再制奶酪品质的综合作用。
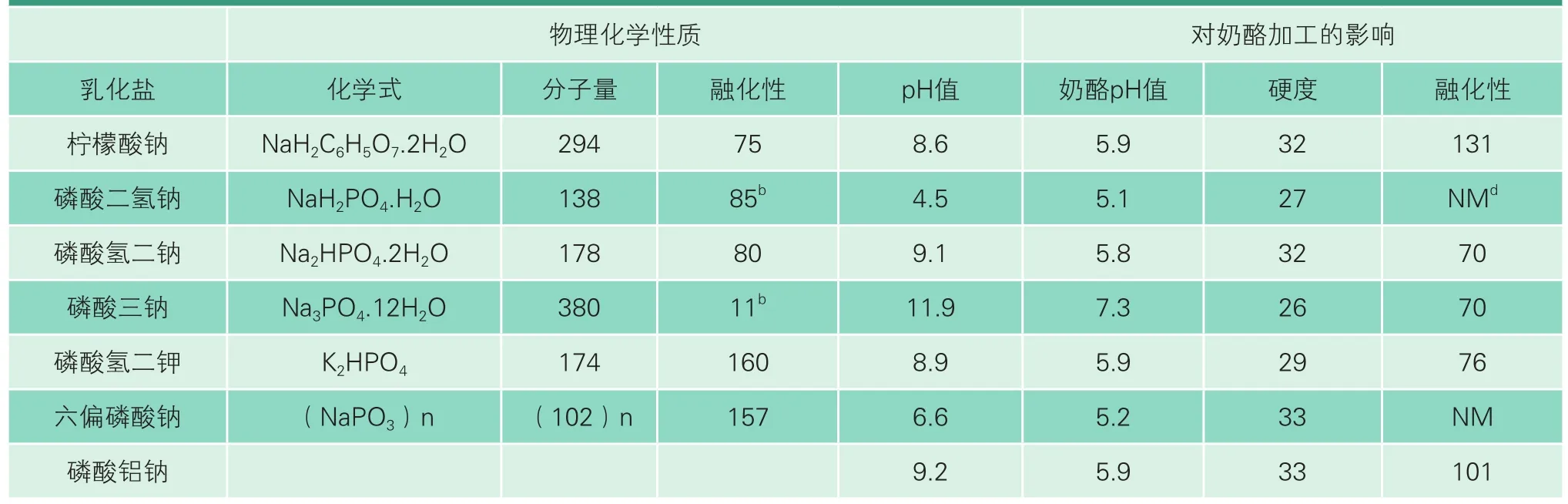
表4 乳化盐的物理化学性质及对奶酪加工的影响
3.3 乳化盐
乳化盐是由单价阳离子和多价阴离子组成的离子化合物,它在再制奶酪生产中的两个重要作用是脱钙,即切断天然奶酪中的酪蛋白磷酸钙的蛋白网络和调节pH值。这两个作用可促进天然奶酪中的酪蛋白水合,形成再制奶酪均一的乳化结构(Ellinger,1972;Meyer,1973;Caric等,1985;Guinee等,2004;Mizuno and Lucey,2005)。CFR允许13 种乳化盐单独或复合用于再制奶酪生产(21CFR133.169 to 133.180),它们包括磷酸二氢钠、磷酸氢二钠、磷酸钠、磷酸氢二钾、六聚偏磷酸钠、焦磷酸钠、焦磷酸四钠、磷酸钠铝、柠檬酸钠、柠檬酸钾、柠檬酸钙、 酒石酸钠和酒石酸钾钠。美国奶酪加工业中最常用的乳化盐为柠檬酸钠和磷酸氢二钠。在片状再制奶酪加工中首选柠檬酸钠,反之,长方块状再制奶酪及涂抹型再制奶酪则选用磷酸氢二钠。六偏磷酸钠有时也作为乳化盐使用。另外,磷酸铝钠是近来十分流行的乳化盐,磷酸铝钠在以凝乳酶酪蛋白为原料的类莫扎里拉再制奶酪制造中发挥了优异的加工效果。表4为乳化盐的物理化学性质及对奶酪加工的影响。
螯合钙离子和酪蛋白中的去除钙离子的能力是选择乳化盐中最常见的问题。目前已经建立了不同的模型体系(Cavalier-Salou and Cheftel,1991;Guinee等,2004;Mizuno and Lucey,2005),以研究乳化盐的重要性质以及乳化盐种类、乳化盐的不同添加量对再制奶酪的影响。然而,再制奶酪中对于乳化盐与钙和酪蛋白之间的交互作用还未得到充分的解释。
3.4 乳糖含量
在再制奶酪制作中需要控制乳糖含量,因为在再制奶酪中,如果乳糖含量过高会导致乳糖结晶或者美拉德褐变。脱脂奶粉和乳清粉是再制奶酪中两种主要成分。在再制奶酪中由于添加脱脂奶粉或乳清粉而出现乳糖晶体问题已有报道(Templeton and Sommer,1932a,1934;Thomas,1973;Berger等,1998)。再制奶酪中乳糖结晶取决于乳糖的最大浓度(乳糖在再制奶酪的水相中可溶解)(Templeton and Sommer,1932a;Thomas,1973)。在20 ℃时,乳糖的最大浓度为17%(Templeton and Sommer,1932a;Harper,1992),因此,要保持再制奶酪的水相中乳糖的总量低于17%,避免乳糖结晶。在制定再制奶酪的配方时,对于再制奶酪食品(44%水分产品)和涂抹型再制奶酪(60%水分产品)而言,制造者应保证再制奶酪中的最终乳糖含量不超过7.48%。乳糖的添加及美拉德褐变会导致变色和异味(Thomas,1969)。Thomas(1969)指出,生产后的贮存温度和时间以及再制奶酪中pH值对再制奶酪褐变均有显著影响,建议再制奶酪的储存温度不高于35 ℃,时间不超过6 周。

3.5 乳清蛋白含量
乳清蛋白约占牛奶中总蛋白含量的20%(Eigel等,1984)。牛奶中约80%的乳清蛋白由β-乳球蛋白和α-乳清蛋白组成。从加工角度看,β-乳球蛋白的重要特征之一是其结构中存在自由巯基(Wong等,1996)。乳清蛋白对热处理非常敏感,在60~70 ℃时变性,β-乳球蛋白变性的温度可以使自由巯基暴露出来,使之与其它β-乳球蛋白和κ-酪蛋白分子通过二硫键相互交联(Sawyer等,1963;Wong等,1996)。在再制奶酪配方中使用的脱脂奶粉和乳清粉会增加再制奶酪中乳清蛋白量。由于乳清蛋白可以相互交联,并可以在高温下与酪蛋白交联,所以再制奶酪中乳清蛋白较高含量不仅会影响其感官特性,而且也会导致最终再制奶酪硬度提高和融化性下降(Gupta and Reuter,1992;Thapa and Gupta,1992a;Ido等,1993;Abd El-Salam等,1996;Al-Khamy等,1997;Fayed and Metwally,1999;Mleko and Foegeding,2000,2001;Laye等,2004)。
脱脂乳粉及乳清、乳清粉、乳清浓缩蛋白等以乳清为基础的乳原料可用于生产再制奶酪食品和涂抹型再制奶酪。由于再制奶酪的配方中加入这些原料有助于降低产品成本,所以制造者经常在他们的产品中最大限度地加入脱脂乳粉和乳清类原料。这些通常用于再制奶酪生产的原料的添加量不会引起再制奶酪品质的显著变化。然而由于商业脱脂乳粉以及甜乳清粉中的乳糖含量分别约为50%和75%,脱脂乳粉和乳清浓缩蛋白中含有大量乳清蛋白,所以当使用脱脂乳粉和其它以乳清为基础的原料用于再制奶酪食品和涂抹型再制奶酪的生产时,需要考虑这这些原料中乳糖含量和乳清蛋白含量对最终再制奶酪的影响。
3.6 返工物料
“返工”是一个专业术语,指生产再制奶酪时,对由于各种原因不能出售的再制奶酪重新加工利用。返工物料包括生产线转换时损失的再制奶酪,切片运转时刮下的及边缘的物料,熔融锅、生产线上、料斗中和包装机器中残留的再制奶酪(Kalab等,1987),以及那些经过质检后,由于重量、包装不合格或有质量缺陷等问题被拒收的奶酪(Kichline and Scharpf,1969;Zehren and Nusbaum,2000)。返工的物料被加入新加工的奶酪中混合并再制。Lauck(1972)指出,生产再制奶酪时产生返工奶酪的量占总产量的2%~15%。由于返工的奶酪已经过乳化过程并含有乳化盐,所以在新鲜奶酪中加入返工奶酪给生产带来一定困难,影响再制奶酪最终的功能特性。一般而言,加入返工的奶酪会降低产品的融化性,使产品更为坚实。Kichline和Sharpf(1969)的研究表明,生产再制奶酪时加入少于总混合物4%的返工奶酪对产品质量无任何不良影响。Kalab等(1987)发现,返工奶酪的类型及用量对再制奶酪食品(水分含量43%,脂肪24%,pH值为5.5~5.7,添加2.7%的柠檬酸钠作为乳化盐)的最终品质有一定影响。返工奶酪的种类对再制奶酪食品表观粘度的增长及硬度的影响为:新鲜的返工奶酪<以前生产的再制奶酪切片<以10%加入混合物的经过热融化的奶酪<以20%加入混合物的经过热融化的奶酪。Meyer(1973)指出,使用热融化的奶酪不能超过总混合物的1%,以避免其对再制奶酪的功能特性产生不利影响。在美国,收集切片生产线上产生的奶酪薄片及边上的奶酪并立即当做“新鲜的返工奶酪”,以大约10%的比例加入混合物是普遍的做法。
3.7 天然奶酪
天然奶酪对于总钙含量、完整酪蛋白、pH值有显著影响,因此对于再制奶酪的最终品质也有显著影响。根据不同的生产地、可利用性、市场需求,切达、瑞士、高达以及其它不同种类的天然奶酪可用于生产再制奶酪(Meyer,1973)。在美国,切达奶酪是生产再制奶酪的主要类型。根据再制奶酪的类型,再制奶酪中天然奶酪的用量占成品51%以上甚至大于80%(FDA 2006)。主要根据类型、风味、成熟度、硬度、质地以及pH值来选择用于生产再制奶酪的天然奶酪(Zehren and Nusbaum,2000)。再制奶酪制造者掌握了选择适宜的未成熟和经过成熟的天然奶酪的技术,可使再制奶酪具有理想的风味和质地(Meyer,1973;Thomas,1973)。天然奶酪加工中加工方法的变化,如加酶pH值、排乳清pH值、加盐量(盐与水分的比率)可显著影响天然奶酪中钙磷的状态和含量(Dolby等,1937;Czulak等,1969;Upreti and Metzger,2006)。Metzger等(2000)发现,在奶酪的加工过程中,随着加酶前添加乙酸乳中pH值降低到6.0或5.8,成品中总钙含量与对照奶酪的pH值降低到6.5相比分别降低了11%(pH值为6.0)或23%(pH值为5.8)。Czulak等(1969)研究了切达奶酪排乳清pH值对于含钙量和终pH值的影响,发现在排乳清期间,随着凝块pH值由6.14 降至5.75,凝块中总钙含量减少了27%。
天然奶酪中未水解酪蛋白含量与天然奶酪的成熟度呈负相关。随着天然奶酪的成熟,其未水解酪蛋白含量降低(Fenelon and Guinee,2000;Garimella Purna等,2006)。研究人员报道了天然奶酪成熟度对于再制奶酪功能特性的影响(Templeton and Sommer,1930;Arnott 等,1957;Olson等,1958;Vakaleris等,1962;Piska and Stetina,2003;Garimella Purna等,2006)。这些研究结果表明,随着用于再制奶酪生产的天然奶酪成熟度的增加,再制奶酪的硬度降低(Templeton and Sommer,1930;Olson等,1958;Vakaleris等,1962;Piska and ˇStˇetina,2003;Garimella Purna等,2006),融化性升高(Olson等,1958;Vakaleris等,1962;Garimella Purna等,2006)。
应用浓缩乳生产天然奶酪是制造天然奶酪的趋势之一。浓缩可以增加奶酪厂的产量。浓缩技术的类型及牛乳的浓缩程度影响天然奶酪的终pH值、含钙量、蛋白质水解度(Sutherland and Jameson,1981;Anderson等,1993;Acharya and Mistry,2004;Nair等,2004)。因此,使用浓缩乳加工的天然奶酪作为原料对于再制奶酪的功能特性也有影响(Acharya and Mistry,2005)。Acharya和Mistry(2005)发现,当用于生产切达奶酪的牛乳浓缩倍数为1.5时,使用超滤乳生产的切达奶酪的钙含量增加10%,使用真空浓缩牛乳生产的切达奶酪的钙含量增加了4%。当用于加工切达奶酪浓缩乳的浓缩倍数为2.0时,使用超滤乳生产的切达奶酪中钙含量增加18%,使用真空浓缩乳生产的切达奶酪中钙含量增加了13%。此外,他们发现,浓缩方法和浓缩程度对切达奶酪的水解度也有影响。因此,使用浓缩乳生产的天然奶酪作为再制奶酪的原料也会影响再制奶酪的功能特性。
再制奶酪的制造者有时使用冷冻天然奶酪生产再制奶酪(Zehren and Nusbaum,2000)。Thomas等(1980a)研究了冷冻天然奶酪对再制奶酪功能特性的影响,发现使用冷冻的天然奶酪加工再制奶酪与使用同种未经过冷冻的天然奶酪生产的再制奶酪相比,终产品的坚实度增加,融化性降低。
3.8 食品胶体
美国联邦法规允许在涂抹型再制奶酪中添加不超过终产品0.8%的食品胶体,包括角豆胶、刺梧桐胶、黄蓍胶、瓜尔豆胶、明胶、羟甲基纤维素钠(纤维素胶)、角叉胶、燕麦胶、褐藻胶(海藻酸钠)、海藻酸丙二醇酯、黄原胶的单体或组合。这些食品胶体不直接影响再制奶酪中的配方参数,然而由于涂抹型再制奶酪具有较高的水分含量(高达60%),涂抹型再制奶酪中食品胶体的主要作用是结合水,为产品提供适当的粘度/稠度,改善产品的口感。涂抹型再制奶酪配方中的食品胶体影响产品融化后的质地。Zehren和 Nusbaum(2000)的研究结果表明,食品胶体的选择取决于其不同的性质,包括易分散性、融化性、水化作用、持水力、融化粘度、与乳蛋白和再制奶酪中其它物质的相容性以及pH的最佳作用范围。Phillips和 Williams(2000)的研究中提供了大量关于食品工业中不同种类食品胶的性质和使用方法的资料,但是研究不同胶体对涂抹型再制奶酪最终品质影响的文献相对较少。低脂和降脂再制奶酪以及其它类再制奶酪产品是食品胶应用日益增多的重要领域。
猜你喜欢
江苏卫生保健(2022年5期)2022-05-24
中国乳业(2022年4期)2022-05-06
中国饲料(2022年5期)2022-04-26
食品安全导刊(2021年30期)2021-11-28
食品与生物技术学报(2021年8期)2021-09-04
食品安全导刊(2020年30期)2020-12-03
幸福(2018年33期)2018-12-05
体育时空(2017年5期)2017-06-17
饮食科学(2015年4期)2015-11-28
中国科技纵横(2015年22期)2015-10-31
