
基于PLC和触摸屏的高精度内圆磨床控制系统改造设计
2012-04-10 02:24王俊英谭红川
制造业自动化 2012年16期
王俊英,谭红川
WANG Jun-ying,TAN Hong-chuan
(四川工程职业技术学院,德阳 618000)
0 引言
MG2120高精度内圆磨床是精磨轴承圈内孔的重要设备,原继电器-按钮式电气控制系统,线路复杂,已严重老化,经常出现死机、反应迟缓,且故障频繁,维修麻烦。严重影响到生产效率和产品质量,不能满足目前市场对轴承高精度的大需求。MG2120原基础机械结构件具有精度高的特点,为避免浪费,节约成本决定对其进行改造。
可编程控制器(PLC)具有通用性强、使用方便、可靠性高、编程简单等优点,是机床设备的重要装备;而触摸屏以易于使用、坚固耐用、反应速度快、节省空间的特点,可取代繁多的机械式按钮面板。利用PLC和触摸屏对MG2120磨床控制系统进行技术改造,是节约成本、提高机床可靠性的一种有效途径。
1 MG2120磨床的控制要求
MG2120磨床用于精密磨削轴承圈内孔,工件主轴由三相电机带动,而砂轮主轴为电主轴,采用变频器调节速度;工件主轴工作台由液压缸拖动作孔长度方向的进给运动,孔直径方向上由步进电机拖动,能够以很小的进给量和很高的精度进行磨削加工;砂轮电主轴工作台由电机通过凸轮机构拖动,作孔长度反向的往复运动。
该磨床的控制功能包括以下七个方面:
1)工件径向进给运动控制;2)砂轮轴向往复运动控制;3)工件轴动静压轴承压力控制;4)工件加紧时序控制;5)砂轮修整量控制;6)工件冷却时序控制;7)砂轮轴冷却压力和润滑压力控制。
根据MG2120磨床的控制要求,主电路中M1为砂轮电主轴电机,接变频器实现变速与制动控制;M2为拖动电主轴工作台作往复运动的电机,由继电器KM6启停;M3为工件主轴电机,通过KM2实现正转; M5为液压站油泵电机,液压缸负责拖动工件主轴工作台作孔长度反向的进给;M4、M6分别为切削液泵电机和电主轴冷却风扇电机;QF为闭合电源切断开关,熔断器为电源短路保护。另有变压器输出220V和24V电源接PLC与照明灯。
M7为步进电机,采用两相混合式步进电机BS86HB118—06,由驱动器DMD403控制,拖动工件主轴工作台作直径尺寸方向的进给移动,其接线如图1所示。
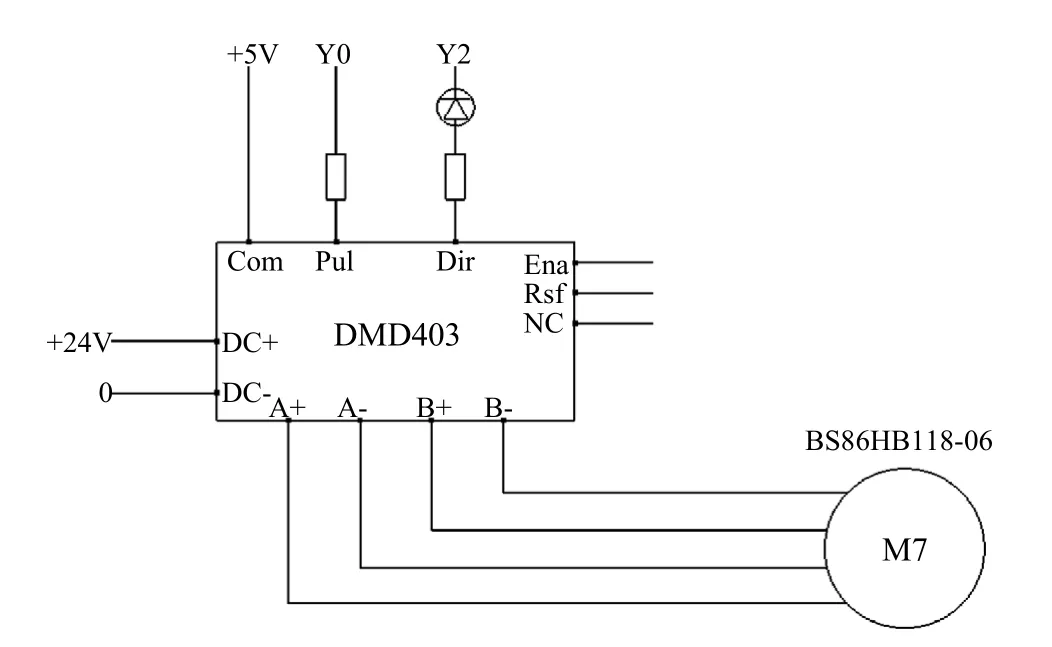
图1 机床步进电机及驱动器接线图
2 PLC输出输入分配及接线
精磨加工工序动作为:1)操作者装夹工件。2)工件主轴和砂轮电主轴转动。3)步进电机拖动工件工作台到直径尺寸位置。4)液压缸拖动工件工作台作孔长度方向进给。5)砂轮主轴工作台作往复运动。6)磨削完成后,液压缸带动工件工作台退出。7)工件主轴和砂轮电主轴停止转动。
根据上述工序工作以及磨床工作的安全保护措施,PLC共需输入点11个,输出点10个,选择松下公司的FPO—C32,共32个点,16点输入、16点输出,带RS232端口,其I/O接线设计如图2 所示[2]。
3 触摸屏程序设计
触摸屏在控制中的作用是:发出各种动作命令,选择轴进给数据并进行动作、数据以及过程显示。我们的触摸屏采用的是台湾威伦MT506触摸屏,具有体积小巧、使用简便、稳定可靠等优点。并且有强大的通讯能力,可以与三菱、西门子、松下等多种PLC配套使用。磨床人机界面的设计基于Easybuilder 500软件,设计有自动模式、手动模式、砂轮修磨补正、机床归原点,共四个模块,其初始界面如图3所示。
自动模式为机床进行自动加工的模式状态;手动模式中,可以以0.1mm,0.01mm,0.001mm三种精度单位,以手动点动的方式进行孔直径和长度两个方向的进给,当砂轮和工件位置设定后,可以进行自动加工;补正模式为砂轮修磨后,在孔直径方向补进尺寸的设置;原点为每次开机,将工件工作台归零到原点。

图2 PLC接线图
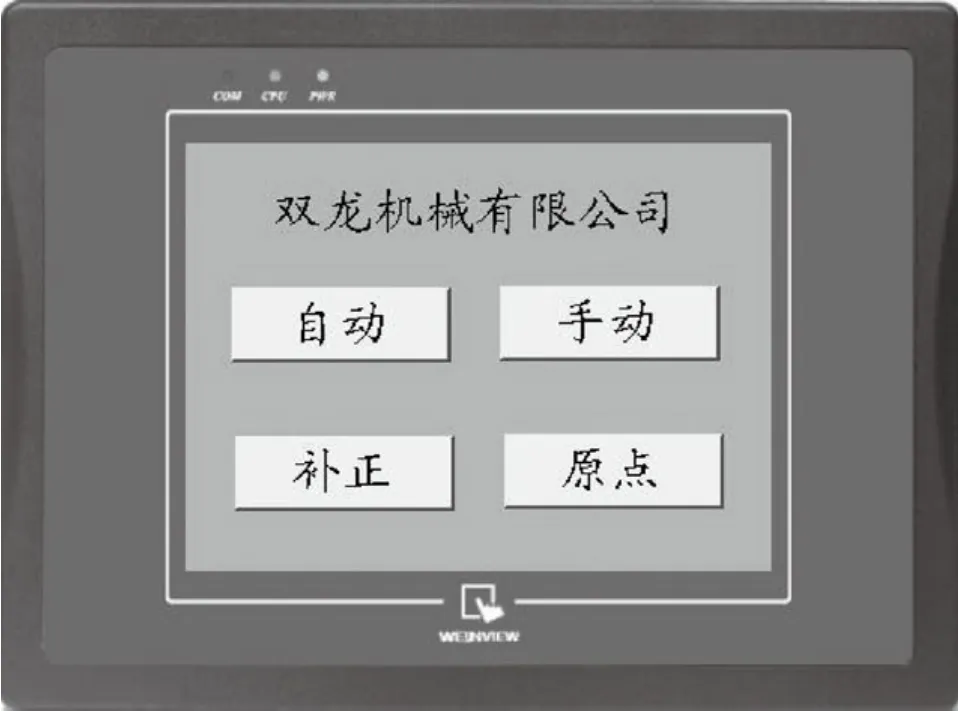
图3 触摸屏初始人机界面
4 PLC程序设计
MG120内圆磨床中需要控制的元件较多,既有通过X、Y输出输入点来传递开关量信号的继电器和液压电磁阀,又有通过PLC内部继电器R来传递的触摸屏信号。PLC程序包括初始化、自动、手动和补正参数设置,其中自动循环包括:磨削循环、砂轮单次修整循环、砂轮多次修整循环和新砂轮修整循环四种工作方式。其中磨削循环是最主要的典型自动循环,其流程图如图4所示。
1)通电初始化包括有关辅助继电器和存储区的初始清零、与触摸屏的通讯、与变频器的通讯、显示初始界面等。

图4 磨削循环PLC程序流程图
2)手动工作方式时,通过相应的按键控制工件工作台在直径和长度两个方向的点动,电主轴的往复运动和机床回到机械原点。
3)当进行同一批工件的批量加工时,可先用手动方式对刀,调整好工件相对砂轮在孔直径方向的位置,再在自动工作方式下,按照工件快进→工件工进→电主轴往复→工件工退→工件快退的流程进行自动加工。
4)当砂轮修磨后,既可以重新在手动方式下对刀,也可在补正方式下输入补正参数,从而在加工中自动进行尺寸补偿。
5 结论
除了为该公司节约成本30余万元外,采用PLC+触摸屏的控制系统,利用PLC的内部辅助继电器代替传统的机械按键,使电气线路大大简化,系统可靠性得到了提高,产品精度和质量得到保证。人机操作界面友好,在生产中,工人操作简单便利,工作效率比过去也有所提高。
[1] 王兆明. 电气控制与PLC技术[M]. 北京: 清华大学出版社,2005.
[2] 刘文芳. 基于PLC及触摸屏技术的CIP清洗控制系统的设计[J]. 制造业自动化,2011(3): 143-144,212.
[3] 张航. PLC与触摸屏在磨刀机数控系统中的应用[J]. 组合机床与自动化加工技术,2010(11): 68-70.
[4] 颜雪娟,李晓雪. PLC和触摸屏控制系统应用于气液压实验[J]. 机械设计与制造,2006(9): 7-8.
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
