
滚针轴承外圈滚道宽度测量方法的改进
2012-03-30 08:04王喜荣王修成
哈尔滨轴承 2012年1期
王喜荣,王修成,王 晶
(1.哈尔滨轴承配件有限公司 钢球分厂,黑龙江 哈尔滨 150036;2.中航工业哈尔滨轴承有限公司 研发中心,黑龙江哈尔滨 150036)
1 前言
滚针轴承中的滚动体是细而长的滚子,滚子长度为直径的3~10倍,直径一般不大于5mm,所以,滚针轴承径向结构比较紧凑,其内径尺寸和载荷能力与其他类型轴承相同时,外径最小,特别适用于径向安装尺寸受限制的支承空间。对于无内圈和保持架的滚针轴承来说,只有外圈和滚针,对外圈滚道的宽度尺寸、表面的硬度,加工精度和表面质量要求都很高,该类轴承外圈滚道宽度尺寸合格与否,直接影响轴承的质量。随着科技的发展,滚针轴承的需求量也在逐年增加,对滚针轴承的检测项目有待进一步开发。
2 滚针轴承外圈结构形式
滚针轴承外圈结构形式,如图1 所示,外圈细而高,一面处于全封闭状态,另一面挡边直径小,像一个收口的小坛子,滚道宽度尺寸比较大,滚道的一个挡边距坛口一面的端面有接近10毫米的距离,另一挡边则在坛子底部。目前,还没有测量滚针轴承外圈滚道宽度尺寸H的仪器,只能用样板检测滚道宽度尺寸合格与否。

图1 滚针轴承外圈
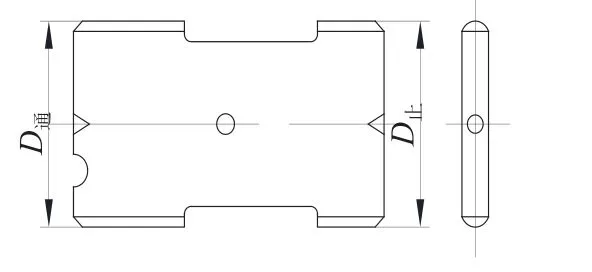
图2 滚道宽度塞规
3 滚针轴承滚道宽度尺寸的测量
滚针轴承滚道宽度尺寸H,通常采用滚道宽度塞规进行测量,如图2 所示,滚道宽度样板分为大范和小范,带圆形豁口的一面为小范,属通端,通端尺寸为滚道宽度最小值,D通=H+Δ1;不带圆形豁口的一面为大范,属止端,止端尺寸为滚道宽度最大值,D止=H+Δ2。用滚道宽度样板测量滚针轴承外圈滚道宽度尺寸时,小范沿滚道宽度方向进入滚道,大范沿滚道宽度方向进不到滚道中,该被测轴承外圈滚道宽度尺寸为合格,否则,如果小范沿滚道宽度方向进不到滚道中,表明该被测轴承外圈滚道宽度尺寸加工小了,为不合格品;如果大范沿滚道宽度方向进入到滚道中,表明该被测轴承外圈滚道宽度尺寸加工大了,也为不合格品。通常用图2 的样板测量滚道宽度时,都是用手拿着样板的中间部位,伸到被测轴承的滚道处,用塞规的通端测完滚道宽度后,再把塞规移出滚道翻转一下,再拿进去用塞规的止端测量滚道,来判断被测轴承的滚道宽度尺寸合格与否。由于滚针轴承结构的特殊性,挡边径较小,滚道较宽,若按以往方式测量,工人的大手拿着这个小塞规进入到滚道深处非常艰难,也不适合观看测量结果,测每个工件都要如此反复,测量效率非常低,必须进行改进。
为改变上述测量现状,我们设计了带夹持手柄的滚道宽度塞规检测量具,如图3 所示,把滚道宽度塞规样板3放入夹持手柄2的凹槽内,并用紧固螺钉1将其固定在夹持手柄上,形成一个带夹持手柄的滚道宽度塞规,结构简单,安装方便。
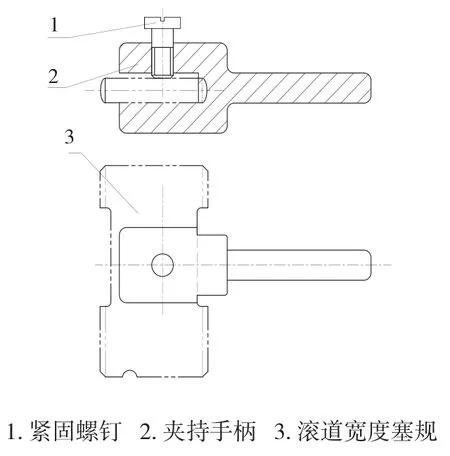
图3 带夹持手柄的滚道宽度塞规
如图4 所示,为带夹持手柄的滚道宽度塞规的测量方法。测量时,只需用手拿着手柄,将前端滚道宽度塞规样板伸进被测轴承的滚道中,用塞规的通端测完后,只需旋转一下手柄,再用塞规的止端进行测量即可,非常方便。该塞规具有以下特点:
(1)由于有夹持手柄,塞规在使用时不用考虑小塞规手拿不方便的问题,保证塞规进出挡边径顺畅。
(2)塞规进入滚道检测过程中不用将塞规取出,用手旋转一下手柄,即可用通、止端检测出滚道宽度尺寸格与否。这种带夹持手柄的滚道宽度塞规特别适用于测量较深的滚针轴承套圈,使用方便、简捷,节约了原材料,且大大提高了测量效率。
(3)该夹持手柄也可用于测量外圈挡边直径较小的短圆柱滚子轴承的滚道宽度塞规上,其适用性较强,使用范围较宽、一并解决了以往小滚道宽度塞规在狭小的滚道内使用不方便的难题。

图4 带夹持手柄的滚道宽度塞规的测量方法
4 结束语
由于国内目前还没有检查滚针轴承滚道宽度尺寸的检测仪器,通常只能用塞规做一下定性检查,无法检测出滚道宽度具体数值,有待开发研制。用塞规测量最大特点是操作简便,易于调整,测量效率高。
猜你喜欢
江苏教育研究(2022年26期)2022-11-03
哈尔滨轴承(2022年1期)2022-05-23
哈尔滨轴承(2020年2期)2020-11-06
今日农业(2020年13期)2020-08-24
人大建设(2018年11期)2019-01-31
能源(2018年5期)2018-06-15
爱你(2016年5期)2016-11-26
小说月刊(2014年11期)2014-04-18
轴承(2010年2期)2010-07-28
轴承(2010年2期)2010-07-28
