
基于UG的工装一键设计
2012-03-16 05:48王鹏,王亮
火箭推进 2012年1期
王 鹏,王 亮
(西安航天发动机厂,陕西 西安710100)
0 引言
工装一键设计的目的是存储设计的整个过程,设计出可以衍生一系列工装的种子模型。在工装设计过程中,尤其是产品的研发阶段,产品往往只是尺寸不同而结构相似,映射到几何模型中,就只是几何信息不同拓扑信息相同,工装一键设计的过程中用一组参数约束几何图形的一组尺寸,参数与设计对象的控制尺寸对应显示,当赋予不同的参数序列时,就可以驱动原有几何模型达到新的目标几何图形。进行一键设计的关键是建立图形几何尺寸与参数的关联,通过数值驱动方法实现几何模型的变化。因此,在对被加工零件进行拓扑结构归类的基础上建立参数化模型,并通过UG中的表达式工具、WAVE技术等实现被加工零件与工装各零部件间尺寸关系。保证设计过程中几何拓扑关系一致,同时提取几何特征参数并进行用户化命名,建立几何信息和参数的对应机制,运用UG/Open Grip语言,创建快捷参数录入界面,实现零件及工装参数表达式(Expression)的前台编辑,即参数赋值,从而编辑几何实体。利用UG制图功能为生成的几何实体创建工程图,视图与模型具有全关联性因而自动更新,实现工装从模型到图纸的一键设计。
1 参数化设计过程
1.1 分析产品结构,建立合理化数学模型
针对具有形状相似尺寸不同的被加工产品,首先归纳其共性,提取其具有相同特点的尺寸,根据被加工产品结构特点考虑其工装结构,并建立起被加工产品与机床夹具各零件间的尺寸依赖关系,这种依赖关系贯穿整个设计过程,也是参数化设计的关键。
现以实际工作中的线切割工装为例,说明整个参数化设计过程。被加工零件属于半管类,线切割加工两端余量及中截面,其结构如图1所示,结构尺寸见表1。

表1 被加工零件关键结构尺寸Tab.1 Key dimensions of the parts to be machined
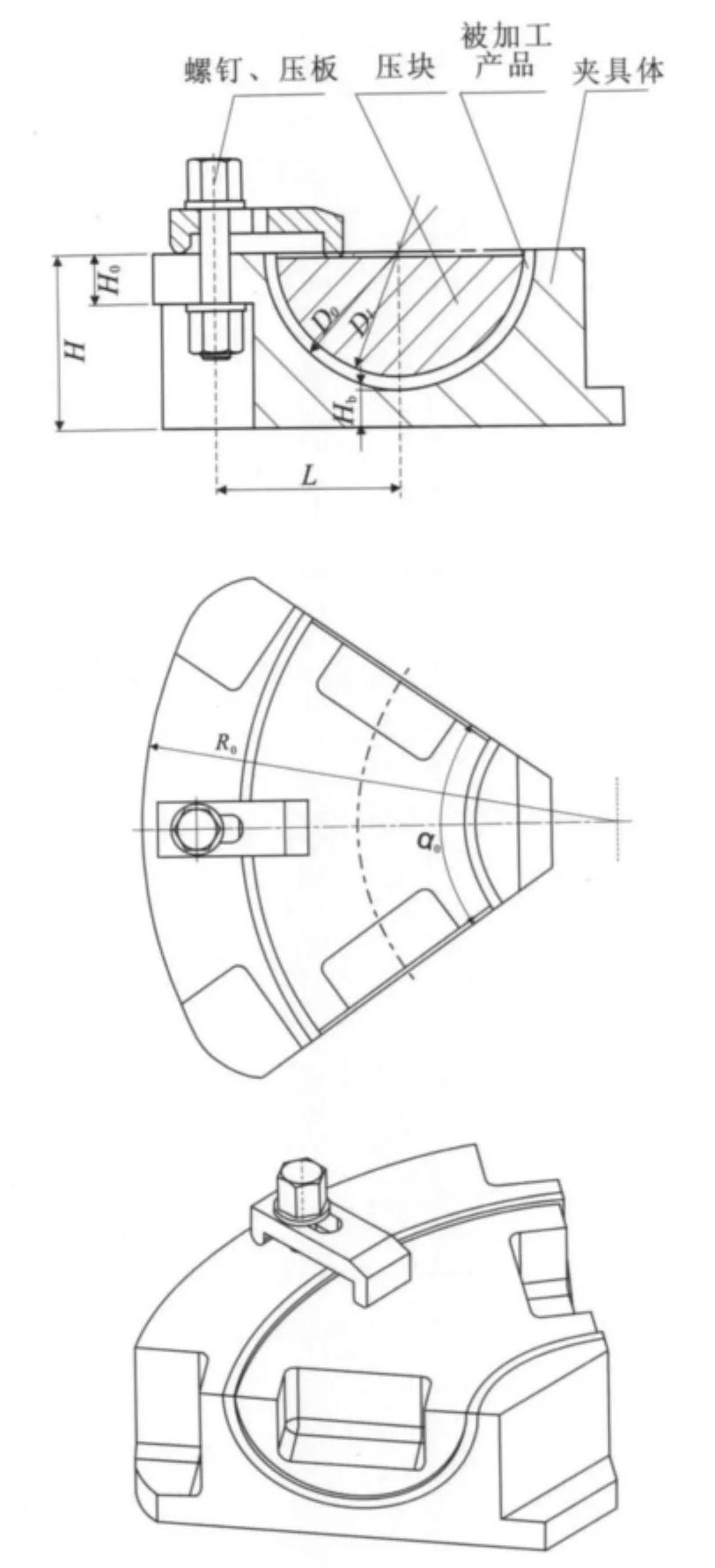
图2 初步拟定的工装设计方案Fig.2 Preliminary design scheme of tooling
这套线切割工装主要由三部分组成:①用于定位和对刀的夹具;②压紧被加工产品的压块;③将夹具、压块、被加工产品固定的螺钉螺母及压板。根据以上初步方案建立线切割工装与被加工产品之间的尺寸依赖关系(见表2)。
根据线切割加工特点及被加工零件结构特点初步制定线切割工装关键零部件设计方案简图如图2。此结构是半管类零件余量加工中的典型工装结构。

表2 夹具、压块与被加工零件尺寸关系Tab.2 Relationship among fixture,pressing block and parts under machining
1.2 运用UG/WAVE技术建立参数化装配体模型
UG/WAVE技术是UG提供的基于产品和特征的直接建模及产品总体相关设计的技术,它的使用符合参数化产品的设计过程和规则,先总体设计后详细设计,局部设计决策服从总体设计决策。由于采用基于几何的复合建模技术,关键设计变量既可以是数值变量,也可是曲线、曲面等广义变量,数值变换、形状变化都能根据WAVE的控制传递到相关子部件和零件设计中去。
UG/WAVE的详细设计领域中能实现相关的上下文设计,它提供了一种可以实现整套产品零件相关部件间建模技术,允许从装配中任一组件部件拷贝几何体(线、面、体等)到当前工作部件中,如图3所示。在当前工作部件中形成的链接几何体与原几何体是相关的。当修改原几何体时将引起在其他部件中的链接几何体自动发生更新,从而维持设计的完整性和意图。
图4为被加工产品主要尺寸表达式,其中D为管径,R为回转半径,af=α为回转角度,thick=δ为壁厚。通过表达式中的具体尺寸可以创建出如图1中的被加工零件的三维模型。形成被加工产品三维模型的草图作为贯穿整个设计过程关键变量,再利用图3 WAVE几何链接器中的草图链接工具,将形成被加工零件的草图链接到线切割工装的夹具体和压块中,通过链接草图结合UG中的相关命令创建夹具体的定位面和压块与产品的接触面。这样一来,当更改了被加工产品的草图尺寸时,夹具体的定位面和压块的接触面就会即时更改,始终与被加工产品的保持一致。
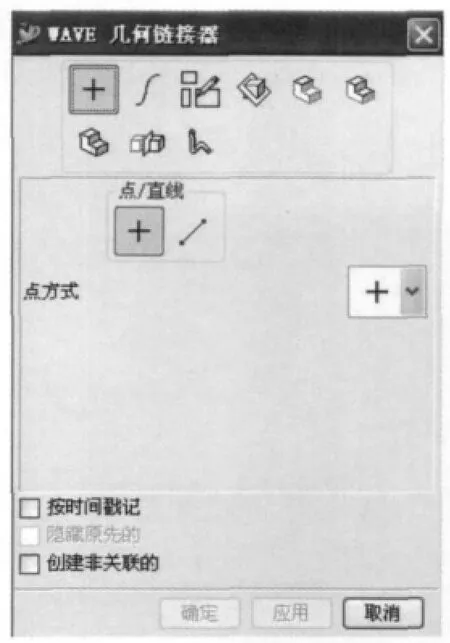
图3 WAVE工具栏Fig.3 Tool column of WAVE

图4 尺寸表达式工具栏Fig.4 Tool column of dimension expressions
接下来完成如图2所示线切割工装的各零部件的其余结构的创建:由于采用WAVE技术,并且夹具体和压块与被加工产品的接触面的创建都来自同一个草图的链接,因此创建的装配体装配关系自然确定,夹具体和压块的关键外轮廓尺寸如图2及表1所示,而这些尺寸及它们的装配位置都与被加工零件的尺寸相关,可以利用图4表达式工具栏“创建部件间引用”工具,将被加工产品的关键尺寸表达式引用到夹具体和压块表达式中,再根据表1中的换算公式,建立起依赖于被加工产品关键尺寸的表达式。这样一来,当被加工产品的尺寸发生变化,夹具体和压块的外轮廓也将随之变化。
完成以上步骤,也就完成了这套线切割工装的参数化设计过程,工装主要零件的结构尺寸将完全依赖于被加工零件,也就是说通过更改被加工零件结构尺寸,可以驱动整套工装装配体结构尺寸发生相应的更改。
1.3 运用UG/Open Grip语言创建快捷参数录入界面
UG/Open Grip是UG的二次开发工具之一,主要用于完成某些专业需要的特定功能,可以针对具体对象在软件平台上设计出界面友好、使用方便的专用产品的CAD/CAM系统。UG/Open Grip是专用的图形交互编程语言,采用Grip程序将使重复性的建模工作程序化,可以极大地减少重复性劳动。
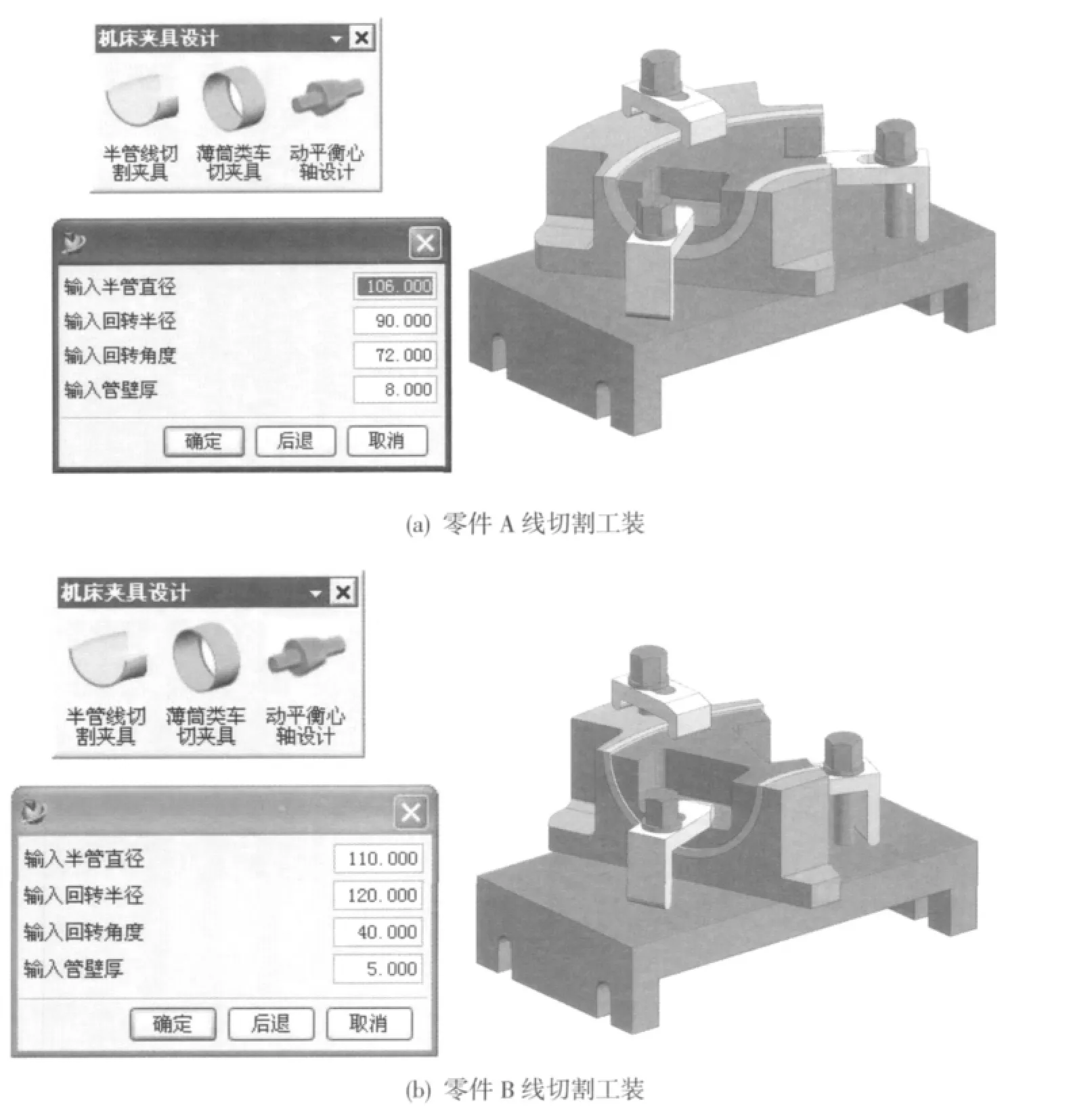
图5 被加工零件线切割工装Fig.5 WEDM fixture of part
由前面的建模过程可以得知,只要驱动被加工产品的4个尺寸(半管直径D,回转半径R,回转角度α,管壁厚δ),就可以得到相应尺寸下的线切割机床夹具三维模型。其程序如下:


对以上源程序进行编译,生成*.grx格式的执行程序文件,当运行该程序后会得到图5(a)左边的参数录入对话框,对话框默认是当前被加工产品的结构尺寸参数,输入新的尺寸,整套线切割工装就会更新,得到新的被加工产品的线切割工装。例如,输入图5(b)左边参数对话框的参数,得到图5(b)右边线切割工装。为了更便捷地操作,并在以后工作中不断充实系列化的各类工装,运用UG/Open Grip语言,并结合UG工具菜单中的自定义工具制作出便利于操作的工具栏,如图5左上工具栏。这时当点击半管线切割夹具按钮时,就会弹出参数录入对话框,直接输入新的尺寸参数就会得到新的被加工零件的线切割工装。
2 总装及零件二维工程图纸的自动创建
工装结构设计完成后就要将其转换为工程图纸,用于加工制造。采用一键设计方法可以免去大量的尺寸标注、明细表及标题栏填写、技术要求书写等繁琐重复性工作,大大节省工程图的创建时间。当创建好工装的种子模型后,进入UG制图模块为总装模型及各个零件种子模型分别建立二维工程图,由于工装结构类似,因此图纸上所需视图的数量及各视图的视角、表达方式是完全一致的。各视图的显示比例依然可以参数化控制调整到最适合尺寸。因为标注的尺寸与模型相关联,所以当参数改变时图纸上尺寸自动更新,技术要求及明细表标题栏则可以继承原先内容保持不变。因此参数修改后可获得自动更新后的工程图,真正做到了从工装模型到工装图纸的完全一键设计。
3 结论
采用上述工装一键设计的方法,可以高效、精确地衍生出结构类似的被加工零件的工装并快捷地生成二维工程图,这种方法运用于共性明显的工装设计中不仅能缩短设计周期,而且可以提高设计的质量和水平,维护设计的完整性。
[1]饶锡新,傅航.基于UG的风机叶片参数化建模方法[J].南昌大学学报,2010,12(4):335-338.
[2]王良文,杜文辽,崔纪雷,等.自动机械中槽轮机构的参数化设计与仿真[J].机械设计,2006,23(12):44-46.
[3]Unigraphics Solution Inc.UG WAVE产品设计技术培训教程[M].北京:清华大学出版社,2002.
[4]沈玲莉.基于NX的凸轮轮廓参数化设计[J].机械工程与自动化,2010,12(6):176-180.
[5]刘瑞已.线切割加工的工艺技巧探索[J].机床与液压,2006,4(4):232-233.
[6]陈力德,赵海霞.机械制造装备设计[M].北京:国防工业出版社,2009.
[7]徐武彬,尹辉俊.基于SOLID EDGE的凸轮三维设计系统的研究[J].机械设计,2002,19(6):33-35.
[8]杨春雨,赵立海,来庆秀.锥围带线切割夹具的参数化设计[J].汽轮机技术,2004,2(1):79-81.
[9]王庆林.UG/OPEN GRIP实用编程基础[M].北京:清华大学出版社,2002.
[10]夏天,吴立军.UG二次开发技术基础[M].北京:电子工业出版社,2005.
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
今日农业(2020年16期)2020-12-14
家庭影院技术(2020年4期)2020-05-21
计算机辅助工程(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
家庭影院技术(2018年11期)2019-01-21
家庭影院技术(2018年10期)2018-11-02
Coco薇(2017年12期)2018-01-03
船舶标准化工程师(2015年1期)2015-12-12
