
厌氧+SBR处理酱油模拟废水的研究
2012-03-12 06:26鄂睿峰左金龙贾德生刘志维
哈尔滨商业大学学报(自然科学版) 2012年3期
鄂睿峰,左金龙,贾德生,刘志维
(1.哈尔滨商业大学环境工程系,哈尔滨150076;2.吉林省辽源环境卫生管理处,吉林辽源136200)
酱油是中国传统发酵调味品,在我国有着悠久的生产历史,深受我国人民喜爱[1].在满足人们饮食需要的同时,也带来严重的环境污染问题[2-3].到2010年底,我国的酱油产量达到 595.7万t[4-6].而生产1 t酱油需要耗费7~10 t的自来水[7],产生6~9 t的酱油废水[8].其具有色度高、盐度高、污水成分及数量变化大等特点[9-11].
SBR法处理废水具有调节、生物降解、运行稳定等优点[12].但是,酱油废水质量浓度较高,对SBR处理工艺具有较大的冲击负荷,处理效果不稳定.针对酱油废水的特点[13],本实验采用厌氧-SBR法处理酱油废水.经厌氧-SBR法处理后,采用聚合氯化铝(PAC)与粉末活性炭联用的方法,进一步对酱油废水进行脱色处理.
1 材料与方法
1.1 实验水质
实验用水采用模拟的酱油废水,具体水质参数如表1所示.
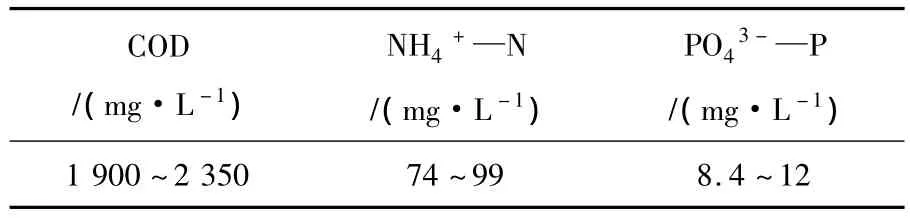
表1 进水水质参数
1.2 实验装置与方法
1.2.1 实验装置
厌氧反应器包括2 L烧杯一个,磁力搅拌器一台,加热棒保证反应器内温度在25℃左右.好氧反应器包括WT600-2J蠕动泵两台,ACO系列电磁式空气泵一台.
具体的工艺流程图如图1所示.
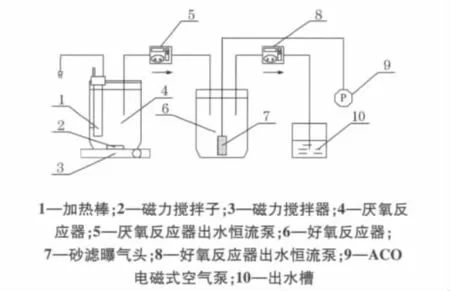
图1 实验示意图
1.2.2 实验方法
本实验采取瞬时进水,曝气砂头作为微孔曝气器.每个周期分为5个部分:瞬时进水,厌氧搅拌(约16 h),好氧曝气(约3 h),静置沉淀(约2 h),滗水排放和待机[14-15].
1.3 分析检测项目
1.4 参数控制
厌氧反应器内的温度控制在(35±1)℃,采用中温厌氧反应温度[16];好氧反应器内的温度控制在25℃[17].厌氧反应器中的pH值控制在7.2左右,好氧反应器内的pH值控制在6.5~8.5范围内.
2 实验结果与分析
2.1 COD的去除效果
由图2可知,原水进水的COD在1 900~2 350 mg/L之间,厌氧出水的COD在800~970 mg/L之间,去除率在57%左右.
厌氧反应器出水后经过SBR反应器处理,SBR段出水的COD在80~100 mg/L之间,好氧段去除率在91%左右,总出去效率在96%左右.
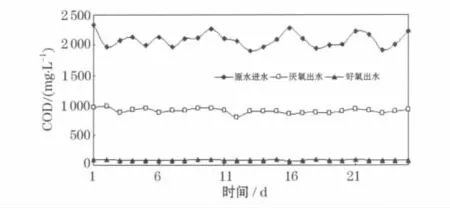
图2 原水进水、厌氧出水和好氧出水的COD质量浓度
2.2 氨氮的去除效果
由图3可知,废水中的氨氮主要是通过各种微生物的硝化反应,达到去除氨氮的目的.本实验中,酱油废水通过厌氧-SBR的处理,原水进水的氨氮质量浓度在74~99 mg/L之间,厌氧出水的氨氮质量浓度在54~71 mg/L之间,去除效率在25%左右.
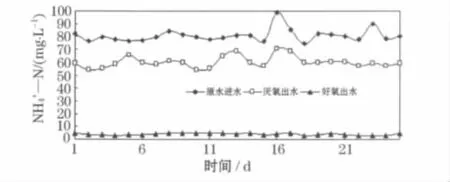
图3 原水进水、厌氧出水和好氧出水的氨氮质量浓度
厌氧反应器的出水作为SBR反应器的进水,进一步处理,SBR段的出水氨氮质量浓度在2.8~5.3 mg/L之间,SBR段的去除效率在93%左右,平均的出水氨氮质量浓度在4.2 mg/L左右,总去除效率在95%左右.
2.3 正磷酸盐的去除效果
一般认为,在厌氧条件下,聚磷微生物利用分解胞内聚磷(同时释放磷)产生能量吸收废水中的有机物(以短链脂肪酸为主),并且在胞内合成聚羟基丁酸,好氧条件下,聚磷微生物利用分解胞内的聚羟基丁酸产生的能量吸收磷,在运行稳定的工艺系统中,微生物的吸收磷量将超过释放磷的量.
由图4可知,原水进水的正磷酸盐质量浓度在8.4~12 mg/L之间,厌氧出水的正磷酸盐质量浓度在13.2~19 mg/L之间.
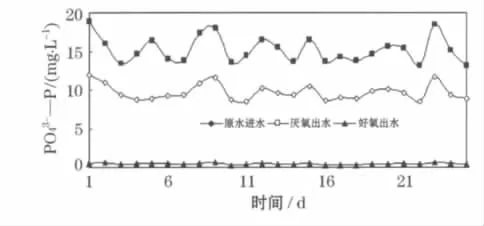
图4 原水进水、厌氧出水和好氧出水的磷酸盐质量浓度
厌氧反应器的出水进入SBR反应器,SBR段的出水正磷酸盐质量浓度在0.2~0.6 mg/L之间,平均的出水氨氮质量浓度在0.42 mg/L左右,总去除效率在97%左右.
2.4 酱油废水色度的去除
废水中的色素物质和其他有机污染物降解的中间产物,会在好氧条件下,通过复杂的反应途径,重新生成新的色素物质,即伴随着一级SBR池中COD的降低,会有色度升高的不同步去除问题[9]; SBR残余的COD和色度需要通过混凝气浮工艺去除,其操作较复杂,产生的浮泥较难脱水处理.因此,色度的去除是实现酱油废水高效处理的关键.
酱油废水经厌氧-好氧法处理后的出水色度为200倍,并不满足国家一级排放标准,实验中采用聚合氯化铝和活性炭联用的方法进行脱色,并以100 mL废水为标准进行脱色处理,聚合氯化铝(PAC)的投加范围在10~40 mg左右,pH值在3左右,活性炭在1.5~3.0 g.
选取聚合氯化铝投加量范围在10~40 mg,做4组对比实验,每组实验使用废水体积为100 mL.表2为不同的聚合氯化铝(PAC)投加量对色度的去除效果.
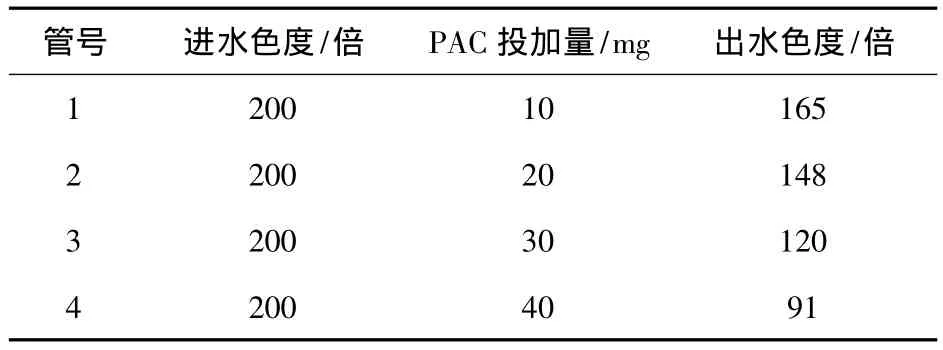
表2 不同的PAC投加量对色度的去除效果
如表2所示,单纯用聚合氯化铝(PAC)对酱油废水进行脱色,不能达到出水标准.所以,又对这4组投加了不同量的活性炭.表3为不同的活性炭投加量度色度的去除效果.
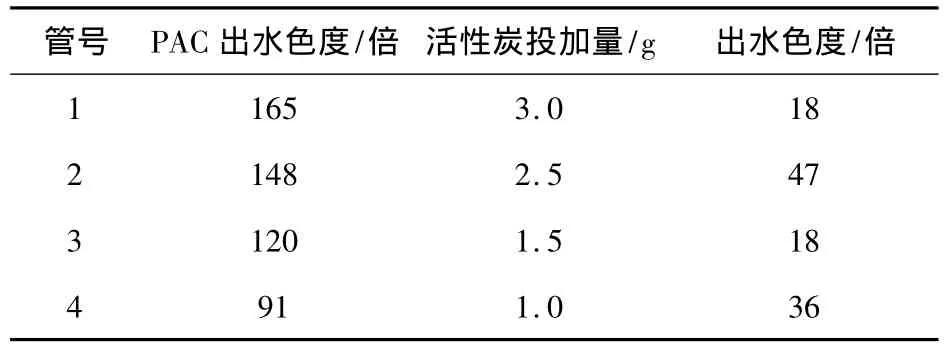
表3 不同的活性炭投加量对色度的去除效果
如表3所示,经进一步脱色处理后,出水水质全部达标,色度均小于50倍,达到国家一级A标准.
3 结论
1)采用厌氧 -SBR法处理酱油废水,进水COD、氨氮质量浓度、正磷酸盐质量浓度在1900~2350、74~99、8.4~12 mg/L,经处理后,其质量浓度分别在80~100、2.8~5.3、0.2~0.6 mg/L,处理效率分别是96%、95%、97%,其出水水质达到国家城镇污水厂污染物排放标准,其中,COD排放标准为Ⅱ级,氨氮和磷均达到Ⅰ级标准.
2)采用聚合氯化铝和粉末活性炭联用的方法,能够很好的解决酱油废水的高色度的问题,酱油废水的色度在200倍左右,处理后,色度均降到50倍以下.
[1] 胡嘉鹏.酱油生产技术的文献史料(上)[J].中国调味品,2004(7):3-6.
[2] 马承愚.酱油废水处理工程设计[J].给水排水.1995,11 (2):21-23.
[3] 鲁肇元.酱油生产技术(二)——酱油的分类及主要成分[J].中国调味品,2002,(2):45-46.
[4] 关群顺.酱油废水处理技术初探[J].环境科学与技术,2003,26(1):60-62.
[5] 王凯军,左剑恶,甘海南,等.UASB工艺的理论与工程实践[M].北京:中国环境科学出版社,2000:16-21.
[6] 田 禹,左金龙.膜生物反应器处理酱油废水的工艺研究[J].环境科学研究,2004,17(6):59-62.
[7] 傅鸿运.活性污泥水处理方法[J].中国酿造,1999(6):36-38.
[8] 李俊生.SBR法处理模拟淀粉废水的工艺研究[J].哈尔滨商业大学学报:自然科学版,2011,27(11):25-28.
[9] 田 禹.水解酸化-二级SBR-气浮工艺处理酱油废水研究[J].环境工程,2003,21(3):7-10.
[10] 沈耀良,王宝贞.废水生物处理新技术理论与应用[M].北京:中国环境科学出版社,2005:186-201.
[11] 汪大新,徐新华,宋 爽.工业废水中专项污染物处理手册[M].北京:化学工业出版社,2000:67-126.
[12] 田 禹,刘 敏,郑 蕾.水解酸化-二级SBR-气浮工艺处理酱油废水的研究[J].环境工程,2003,21(3):27-38.
[13] 曾 科,卜秋平,陆少鸿.污水处理厂设计与运行[M].北京:化学工业出版社,2001:184-201.
[14] 赵 晓.廊道式污水处理设施处理酱油废水的实验研究[D].北京:中国地质大学,2006.
[15] 梁卫东,汤日斌,杜 刚.水解+射流曝气+煤渣吸附工艺处理[J].黑龙江环境通报,2003,27(2):47-48.
[16] BROKMAN M.Sludge activity and crossflow microfiltration a Non-beneficial Relationship[J].Water Science Technology,1996,34(19):205-213.
[17] LETTINGS G.Use of the upflow sludge blanket(UASB)reactor concept for biological wastewater treatment,especially for anaerobic treatment[J].Biotech Bioeng,1980,22:669-737.
猜你喜欢
供水技术(2022年1期)2022-04-19
供水技术(2021年3期)2021-08-13
小猕猴智力画刊(2019年9期)2019-11-08
中国资源综合利用(2017年1期)2018-01-22
化工管理(2017年16期)2017-03-05
中国生物医学工程学报(2017年6期)2017-02-10
文物保护与考古科学(2016年4期)2016-05-17
现代农业(2016年6期)2016-02-28
应用化工(2014年1期)2014-08-16
中国非金属矿工业导刊(2014年4期)2014-02-28
