折弯反变形在摊铺机料斗上的应用
2012-02-20 03:32王少锋
装备制造技术 2012年8期
王少锋,杨 敬
(广西柳工机械股份有限公司,广西 柳州 545007)
料斗是摊铺机的一个重要部件,其中斗壁板为8 mm薄板非均匀折弯,其折弯品质对料斗加工影响非常大。
1 料斗的技术要求
料斗斗壁板厚度8 mm,展开长2 344 mm,宽1 945 mm,折弯尺寸共3个,见表1及图 1、2,其中R 20 mm边为非均匀折弯。
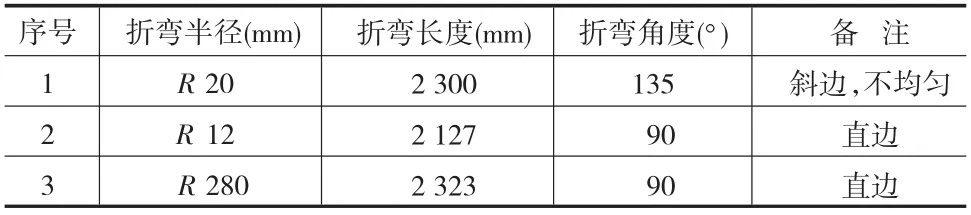
表1 折弯尺寸简表
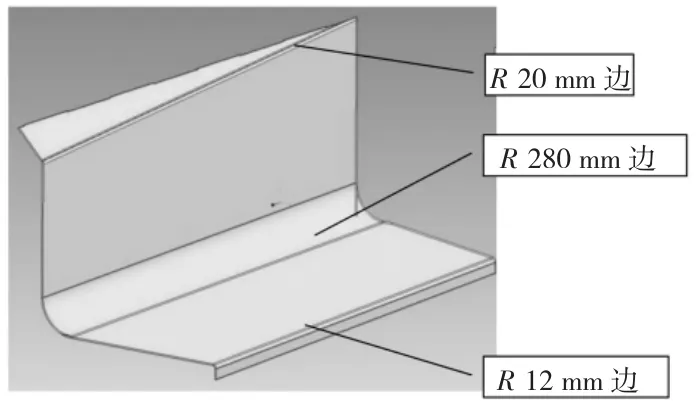
图1 折弯位置示意图

图2 R 20 mm折弯线示意图
出现的产品品质问题,为R 12 mm棱边中间凸出,直线度δ超差最大7 mm(图3)。
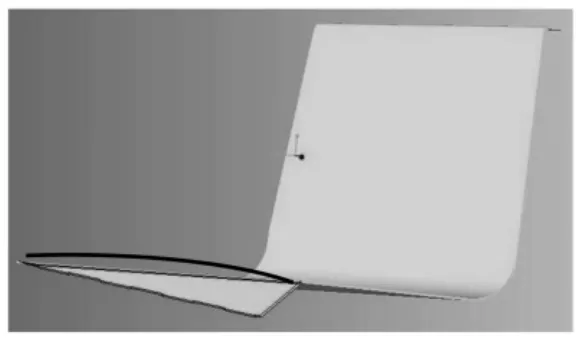
图3 R 20 mm变形示意图
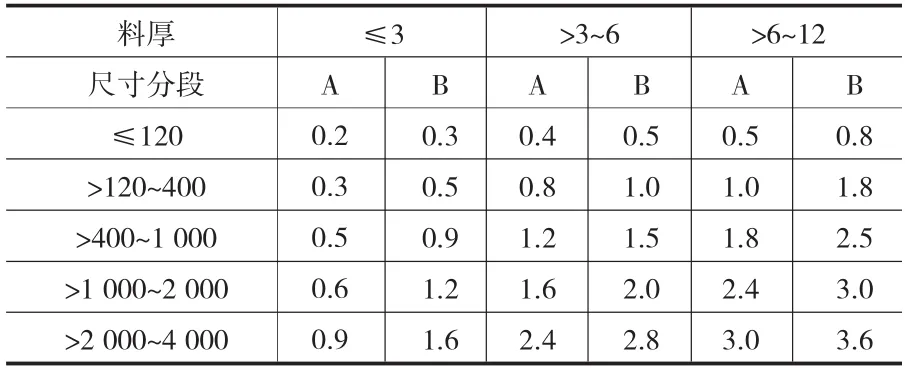
表2 折弯角的直线度与公差表 (单位:mm)
2 工艺方案
该零件为不规则形状,折弯线为斜线,故采用工艺为数控火焰切割,留折弯余量后手工切割。详细工艺如图4所示。

图4 工艺流程图
因火焰气割残余应力较大,对折弯棱边成型影响较大,同时斜边手工切割对折弯部位二次加热,导致二次变形。为尽量减少二次变形,考虑模具规格,下模宽度为90 mm,计算得到最短余量为501 mm。

图5 手工切割尺寸线
目前尚无有效方法进行应力释放,根据R 12 mm变形特点,考虑在折弯前沿折弯线滚弯,使折弯外圆半径中间比两边低,抵消变形。工艺简图见图6。

图6 反变形工艺及操作图
各参数关系,见图7及公式(1)~(4)。
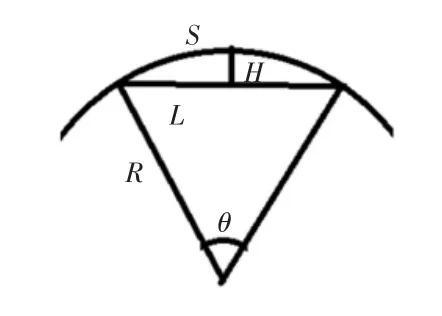
图7 各参数关系图


式中,S为常量,H为弧高,L为弦长,R为半径,θ为弧度。
3 工艺试验
公式(1)~(4)作为理论计算用。实际生产根据经验值进行试验,针对本文零件情况,设置H并通过试验,得出结果如表3,可见H在75~80 mm之间较为合适。

表3 弧高H值试验结果表 (单位:mm)
4 结束语
本文讨论了薄板非均匀折弯反变形工艺,有效解决了产品制造品质难题,变形参数一般通过试验确定。对类似结构零件,在设备条件、技术能力要求不高的情况下,可获得较大效果,推广价值较高。
[1]余松敏.自由折弯时制件缺陷原因分析及对策[J].锻压技术,1995(3):29-33.
[2]成大先.机械设计手册(第三版)[M].北京:化学工业出版社,1999.
猜你喜欢
计量学报(2022年7期)2022-08-23
中国核电(2021年6期)2021-06-29
民用飞机设计与研究(2020年1期)2020-05-21
特种结构(2018年4期)2018-08-20
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
制造技术与机床(2017年6期)2018-01-19
计算机测量与控制(2017年12期)2018-01-05
航空学报(2015年4期)2015-05-07
筑路机械与施工机械化(2014年8期)2014-03-01