某电厂空压机电机轴断裂原因分析
2012-02-20 03:32张留斌耿进锋王晓晨
装备制造技术 2012年8期
张留斌,耿进锋,王晓晨
(河南省电力公司 电力科学研究院,河南 郑州 450052)
2012年2月17号,河南某发电公司#1、#2机组#2空压机电机轴,发生断裂事故,#2空压机为英格索兰公司生产的M250型空压机,电机轴材质为#42钢。
1 现场检查情况及宏观分析
现场检查发现,电机轴断裂处位于驱动侧轴承套内,距连接齿轮约200 mm。据了解,该轴在运行过程中,曾发生塌落事故,并造成轴外表磨损,电厂外委进行了喷涂处理。检查发现断口附近轴表面整圈进行了喷涂处理,厚度约1mm。电机轴断口具有明显的放射线纹,断面上有多处面积较大的冶金缺陷,裂纹源点由冶金缺陷处撕裂断开。
现场调取#2空压机电机电流记录,发现轴断裂前由于空压机负荷在不断调整,电机电流每隔1 h左右,在14~32 A之间波动。事发前12 h,空压机一直带负荷运行,电流维持在30 A左右,2012年2月17日21:20左右,电流升至32 A,电机轴断裂。
2 断口试验分析
采用X-Met3000TX手持式光谱仪,对电机轴进行检测,发现电机轴基体和喷涂层含Fe和Mn两种元素,未见其他合金元素,二者材质均为碳钢。
2.1 断面微观组织形貌检测
在体视显微镜下,进行断口形貌观察,断口内部存在较多冶金缺陷,裂纹沿冶金缺陷处开裂扩展。
对试样进行抛光、采用4%硝酸酒精溶液浸蚀,试样断面呈现4种不同组织形貌(见图1~图4)。试样断面不同,区域组织形貌并不相同,其中图1为涂层组织形貌。

图1 涂层位置金相组织形貌图

图2 近涂层位置金相组织形貌图

图3 近基体位置金相组织形貌图
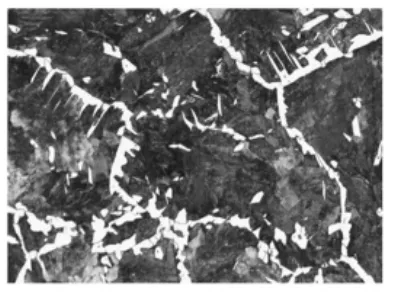
图4 基体位置金相组织形貌图
由图1可知,喷涂层位置处,组织形貌呈现波浪形,无法确定具体组织,非碳钢正常组织形貌。
由图2可知,近喷涂层位置处由两种组织形貌,一种为针状马氏体组织,一种为先共析铁素体+珠光体。针状马氏体组织出现的原因,为该处喷涂时温度超过轴体材料Ac1相变点,空冷后未进行回火所致。
由图3可知,近基体处位置处组织形貌为先共析铁素体+珠光体。
由图4可知,基体位置处组织形貌为珠光体+魏氏体组织,属于典型的过热组织形貌。
从图中也可以看到,裂纹起源于内部冶金缺陷处,由内向外扩展,裂纹开口较大。
2.2 硬度检测
采用里氏硬度计,对电机轴基体和喷涂层进行硬度检测,检测结果显示,基体硬度值在156 HB左右,喷涂层硬度值在356 HB左右,相差很大。
3 原因分析
(1)由断口形貌、宏观和微观检查可以看到,电机轴基体内部存在大量冶金缺陷和宏观裂纹,裂纹起源于基体内部冶金缺陷,由内向外扩展。
(2)常用轴体使用状态应为调质组织,即淬火+高温回火组织。而断轴基体金相组织为粗大的珠光体组织和魏氏体组织,属于正火组织形态,正火加热时,过热时间较长,造成组织粗大。魏氏组织及粗大组织形态对基体的分割作用,使电机轴强度和冲击韧性降低,脆性上升。
(3)由硬度检测结果可知,喷涂层和基体硬度值差别约200 HB,造成结合面处表面应力较大;电机轴体喷涂修复时加热温度过高,造成轴体局部区域出现淬硬马氏体组织,这些因素在外载作用下,促进缺陷开裂并扩展。
(4)由电机电流记录曲线可以看出,空压机正常运行中频繁进行加载、卸载过程,在电机轴驱动侧不断形成冲击力。基体内部缺陷在冲击力作用下,不断扩展,最终造成电机轴脆性断裂。
4 结束语
电机轴体制造品质严重不合格,基体内部存在宏观裂纹和大量冶金缺陷。在空压机正常运行过程中加载、卸载形成的冲击力作用下,内部裂纹扩展,发生断裂。
生产厂家在电机轴制造过程中,应采用合格锻件,严格制定热处理工艺,并进行产品品质检验。电厂在设备进货时,应索取相关图纸及品质证明文件。
建议对其余电机轴进行抽检,避免此类问题发生。
[1]蔡文河.电厂重要金属部件的失效及其监督[M].北京:中国电力出版社,2009.
[2]廖宏楷.电站锅炉试验[M].北京:中国电力出版社,2007.
猜你喜欢
航空制造技术(2022年5期)2022-07-15
建材发展导向(2021年11期)2021-07-28
内江科技(2021年2期)2021-03-15
塑料包装(2021年1期)2021-03-10
电脑爱好者(2020年22期)2020-11-20
上海金属(2020年4期)2020-08-25
装备制造技术(2019年12期)2019-12-25
电脑报(2019年10期)2019-09-10
武汉科技大学学报(2019年4期)2019-07-04
中国资源综合利用(2017年12期)2018-01-21