汽车保险杠的喷涂工艺
2012-02-20 03:32罗羽冲
装备制造技术 2012年8期
林 惠,罗羽冲,刘 琪,黄 好
(柳州五菱汽车工业有限公司,广西 柳州 545007)
随着汽车工业的飞速发展,汽车保险杠作为微型汽车和小轿车上不可缺少的汽车零部件,也发生了很大的变化。最早的汽车前后保险杠,是用金属板材冲压成形,现在的前后保险杠均采用经过改性的PP塑料材料注塑成型。改性PP塑料保险杠具有良好的强度、刚性和装饰性,相比金属材料的保险杠,还减小了自身净质量;从安全上看,汽车发生碰撞时,塑料保险杠还能起到缓冲的作用。
柳州五菱汽车工业有限公司生产的是为微型车配套的前后保险杠。通过注塑成型出来的前后保险杠表面光滑平整,但颜色单一,再通过保险杠涂装线进行油漆喷涂,这样各种颜色的保险杠分别可满足不同车型或同一车型不同颜色的要求。颜色各异的前后保险杠,不仅起到装饰的作用,同时也为微型车增添了不少光彩,给购车用户提供了更多颜色车型的选择。
1 喷涂工艺流程
塑料保险杠喷涂,是比较特殊的生产工艺,对环境的洁净度要求很高,整个过程的各工序品质都要严格控制,否则喷涂出来的产品会出现很多缺陷,严重影响产品合格率,合格率低会增加产品的制造成本。所以保险杠喷涂线,是一条相对封闭、洁净度很高的生产线,每天停产后都要进行线体保洁。
公司生产的微型车前后保险杠喷涂,采用的是“湿碰湿,三喷一烘”的喷涂工艺,即在底漆、面漆、清漆都喷涂完后,进行烘烤。部份高档的轿车保险杠喷涂则采用的是“三喷二烘”的喷涂工艺,“三喷二烘”是指喷涂了底漆后,对底漆也进行烘烤。
公司微型车前后保险杠的喷涂工艺流程如下:
毛坯检查→毛坯上线→前处理→吹水→水份烘干→冷却→火焰处理(停用)→静电除尘→喷底漆→底漆流平→喷面漆→面漆流平→喷清漆→清漆流平→烘烤→强冷→检查→下件。
前处理工艺又包括以下几道工序:预脱脂→脱脂→第一道水洗→第二道水洗→纯水洗。
2 喷涂工艺的实施
下面对保险杠喷涂各工艺流程的主要作用或目的,分别作具体的介绍和说明。
(1)毛坯检查。毛坯上件前先进行检查,是必不可少的一道工序,目的在于杜绝有缺陷的产品上线,因为零件在存储的过程中,难免会因磕碰而擦伤表面,表面有伤痕的保险杠,再怎么喷涂都无法遮盖,喷出来的产品仍是废品,还白白浪费时间、人力和油漆,轻微的擦痕可以用1 000~1 200目的水砂纸进行湿打磨处理,严重的则只能报废处理。
(2)前处理。前处理共有5道工序,是保险杠喷涂不可缺少的重要工序,是提高保险杠涂层附着力的关键环节。脱脂的作用,是去除保险杠表面的油污、脱模剂等污渍,这些污渍会严重影响油漆的附着力。经过水洗和纯水洗后,可以把保险杠表面上细小的灰尘冲洗干净,以免喷漆后会产生颗粒。
(3)吹水和水份烘干。经过前处理的保险杠表面会有很多水珠,如果有水珠的存在,即使是很细小的水珠,喷漆后也会形成水泡,这是喷漆保险杠所不允许的缺陷。所以,需要对经前处理的保险杠进行吹水和烘干,水份烘干的温度不需太高,太高了浪费能耗,只要零件表面没有水份就可以,我们的烘干温度一般控制在50~65℃,时间约20 min。
(4)火焰处理。火焰处理是使用火焰处理机器人燃烧气体产生的高温火焰,对保险杠表面进行处理,火焰温度可达到2 000℃,火焰前处理主要是烧除保险杠表面的油污及进行表调,提高保险杠的油漆附着力。这道工序与前处理的作用基本相同。开始时,我们也使用了,后经过了一段时间生产,火焰处理就停用了。因经过试验和检测,不用火焰处理也能满足附着力的要求。火焰处理这道工序在日韩系列的车型保险杠喷涂上,都比较喜欢使用,而前处理只是使用人工进行溶剂擦拭;但在欧美系列的车型保险杠喷涂上,则基本上都采用前处理方式,而不用火焰处理。
(5)静电除尘。利用去静电设备去除保险杠表面因静电吸附的灰尘,目的是保证保险杠在喷涂前的表面洁净度,提高喷涂合格率。
(6)喷底漆、面漆与清漆。喷底漆的作用,是加强与PP基材的附着力,因PP材料是没有极性的高分子材料,这道底漆是专门用于PP基材的,没有这道底漆,直接喷涂面漆的话,漆膜干后用手都能撕下来。喷涂面漆的作用,是满足设计所需的颜色要求,并且保护保险杠表面不被外界环境氧化,不受酸雨的侵蚀,防止紫外线穿透,提高抗老化能力。清漆的作用,是增加表面光泽度,使产品表面更加鲜艳光亮,同时清漆也具有抵抗紫外线的穿透、保护面漆涂层不被侵蚀和氧化的作用,同时还可提高塑料件的耐溶剂性、耐化学品性能。
底漆、面漆和清漆的喷涂过程,是整个保险杠喷涂工艺过程中最关键的工序,必须注意以下各点:
首先,喷房内的环境一定要洁净,否则灰尘落到保险杠表面就会形成颗粒;
第二,底漆、面漆、清漆这3道漆的油漆粘度,一定要调配得好,太稀了,喷涂容易流挂;太稠了,油漆雾化不了,喷到保险杠表面会形成颗粒;随季节温度的变化,油漆粘度也要相应调整,油漆的喷涂粘度参见表1。
第三,这3道漆喷涂的漆膜厚度,也是有要求的,太薄,容易出现漏底、遮盖不良等缺陷;太厚,不仅浪费油漆,而且还可能产生流挂、桔皮、起皱等缺陷,3道漆的漆膜厚度见表1。
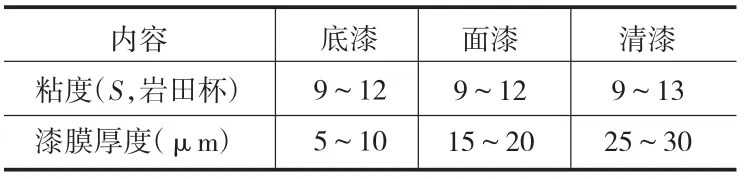
表1 油漆粘度及漆膜厚度
第四,喷涂的压力也要控制,输送到喷枪的压缩空气的品质在含水量、含油量及杂质量,都是有要求的,至少要经过二级以上过滤。喷涂用干燥压缩空气的品质指标见表2。

表2 压缩空气的品质指标
(7)底漆流平、面漆流平、清漆流平。流平,顾名思义就是让喷涂后的油漆进行流动,让漆膜表面平整光滑,使漆膜达到可再喷涂的状态,流平效果取决于稀释剂的挥发速度,稀释剂挥发得过快或过慢,对漆膜表面品质都不好。挥发过快,漆膜还没能流动就表干了,易导致漆膜产生桔皮、起皱、湿化不好等缺陷;挥发过慢,漆膜是得到了充分流动,表面会比较光滑,但会出现流挂、发花和颜色不一致的情况。所以要控制好稀释剂的挥发速度。在冬天气温很低的情况下,稀释剂会挥发得慢,这时需要加入快干的稀释剂来提高挥发速度;而在夏天,因气温高稀释剂会挥发得快,这时我们就会加入慢干的稀释剂,不让稀释剂挥发过快。
(8)烘烤。喷涂好底、面、清这3道漆的保险杠,经过流平后,需要进到烘房进行烘烤,目的是使漆膜固化变硬,需要控制的是烘烤时间和温度。烘烤时间和温度不足的话,漆膜固化不好,硬度会下降,附着力和耐候性都会下降。我们保险杠的烘烤时间一般为45 min,温度在75~85℃范围内。
(9)强冷、检查、下件。强冷,是对刚经过烘烤的保险杠吹冷风进行冷却,使保险杠表面冷却到40℃以下,这样到检查人员进行检查时不会烫手,再就是表面温度还较高的话,会有漆膜粘手的感觉,即不利于检查,而且还会在检查时把指纹印在保险杠表面上,影响产品表面品质。检查的作用,主要就是把有缺陷的产品挑出来,不让有缺陷的产品流到下道工序。对一些有轻微缺陷的产品,可以进行抛光或返修处理,缺陷严重的产品,则只能报废处理。下件,就是把经过喷涂烘烤的保险杠从喷涂流水线的滑橇上取下,转存放到保险杠专用工位器具上,合格产品流转到下一道工序,不合格品则进行返修或是报废处理。
在柳州五菱汽车工业有限公司,塑料保险杠的喷涂工艺是属于特殊生产工艺,在整个生产过程中一定要严格按照工艺要求执行,各道工序的参数都应符合设定的参数值,并对工艺参数进行记录,只有严格按生产工艺执行,才能保证产品的下线合格率。
3 结束语
近几年,我国汽车工业发展迅速,车型不断推陈出新,产销量都相当大,喷涂保险杠的需求量也在不断的增大,随着汽车工业的发展,我们喷涂保险杠生产企业也得到了迅猛的发展。
[1]帅长红.汽车涂装喷漆新工艺新技术与常见缺陷防治及质量检测标准规范实务全书(第二卷)[M].北京:北方工业出版社,2005.
猜你喜欢
汽车维护与修理(2022年4期)2022-08-22
广州化工(2022年11期)2022-06-29
粘接(2021年5期)2021-06-29
森林工程(2020年5期)2020-09-17
核化学与放射化学(2020年4期)2020-08-21
科学导报·学术(2020年61期)2020-03-28
建筑与装饰(2019年17期)2019-10-19
汽车实用技术(2017年19期)2017-11-01
科学家(2017年17期)2017-10-09
汽车实用技术(2017年7期)2017-04-25